Диспергирование низкоуглеродистой мартенситной стали методом интенсивной термоциклической обработки

Автор: Югай Сергей Сергеевич, Закирова Мария Германовна, Абляз Тимур Ризович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Рассмотрена возможность диспергирования высокопрочной низкоуглеродистой мартенситной стали 10Х3ГНМФТ с целью повышения конструкционной прочности. Исследовано влияние интенсивной термической обработки на эволюцию структуры в результате реализации структурной наследственности и динамической рекристаллизации аустенита.
Термоциклическая обработка, диспергирование, структурная наследственность, динамическая рекристаллизация, блочный мартенсит
Короткий адрес: https://sciup.org/148201395
IDR: 148201395 | УДК: 621.785.616.2:669.15
Dispersion of low-carbonaceous martensite steel by the method of intensive thermal-cycle processing
Possibility of dispersion the high-strength low-carbon martensite steel 10Х3ГНМФТ for the purpose of increase the constructional durability is considered. Influence of intensive heat treatment on structure evolution as a result of realization the structural heredity and dynamic recrystallization of austenite is investigated.
Текст научной статьи Диспергирование низкоуглеродистой мартенситной стали методом интенсивной термоциклической обработки
Абляз Тимур Ризович, аспирант существенного измельчения зерна. После ТЦО (пятикратное повторение аустенитизации 930ºС с охлаждением в воде) независимо от режима обработки получали ультрамелкое зерно со средним размером 1,6 мкм, что мельче 14 номера по ГОСТ 5639-82, причем пакетно-реечное строение мартенсита при использовании светового микроскопа не разрешается. Формирующаяся ультрамелкозернистая структура обеспечивает получение предела прочности более 1300 МПа в сочетании с ударной вязкости более 1 МДж/м2.
Одной из перспективных сталей класса НМС является сталь 10Х3ГНМФТ [4], которую возможно использовать для изготовления тяже-лонагруженных конструкций, деталей, подвергаемых химико-термическому упрочнению, изготовлению штампового инструмента и др. Принципиальным отличием от ранее исследованной стали 12Х2Г2НМФТ данная НМС содержит более высокое содержание ванадия, обеспечивающего повышенную теплостойкость. Однако выделение в процессе термической обработки карбидов ванадия приводит к охрупчиванию структуры, что существенно сужает область применения стали 10Х3ГНМФТ. Поэтому исследование диспергирования этой стали с целью повышения вязкости методом ТЦО представляет научный и практический интерес.
Цель работы: исследование формирования структуры и свойств стали 10Х3ГНМФТ при интенсивной термоциклической обработке.
Материалы и методики исследования. Исследованию подвергалась НМС марки 10Х3ГНМФТ, химический состав которой приведен в табл. 1.
Таблица 1. Химический состав стали, % по массе
|
Марка стали |
C |
Mn |
Si |
Cr |
Ni |
Mo |
V |
Ti |
|
10Х3ГНМФТ |
0,11 |
1,37 |
0,20 |
3,21 |
1,28 |
0,38 |
0,46 |
0,05 |
Исходными заготовками служили прутки квадратного сечения. Для проведения экспериментов были изготовлены образцы 10×10×55 мм. Объемную термическую обработку проводили в промышленных соляных ваннах со скоростью нагрева более 100 град/сек. Для исследования влияния размера зерна аустенита на структуру и свойства НМС 10Х3ГНМФТ использовали образцы в закаленном состоянии с прокатного нагрева и после термоциклической обработки по режиму: tHarp =950°C, т = 60 сек, охлаждение -вода, 3,5 и 7 циклов. Электронно-микроскопические исследования проводили на электронном микроскопе Phillips СМ-12 с ускоряющим напряжением 120 кВ. Тонкие фольги готовили электроэрозионной резкой, механическим шлифованием и последующей электрополировкой с использованием плоских электродов из нержавеющей стали в электролите при напряжении 1530 В. Для проведения сканирующей микроскопии образцы исследовали при 1000…30000-кратном увеличении, на сканирующем электронном микроскопе Hitachi P-3400N при ускоряющем напряжении 20 кВ.
Испытания на одноосное растяжение и расчет характеристик прочности и пластичности проводили в соответствии с ГОСТ 1497-84 на пятикратных цилиндрических образцах типа III № 7 на разрывной машине Р-5 с предельной нагрузкой 2 тонны. Испытания на ударный изгиб проводили на маятниковом копре МК-30 в соответствии с ГОСТ 9454-78 на образцах с U-образным надрезом. С целью определения микронапряжений и размеров блоков проводили рентгеноструктурный анализ на установке «ДРОН-2» в моно-хроматическом излучении железа при напряжении 30 кВ и силе тока 15 ц А. Определение размеров блоков мартенсита осуществлялось методом аппроксимации. Для проведения анализа производили съемку двух рентгеновских линий (110) и (220), на малых и больших углах отражения.
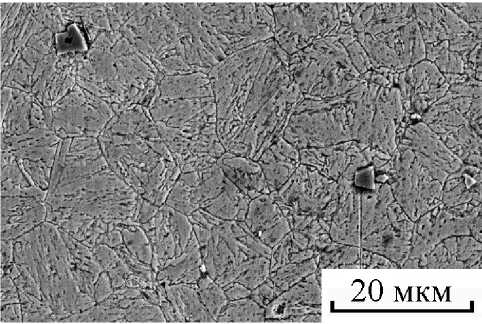
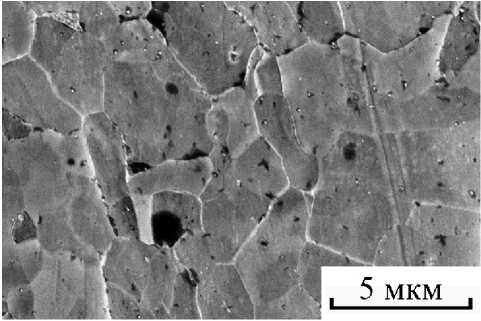
Результаты эксперимента и их обсуждение. В исходном горячекатаном состоянии сталь 10Х3ГНМФТ имеет структуру типичного низкоуглеродистого мартенсита (рис. 1). Размер зерен аустенита находится в интервале 5-15 мкм, толщина реек составляет примерно 100-300 нм. Внутри реек наблюдаются дислокационные скопления. Плотность дислокаций составляет примерно 10-11 см2.
Термоциклическая обработка при температуре 950ºС уже после трех циклов обеспечивала получение размера аустенитного зерна 3-5 мкм (рис. 2а).
а
б
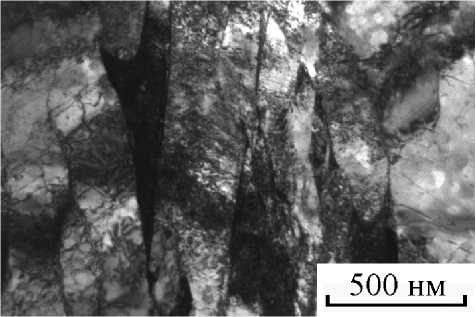
Рис. 1. Микроструктура стали 10Х3ГНМФТ в горячекатаном состоянии: а – изображение, полученное методом сканирующей микроскопии, б – светлопольное изображение
Основной причиной измельчения зерна при интенсивном термическом воздействии является реализация одновременно двух явлений: структурной наследственности и динамической рекристаллизации аустенита. В материале возникают структурные и термические напряжения, которые инициируют появление, перераспределение и взаимодействие дефектов кристаллического строения. Реализация структурной наследственности позволяет получить и сохранить эти изменения в аустенитом состоянии, а дальнейшие процессы динамической рекристаллизации такого аустенита приводят к измельчению зерна, причем новые зерна формируются с новой кристаллографической ориентировкой и отделены друг от друга высокоугловыми границами, что подтверждается исследованием остаточного аустенита в матрице (рис. 3).
а
б
в
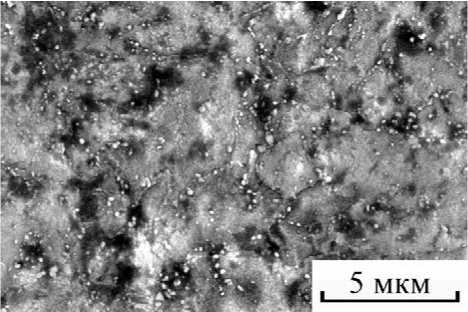
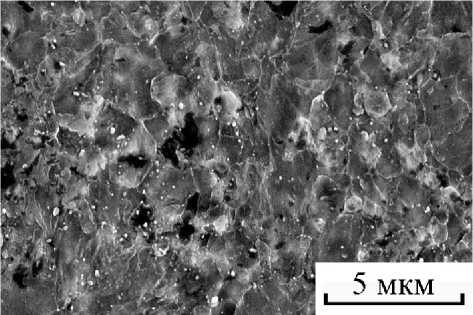
Рис. 2. Микроструктура стали 10Х3ГНМФТ после 3 (а), 5 (б) и 7 (в) циклов
Минимальный размер зерна 0,5-2 мкм и максимальная однородность были получены после пяти циклов, при которых достигается формирование наибольшего количества зародышей аустенита с кристаллографической ориентировкой, отличающейся от первоначальной после фазового превращения. Последующее увеличение количества циклов приводит к незначительному росту зерна, связанного с процессами собирательной рекристаллизации, поскольку энергия образования новых зародышей превосходит энергию роста кристаллов. Просвечивающая электронная микроскопия показывает, что внут-ризеренная структура представляет собой сочетание реек и блоков мартенсита, разделенных мало- и большеугловыми границами (рис. 4). Ширина некоторых реек составляет 50-100 нм, а длина 300-400 нм, размеры блоков составляют 150-200 нм. Плотность дислокаций по данным РСА составляет примерно 1011 см-2. Рентгеноструктурный анализ показал, что размер блоков не превышает 200 нм после пятикратного термоциклирования: в среднем в одном зерне сконцентрировано 5-10 блоков различной кристаллографической ориентировки с высокой плотностью дислокаций.
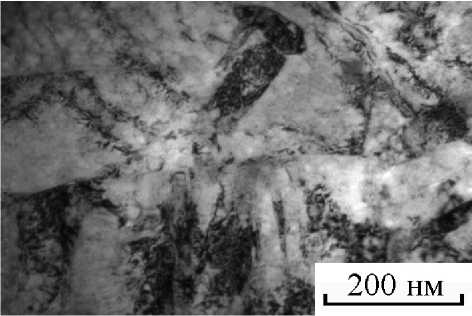
Рис. 4. Тонкая структура стали 10Х3ГНМФТ после ТЦО 950ºС, 5циклов
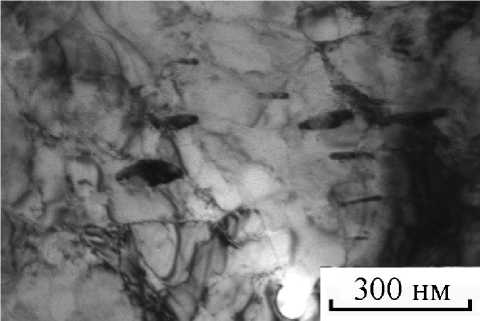
Рис. 3. Остаточный аустенит (темные участки) в фольге термоциклированной стали 10Х3ГНМФТ
Характеристики механических свойств, представленные в табл. 2, показали, что диспергирование приводит к некоторому повышению характеристик прочности и пластичности и существенно увеличивает вязкость стали.
Таким образом, проведение термоциклической обработки с охлаждением в воде стали 10Х3ГНМФТ приводит к диспергированию бывшего зерна аустенита в сравнении с исходной структурой, и размер зерна полученного при 950ºС составляет в среднем 0,5-2 мкм с хорошо развитым внутренним блочно-реечным строением, обеспечивающим высокие характеристики надежности.
Таблица 2. Характеристики механических свойств стали 10Х3ГНМФТ
|
Режим ТО |
σ В, МПа |
σ 0,2 , МПа |
δ , % |
ψ , % |
HRC |
KCU, МДж/м2 |
|
охлаждение на воздухе с прокатного нагрева |
1370 |
1130 |
12 |
58 |
37 |
0,7 |
|
ТЦО 950 ºС, 5 циклов (нагрев со скоростью 100 ºС/сек, охлаждение в воде) |
1420 |
1180 |
11 |
61 |
41 |
1,3 |
DISPERSION OF LOW-CARBONACEOUS MARTENSITE STEELBY THE METHOD OF INTENSIVE THERMAL-CYCLEPROCESSING
Timur Ablyaz, Post-graduate Student
Выводы:
-
1. Термоциклическая многократная обработка стали 10Х3ГНМФТ, заключающаяся в ускоренном нагреве с последующим быстрым охлаждением, обеспечивает формирование структуры блочно-реечного мартенсита с размером зерна 0,5-2 мкм и размером блоков до 200 нм.
-
2. Диспергирование структуры обеспечивается путем интенсивной динамической рекристаллизации строения зерен вследствие реализации структурной наследственности. Новый комплекс ультрамелких зерен имеет отличающуюся от начальной кристаллографическую ориентировку.
-
3. Термоциклирование стали 10Х3ГНМФТ приводит к повышению прочностных характеристик с одновременным существенным увеличением ударной вязкости.
Список литературы Диспергирование низкоуглеродистой мартенситной стали методом интенсивной термоциклической обработки
- Клейнер, Л.М. Свойства низкоуглеродистого легированного мартенсита/Л.М. Клейнер, Л.И. Коган, Р.И. Энтин//ФММ. 1972. Т. 33, № 4. С. 824-830.
- Заяц, Л.Ц. Диспергирование структуры сталей в условиях интенсивного термического воздействия. Часть 2. Исследование влияния системы легирования на эволюцию структуры при аустенитизации/Л.Ц. Заяц, Д.О. Панов, Ю.Н. Симонов//МиТОМ. 2010. №11. С. 20-25.
- Ряпсов, И.В. Формирование зеренной и реечной структуры в низкоуглеродистых мартенситных сталях термоциклированием/И.В. Ряпсов, Л.М. Клейнер, А.А. Шацов и др.//МиТОМ. 2008. № 9. С. 33-39.
- Митрохович, Н.Н. Термическая усталость низкоуглеродистой мартенситной стали//МиТОМ. 2007. №5. С. 36-41.
