Добавка на основе олеата натрия и льняного масла для углепылеподавляющих растворов

Автор: Голубков В.А., Горенкова Г.А., Ворожцов Е.П., Беспалова М.А., Бортников С.В.
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Рубрика: Технологическая безопасность в минерально-сырьевом комплексе и охрана окружающей среды
Статья в выпуске: 4 т.8, 2023 года.
Бесплатный доступ
Добыча угля, его транспортировка и переработка сопровождаются образованием и поступлением в воздушную среду значительных объемов твердых частиц, в том числе угольной пыли. Наиболее распространенной технологией борьбы с угольной пылью в воздухе является гидрообеспыливание. Эта технология основана на способности воды смачивать пылевые частицы и связывать их между собой и с поверхностями, на которые осаждается пыль. Существенное ограничение данной технологии заключается в гидрофобности поверхности угля, которая препятствует смачиванию водой частиц угольной пыли. Для увеличения смачиваемости гидрофобной поверхности угольных частиц в воду добавляют поверхностно-активные вещества. В настоящей работе нами предложен состав для пылеподавления на основе олеиновой кислоты, гидроксида натрия и льняного масла в воде, изучены его свойства и оценена способность улучшать смачиваемость угольной пыли. Найдена наиболее эффективная концентрация, которая позволяет рабочему раствору улучшить смачиваемость угольной пыли на 187 % относительно воды, что превышает смачивающую способность большинства известных реагентов. Предлагаемый состав содержит 140 мг/л олеиновой кислоты, 100 мг/л гидроксида натрия, 70 мг/л льняного масла в воде. Простота состава, отсутствие вредности для окружающей среды и человека, незначительное влияние на дальнейшую эксплуатацию угольного сырья делают предлагаемый состав смачивателя перспективным для применения в технологиях гидрообеспыливания в угольной промышленности.
Угольная пыль, пылеподавление, гидрообеспыливание, смачиваемость, поверхностно-активные вещества, олеат натрия, льняное масло
Короткий адрес: https://sciup.org/140303191
IDR: 140303191 | УДК: 622:331.45 | DOI: 10.17073/2500-0632-2023-02-79
Chemical additive based on sodium oleate and linseed oil for preparation coal dust suppression composition
The mining, transportation, and processing of coal involve the formation and emission of significant amounts of particulate matter, which includes coal dust. The most commonly employed method for controlling coal dust in an air is water spray dust suppression (hydrodedusting). This method is founded on water’s capacity to moisten dust particles and bond them to both each other and the surfaces where the dust settles. One notable limitation of this method is the coal’s hydrophobic nature, which hinders water from wetting coal dust particles. In order to overcome this, surfactants are introduced into the water to increase the wettability of the hydrophobic coal particle surface. In this paper, we proposed a dust suppressant composition consisting of oleic acid, sodium hydroxide, and linseed oil in water. We examine its properties and evaluated its ability to enhance the wettability of coal dust. We have identified the most effective concentration, resulting in a working solution that improves the wettability of coal dust by 87 % compared to water, surpassing the wettability of most known reagents. The proposed composition contains 140 mg/L oleic acid, 100 mg/L sodium hydroxide, and 70 mg/L linseed oil in water. The simplicity of this composition, its minimal impact on the environment and human health, and its negligible influence on the further use of coal raw materials make this wetting agent composition highly promising for application in coal industry technologies of water spray dust suppression.
Текст научной статьи Добавка на основе олеата натрия и льняного масла для углепылеподавляющих растворов
Разработка каменноугольных месторождений, транспортировка угля и его переработка сопровождаются образованием и поступлением в воздушную среду значительных объемов твердых взвешенных частиц горных пород, в том числе угольной пыли.
Длительное воздействие угольной пыли может привести к предотвратимым, но неизлечимым заболеваниям легких, таким как: пневмокониоз, хроническая обструктивная болезнь легких, туберкулез, хронический бронхит, эмфизема и другие, вплоть до летального исхода [1–4]. Этим болезням в наибольшей степени подвержены рабочие и инженеры угольных шахт и карьеров, станций перегрузки угля, цехов обогащения и занятые в его транспортировке. Кроме того, при высоких концентрациях каменноугольная пыль в смеси с кислородом воздуха является пожа-ро- и взрывоопасной [5]. Эти существенные проблемы указывают на необходимость применения эффективных технологий удаления угольной пыли из воздушной среды с минимизацией аэрологических рисков [6].
В целях предотвращения пылеобразования при разрушении, переработке и транспортировке пылящего материала и подавления образовавшейся пыли на добывающих и перерабатывающих горных предприятиях проводятся работы по увлажнению массивов горных пород и улавливанию летающей пыли. Эта группа методов, направленных на снижение содержания в атмосфере пыли и основанных на смачивании частиц водой, называется гидрообеспыливанием [7]. При гидрообеспыливании используется свойство воды смачивать пылевые частицы, связывать их и осаждать. Существенное ограничение данной технологии заключается в гидрофобности поверхности угля, которая препятствует смачиванию водой частиц угольной пыли. Для увеличения способности смачиваться необходимо модифицировать поверхность частиц – сделать её гидрофильной.
Значительные исследования были проведены в области разработки технологий борьбы с угольной пылью. Подавление пыли распылением воды с добавлением поверхностно-активных веществ (ПАВ) является одним из наиболее эффективных подходов [8]. Разработки данной технологии начались в первой половине XX в. и стали особенно востребованы после 1970-х годов из-за механизации и интенсификации добычи угля [9, 10].
Благодаря дифильной природе ПАВ эффективно адсорбируются на поверхности раздела вода–уголь и делают поверхность угольных частиц гидрофильной, этот процесс адсорбции уменьшает свободную поверхностную энергию угольной пыли и ускоряет процесс смачивания [11, 12].
Известные смачиватели для подавления угольной пыли, как правило, содержат в качестве основного компонента, улучшающего смачивание частиц пыли, различные ПАВ. Например, в работе [13] авторы предлагают использовать сочетание натриевой соли алкилбензосульфокислоты и оксиэтилированного алкилфенола (неонол), в работе [14] – натриевую соль карбоксиметилцеллюлозы. Кроме ПАВ, рассматриваемые смачиватели содержат другие компоненты в количествах 0,2–2,0 мас.% от общего состава: карбамид, неорганические соли, одноатомные и многоатомные спирты. Хотя известно много составов для пылепода-вления, поиск новых, более эффективных и экологичных, является актуальной задачей.
Целью настоящей работы явилось совершенствование процесса подавления угольной пыли методом гидрообеспыливания путем разработки нового состава смачивающего агента. Критериями отбора реагентов в настоящей работе стали:
-
– эффективность действия реагента в процессе пылеподавления, подтверждённая хотя бы косвенными методами;
-
– простота и экономичность предлагаемой технологии;
-
– экологичность применяемых реагентов.
В связи с этим представлялось целесообразным рассмотреть возможность использования вещества https://mst.misis.ru/
2023;8(4):341–349
природного происхождения, обладающего поверхностной активностью. В качестве подобного компонента использовали натриевую соль олеиновой кислоты.
Олеиновая кислота – анионогенное поверхностно-активное вещество, которое снижает адгезию неполярных веществ в системе поверхностей твердая неполярная поверхность : полярная жидкость. Также олеат натрия значительно снижает потенциал взрыва угольной пыли [15].
Гидроксид натрия – реагент, взаимодействующий с олеиновой кислотой с образованием водорастворимого олеата натрия.
Льняное масло – реагент, способный вызывать слипание частиц посредством сродства полярности масла и частиц угля, кроме того, жирные непредельные кислоты с длинными алкильными цепями способны полимеризоваться с образованием монослоя на поверхности [16].
Нами предложен состав [17] для применения в процессах гидрообеспыливания и определены оптимальные концентрации для улучшения эффективности пылеподавления рядом физико-химических методов.
Материалы и методы
Приготовление реагента
К 8 г (~28 ммоль) олеиновой кислоты прибавляли 30 мл воды и вносили 6 г (~150 ммоль) гидроксида натрия, после чего нагревали до 89–95 °С, после остывания доводили до 1 л водой. К полученному раствору при перемешивании добавляли навеску льняного масла для получения концентраций 1, 4, 8, 20 г/л.
Изучение смачиваемости угольной пыли проводили на образцах каменного угля Черногорского месторождения Минусинского угольного бассейна. Согласно данным С. И. Арбузова [18] по генетической классификации уголь Черногорского месторождения относится к каменным гумусовым углям, марки Д (длиннопламенные). Макрокомпонентный состав представлен витринитом (67–74 %), семивитринитом (1–4 %), фюзинитом (17–27 %), липтинитом (2–8 %) в разных процентных соотношениях по каждому отдельному пласту. Уголь месторождения среднезольный, содержание золы составляет 2,8–30 %. Выход летучих веществ в среднем 36–43 %, нижняя теплота сгорания – 4830 ккал/кг. Угольную пыль получали измельчением каменного угля Черногорского месторождения в фарфоровой ступке, усреднение проводили методом конверта, порошок просеивали через сито диаметром 0,5 мм. Согласно гранулометрическому анализу, проведённому на лазерном анализаторе размеров частиц Ласка ТД (Россия), доля частиц с размерами 0,5–5 мкм составляет менее 0,05%, 5–20 мкм – 56,0 %, 20–50 мкм – 43,5 %, 50–100 мкм – 0,5 %.
Метод капиллярного впитывания
Измерение смачивания поверхности угольных частиц водными растворами различного состава проводили по известному методу капиллярного впитывания [19], схема представлена на рис. 1. Навеску угольной пыли массой 1 г помещали в воронку Шотта (ПОР 100) с пористостью 0,04–0,1 мм, температура в помещении составляла 21 °С, максимальное время экспозиции 180 с. Смачиваемость, т.е. максимальное поглощение раствора, определена как отношение объема поглощенной жидкости к массе угля в %.
Исходный уровень жидкости
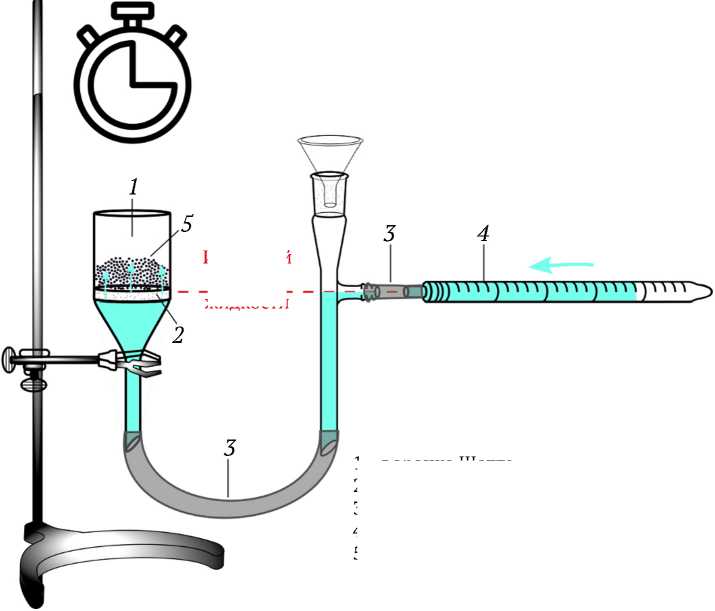
Рис. 1. Схема экспериментальной установки для определения смачиваемости
1 – воронка Шотта
2 – пористая прокладка воронки Шотта
3 – соединительные трубки
4 – градуированный капилляр
5 – навеска угольной пыли
2023;8(4):341–349
Метод плёночной флотации
Определение массы частиц угля, нанесенного на поверхность жидкости, оседающих во времени, проводили с использованием торсионных весов ВТ-500. Для этого 1 г угля наносили на поверхность воды или раствора реагента и измеряли массу осевших через 1 и 3 мин частиц.
Метод непрерывного взвешивания оседающих частиц
Седиментационные кривые (кривые зависимости массы оседающих частиц от времени оседания) для частиц угля в воде и в растворах реагента получали с использованием торсионных весов ВТ-500. Для этого 1 г угля диспергировали в 300 мл раствора и измеряли массу оседающих частиц во времени.
Измерение электрокинетического потенциала
Измерения распределения частиц по гидродинамическому диаметру методом динамического рассеяния света (DLS) и распределения частиц по электрокинетическому потенциалу методом электрофоретической подвижности проводили на приборе Zetasizer Nano ZS (Malvern Instruments, Великобритания): лазер – 633 нм; режим обратного рассеяния, угол 173°; поликарбонатная ячейка с Pd-электродами; температура измерений 25 °C. Все измерения коллоидов угля проводили при pH 11±0,1 и автогенной ионной силе. Измерения мицелл исходного реагента проводили при автогенных pH и ионной силе.
Коллоид каменного угля для измерения элек-трокинетического потенциала получали обработкой ультразвуком в воде с помощью ультразвукового гомогенизатора SONOPULS mini20 (Bandelin, Германия). 1 г угля заливали 50 мл деионизованной воды и обрабатывали в течение 15 мин (100 кДж). Суспензию отстаивали 24 ч при комнатной температуре и отбирали верхний слой, частички которого использовались в качестве модели пылевых частиц угля.
Результаты и обсуждение
Измерение смачиваемости и оптимизация состава
Смачиваемость угольной пыли различается в зависимости от используемого смачивающего состава. При обработке пыли дистиллированной водой показатель смачиваемости составляет 39 %. Для увеличения смачиваемости частиц пыли нами применялась натриевая соль олеиновой кислоты – олеат натрия. Добавление олеата натрия привело к повышению смачиваемости до 54 %. Более существенное повышение смачиваемости (до 64 %) наблюдается при использовании раствора олеата натрия с добавкой льняного масла. Внесение льняного масла в рабочий раствор производили в количестве 1, 4, 8, 20 г/л. Оптимальной концентрацией льняного масла в растворе является 4 г/л (рис. 2).
Синтез реагента оптимального состава для пылеподавления и его характеристики
На основании экспериментальных данных был подобран наиболее эффективный состав реагента: 8 г/л олеиновой кислоты, 6 г/л гидроксида натрия, 4 г/л льняного масла. Полученный реагент представляет собой прозрачную жидкость светло-жёлтого цвета; pH 12,85; электропроводность 22 мСм/см.
Поскольку концентрация ПАВ превышает критическую концентрацию мицеллообразования, реагент представляет собой дисперсную систему. Распределение дисперсной фазы по размеру имеет две моды: 1 – со средним размером 7,5 нм предположительно мицеллы; и 2 – со средним размером 150 нм (рис. 3). Более крупные частицы предположительно являются агрегатами мицелл ПАВ. При достаточно сильном разбавлении и те, и другие растворяются. Таким образом, данный состав подходит под большинство требований к смачивателям для пылеподавления в угольной и горнорудной промышленности [20].
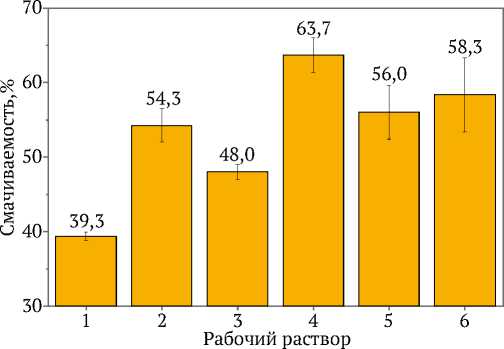
Рис. 2. Смачиваемость угольной пыли при использовании рабочих растворов: 1) дистиллированной воды; 2) олеата натрия (ОН); 3) ОН с льняным маслом CМ 1 г/л; 4) ОН с льняным маслом CМ 4 г/л; 5) ОН с льняным маслом CМ 8 г/л;
6) ОН с льняным маслом CМ 20 г/л
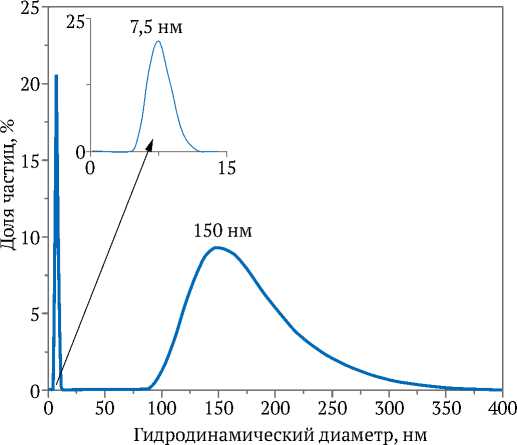
Рис. 3. Распределение мицелл и флоккул по размеру в исходном реагенте
2023;8(4):341–349
Подбор степени разбавления реагента
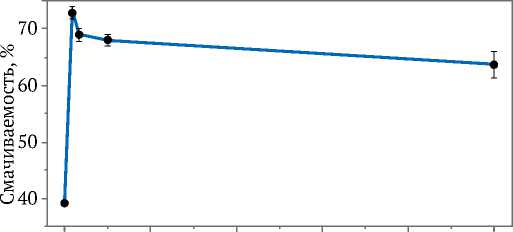
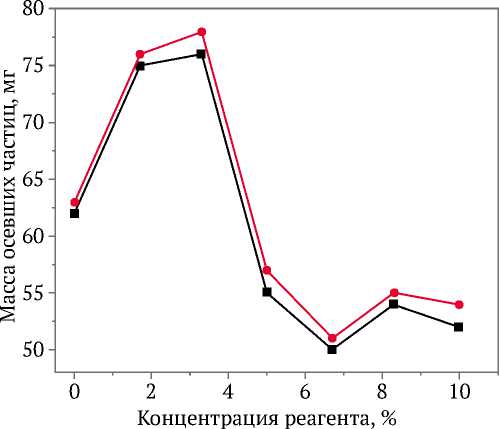
Поскольку использование в гидрообеспыливании реагента большой концентрации нецелесообразно по экономическому эффекту, чревато техническими и инженерными проблемами и даже негативным воздействием на окружающую среду, необходимо подобрать степень разбавления. Методом капиллярного впитывания было изучено влияние концентрации реагента на смачиваемость угольной пыли. Чистая вода показывает низкую эффективность смачивания (39 %), исходный реагент значительно более высокую – 64 %. Разбавление приводит к увеличению смачиваемости угля: 10 %-ный раствор – 68 %, 3,3 %-ный раствор – 69 %, 1,7 %-ный раствор – 73 % (рис. 4).
Приняв эффективность воды в смачивании угольной пыли за 100 %, можно оценить добавочную эффективность смачивания при использовании ПАВ, %:
EwPr Er= P , w где Er – эффективность смачивающего реагента, %; Ew – эффективность воды (100 %); Pr – показатели смачивающего агента в эксперименте, в данном случае смачиваемость, %; Pw – показатели воды в эксперименте.
В исследованиях разных добавок эта относительная эффективность колебалась от 100 % (равно эффекту чистой воды) до 193 % (превышает эффективность воды почти в 2 раза) [8]. Максимальную эффективность в смачивании угольной пыли предложенный нами состав имеет при разбавлении до 1,7 % (140 мг/л олеиновой кислоты, 100 мг/л гидроксида натрия, 70 мг/л льняного масла в воде). Его эффективность относительно чистой воды составила 187 %. Учитывая доступность и дешевизну компонентов, их малое потенциальное воздействие на окружающую среду, данный вариант реагента может быть рекомендован к дальнейшим исследованиям.
От используемого состава зависит не только смачиваемость, но и скорость смачивания. Показано, что вода имеет меньшую начальную скорость смачивания, а растворы реагента для гидрообеспыливания – значительно большую. Однако от концентрации ПАВ в системе начальная скорость оседания не зависит (рис. 5).
Тесты на погружение частиц в растворах ПАВ, такие как метод плёночной флотации и седиментационный анализ, являются традиционными способами оценки эффективности смачивания угольной пыли рабочими растворами [8, 21]. Скорость погружения частиц с поверхности раствора определяется в том числе эффективностью смачивания. При повышении концентрации до 3,3 % наблюдается увеличение массы осевших частиц. Это явным образом свидетельствует об улучшении смачивания частиц и, соответственно, более лёгком прохождении ими поверхности жидкости. При концентрации реагента более 5% масса осевших за время частиц значительно снижается, показатель даже ниже, чем для воды. В этих случаях процесс седиментации лимитируется не проникновением частицы с поверхности жидкости в объём раствора, а агрегативной устойчивостью частиц. Естественно, что в результате адсорбции анионогенного
0 20 40 60 80 100
Концентрация реагента, %
Рис. 4. Смачиваемость угля растворами реагента разной концентрации
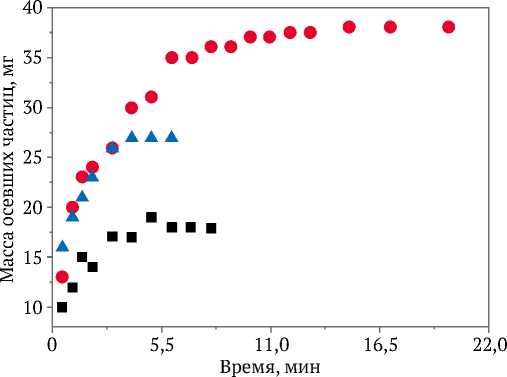
■ В дистиллированной воде
• В 1,7%-ном растворе реагента
▲ В 10%-ном растворе реагента
Рис. 5. Скорость седиментации частиц угольной пыли в водных растворах смачивающего реагента
Время оседания -■- 1 мин —•— 3 мин
2023;8(4):341–349
ПАВ происходит усиление поверхностного заряда частиц и возникает большее электростатическое отталкивание между ними.
Для проверки установленных закономерностей были измерены распределения гидродинамических радиусов и электрокинетических потенциалов коллоидов угля (рис. 7).
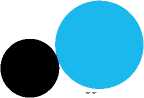
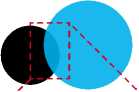
Распределение частиц в воде мономодальное, средний размер 230 нм. Добавка ПАВ приводит к образованию 2 мод в распределении по размерам при всех концентрациях реагента. Значительная доля частиц уменьшила свой размер и образовалась мода со средним размером 100–110 нм, то есть происходит дезагрегация или дезагломерация частиц из-за электростатического отталкивания, что является хорошо известным явлением [22]. В том числе известно применение олеата натрия для диспергирования технического углерода с уменьшением размеров частиц [23].
Коллоид угля при pH 11 имеет очень выраженный отрицательный заряд, средний Z потенциал -46 мВ. Добавление ПАВ и его адсорбция на поверхности приводят к изменениям в распределении частиц по зарядам (рис. 7, б). При адсорбции ПАВ происходит сразу два процесса: подавление диссоциации поверхностных кислотных групп угля и появление новых центров ионизации – диссоциированных молекул адсорбата [24]. При более низких концентрациях ПАВ (0,9%-ный раствор реагента) оба фактора влияют слабо, а при максимальной концентрации ПАВ (5%-ный раствор реагента) распределение частиц по зарядам уже мало отличается от угля в воде, т.е. факторы компенсировали друг друга. Наиболее интересны результаты, полученные при концентрации реаген- та 1,7 и 3,3 %. В этих случаях наблюдается сужение распределения частиц по Z потенциалу и смещение в сторону меньших зарядов, в экспериментах по измерению смачиваемости и погружению частиц эти составы также показали лучшие результаты.
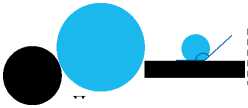
При контакте частиц угля и распылённых капель раствора ПАВ происходит эффективное смачивание частиц угля, в отличие от капель чистой воды. На рис. 8 представлено графическое объяснение действия добавок анионогенных ПАВ в процессе гидрообеспыливания. Сначала частицы пыли и капли сталкиваются (процессы I и II), эти стадии почти не зависят от свойств раствора. При взаимодействии гидрофобной частицы угольной пыли и чистой воды краевой угол смачивания 9 > 90°, что не позволяет каплям захватывать угольную пыль и осаждать её (процесс III). Адсорбция олеата натрия из капель раствора ПАВ делает поверхность угольных частиц более гидрофильной. В этом случае взаимодействие растворённых веществ, твёрдой частицы и воды позволяет воде растекаться по изначально гидрофобной поверхности, краевой угол смачивания 9 < 90° (процесс III). При таком характере взаимодействия жидкость – твёрдое тело агломерация происходит путём поглощения частиц каплями (процесс IV), которые разрастаются [12]. Однако при избыточной адсорбции и, соответственно, слишком большом поверхностном заряде частиц иммерсия частиц может замедляться или останавливаться из-за их электростатического отталкивания. Таким образом, объясняется обнаруженная экстремальная зависимость эффективности смачивания от концентрации ПАВ и обосновывается выбор концентрации реагента, необходимой для высокой эффективности смачивания угольной пыли.
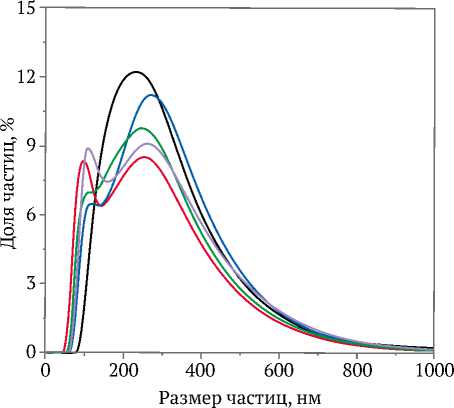
Дисперсная среда
Дистиллированная вода 0,9%-ный раствор реагента 1,7%-ный раствор реагента
а
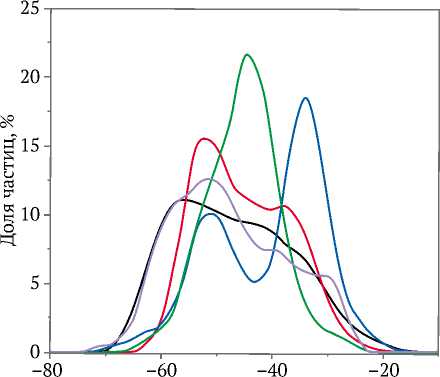
Электрокинетический потенциал, мВ
-
3,3%-ный раствор реагента
5,0%-ный раствор реагента
б
Рис. 7. Распределение коллоидных частиц по размеру – а и электрокинетическому потенциалу с добавками реагента для пылеподавления – б https://mst.misis.ru/
2023;8(4):341–349
Процесс I
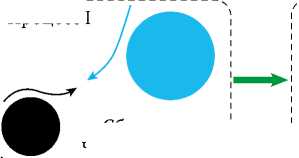
Сближение частиц и капель
Процесс II
Процесс III – Смачивание
9 > 90°
Контакт частиц и капель ПАВ
Вода
Процесс III – Смачивание
9 < 90°
Хорошее смачивание частиц угля
£ !
При невысокой адсорбции анионогенного ПАВ и умеренном заряде поверхности

Молекулы jfH7O ПАВ '
H2O
H 2 O

9 < 90°
Плохое смачивание частиц угля
Процесс IV – Агломерация
При большой адсорбции анионогенного ПАВ и избыточном заряде поверхности
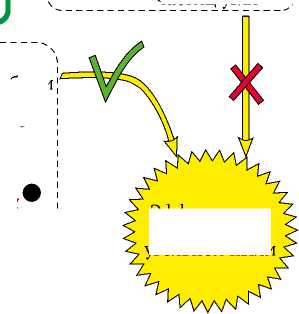
Эффективное оседание угольной пыли
Рис. 8. Схема действия добавок анионогенных ПАВ в процессе гидрообеспыливания
Заключение
Нами предложен состав смачивателя для подавления угольной пыли [17], изучены его свойства и оценена способность улучшать смачиваемость гидрофобной поверхности. С применением физико-химических методов определена наиболее эффективная концентрация состава для гидрообеспыливания – наиболее целесообразно применять 1,7%-ный раствор реагента (140 мг/л олеиновой кислоты, 100 мг/л гидроксида натрия, 70 мг/л льняного масла в воде). Эффективность в экспериментах по смачиванию угольной пыли составила 187 % по сравнению с чистой водой, что находится на уровне лучших составов для пылеподавления, известных в литературе. В результате показано, что исследуемые компоненты рабочих растворов оказывают положительное влияние на смачиваемость угля и её скорость. Преимуществом предложенного состава является безопасность применяемых ПАВ – олеиновой кислоты и льняного масла, которые получены из возобновляемого растительного сырья.
Список литературы Добавка на основе олеата натрия и льняного масла для углепылеподавляющих растворов
- Ayoglu F. N., Acikgoz B., Tutkun E., Gebedek S. Descriptive characteristics of coal workers’ pneumoconiosis cases in Turkey. Iranian Journal of Public Health. 2014;43(3):389. URL: https://ijph.tums.ac.ir/index.php/ijph/article/view/4162
- Pollock D., Potts J. D., Joy G. Investigation into dust exposures and mining practices in mines in the southern Appalachian Region. Mining Engineering. 2010;62:44.
- Ross M., Murray J. Occupational respiratory disease in mining. Occupational Medicine. 2004;54(5):304–310. https://doi.org/10.1093/occmed/kqh073
- Perret J. L., Plush B., Lachapelle P. et al. Coal mine dust lung disease in the modern era. Respirology. 2017;22(4):662–670. https://doi.org/10.1111/resp.13034
- Cao W., Gao W., Peng Y., Liang J., Pan F., Xu S. Experimental and numerical study on flame propagation behaviors in coal dust explosions. Powder Technology. 2014;266:456–462. https://doi.org/10.1016/j.powtec.2014.06.063
- Баловцев С. В. Аэрологические риски высших рангов в угольных шахтах. Горные науки и технологии. 2022;7(4):310–319. https://doi.org/10.17073/2500-0632-2022-08-18
- Летуев К., Ковшов С., Гридина Е. Технология гидрообеспыливания автомобильных дорог угольных разрезов с применением очищенных сточных и дренажных вод. Экология и промышленность России. 2020;24(1):30–33. https://doi.org/10.18412/1816-0395-2020-1-30-33
- Xu G., Chen Y., Eksteen J., Xu J. Surfactant-aided coal dust suppression: A review of evaluation methods and influencing factors. Science of The Total Environment. 2018;639:1060–1076. https://doi.org/10.1016/j.scitotenv.2018.05.182
- Hartmann I., Greenwald H. P. Use of wetting agents for allaying coal dust in mines. US Department of the Interior, Bureau of Mines; 1940.
- Harrold R. Surfactants vs. dust – do they work? Coal Age. 1979;84(6):102–105.
- Liu H., Sun D., Hao J. Colloid and interface chemistry. Chemical Industry Press, Peking, China; 2016.
- Li S., Zhao B., Lin H. et al. Review and prospects of surfactant-enhanced spray dust suppression: Mechanisms and effectiveness. Process Safety and Environmental Protection. 2021;154:410–424. https://doi.org/10.1016/j.psep.2021.08.037
- Глебов А. Ф. Смачиватель для подавления угольной пыли. RU2495250С1. Патент. 2013.
- Ковшов С. В., Ковшов В. П., Ерзин А. Х., Сафина А. М. Способ пылеподавления на открытых угольных складах. RU2532939. Патент. 2013.
- Huang Q., Honaker R. Q., Perry K. A., Lusk B. Surface chemistry modification of rock dust for improved dispersion and coal dust explosion prevention. In: Proceedings of the 2015 SME Annual Conference and Expo and CMA 117th National Western Mining Conference – Mining: Navigating the Global Waters. 2015. Pp. 245–251.
- Osman M. A., Suter U. W. Surface treatment of calcite with fatty acids: structure and properties of the organic monolayer. Chemistry of Materials. 2002;14(10):4408–4415. https://doi.org/10.1021/cm021222u
- Бортников С. В., Горенкова Г. А. Смачиватель для подавления угольной пыли. RU2689469 C1 Патент. 2019.
- Арбузов С. И., Ершов В. В. Геохимия редких элементов в углях Сибири. Томск; Д-Принт; 2007. 468 c.
- Коузов П. А., Скрябина Л. Я. Методы определения физико-химических свойств промышленных пылей. Л.: Химия; 1983.
- Поздняков Г., Третьяков А., Гаравин В., Новосельцев А. Требования к смачивателям для пылеподавления в угольной и горнорудной промышленности. Безопасность труда в промышленности. 2013(10):36–39.
- Walker P., Petersen E., Wright C. Surface active agent phenomena in dust abatement. Industrial & Engineering Chemistry. 1952;44(10):2389–2393. https://doi.org/10.1021/ie50514a032
- Knyazheva O., Baklanova O., Lavrenov A. et al. The effect of ultrasonic exfoliation and the introduction of a surfactant on particle size and aggregative stability water dispersions of carbon black. In: Oil and Gas Engineering (OGE-2018). 26 February – 2 March 2018, Omsk, Russia. 2018;2007(1):020016. https://doi.org/10.1063/1.5051855
- Sis H., Birinci M. Effect of nonionic and ionic surfactants on zeta potential and dispersion properties of carbon black powders. Colloids and Surfaces A: Physicochemical and Engineering Aspects. 2009;341(1–3):60–67. https://doi.org/10.1016/j.colsurfa.2009.03.039
- Maršálek R. The influence of surfactants on the zeta potential of coals. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects. 2008;31(1):66–75. https://doi.org/10.1080/15567030701468142
