Древнерусские ювелирные инструменты из цветных металлов (результаты химико-технологического исследования)
")
Автор: Ениосова Н.В., Сарачева Т.Г.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Археология и естественнонаучные методы
Статья в выпуске: 220, 2006 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/14327979
IDR: 14327979
Non-ferrous jeweller's instruments in medieval Rus' (the results of chemical and technological investigations)
Текст статьи Древнерусские ювелирные инструменты из цветных металлов (результаты химико-технологического исследования)
Н.В. Ениосова, Т.Г. Сарачева
ДРЕВНЕРУССКИЕ ЮВЕЛИРНЫЕ ИНСТРУМЕНТЫ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ
(результаты химико-технологического исследования)
Набор инструментов средневекового ювелира состоял в основном из простых орудий для литья и пластической деформации металла. В северогерманской мастерской XII в., принадлежавшей Рогеру из Хельмарсхаузена или Теофилу, номенклатура инструментов включала 44 наименования {Hawthorne, Smith, 1963. Р. 86, 87). Некоторые орудия из этого списка хорошо известны по археологическим находкам, о наличии других мы можем судить лишь по следам, оставленным на готовых изделиях. В арсенале мастеров были инструменты из самых разнообразных материалов - камня, глины, рога и кости, дерева, черных и цветных металлов.
Орудия ювелиров из медных и легкоплавких сплавов встречаются реже других, хотя технологические исследования украшений свидетельствуют об их широком применении. К ним относятся матрицы для тиснения, шаблоны для изготовления эмалевых украшений, литейные формы и модели.
До недавнего времени список древнерусских металлических форм исчерпывался шестью экземплярами: из Гнездова, Саркела, Княжей Горы, Пскова и случайной находкой с Северо-Запада из фондов Русского музея {Ениосова, Сарачева, 2003. С. 253). Матрицы встречаются значительно чаще: по опубликованным данным известно более 150 находок с территории Древней Руси. Самые большие серии происходят из Серенска (23), Райковецкого городища (29), Старой Рязани (17) и Новогрудка (10). Кроме того, штампы найдены в Киеве, Вышгороде, Изяславле, Плиснеске, Галиче, Теребовле, Пересопнице, Сахновке, Вщиже, на Княжей Горе, в Переяславле-Рязан-ском, Торопце, Белоозере, Вищине и на городище Любша в двух км севернее Старой Ладоги. Известно также несколько беспаспортных инструментов {Никольская, 1968. С. 132; Зайцева, 2001. С. 373-382; Гончаров, 1950. С. 106, 107; Монгайт, 1955. С. 140; Даркевич, Борисевич, 1995. С. 148, 190, 191; Гуревич, 1967. С. 17; 1974. С. 23; 1981. С. 39, 57, 76; Каргер, 1958. С. 394; Голубева, 1968. С. 31; 1973. С. 136; Макарова, 1986. С. 8; Кучера, 1962. С. 32; Аулих, 1983. С. 239, 240; Власова, 1962. С. 257; Мельник, 1901. С. 506-511, 540-542; Ханенко, 1908. С. 33; Рыбаков, 1948. С. 301—318; Мезенцева, 1968. С. 69; Сарачева, Судаков, 1994. С. 142; Фоняков, 1991. С. 218; Загорульский, 2004. С. 83, 84; У истоков Северной Руси, 2003. С. 200).
Вероятно, основная причина столь существенной разницы между количеством форм и матриц заключается в возможности использовать изложницы из камня, глины или органики. Безусловно, по сравнению с другими материалами металлические формы обладают рядом неоспоримых преимуществ: они наиболее прочные и долговечные; в них получают отливки высокого качества с тонко проработанным декором. В отличие от форм, штампы для тиснения могли быть только металлическими.
В последнее время лишь две металлические изложницы из Киева и Смоленска, а также восемь матриц из Гнездова, Коростеня, Дмитрова и подмосковного селища Мякинино были обнаружены в ходе раскопок1 {Мовчан та in., 2003. С. 194; Ениосова, Сарачева, 2005). Список беспаспортных находок ювелирных инструментов из-за бурного всплеска грабительской деятельности пополнился более существенно. Более десяти форм и около 40 новых матриц попали в руки частных коллекционеров. Очевидно, что к их сведениям об обстоятельствах находки нельзя относиться с полным доверием, однако даже найденные вне археологического контекста инструменты являются ценным источником информации о древнерусском ювелирном деле. Химико-технологическое исследование оказавшихся доступными новых находок позволяет судить о способах их изготовления и применении. Изучен химический состав металла 9 форм и 11 матриц; металлографическому анализу подвергнуты 4 формы и 6 матриц. Стремясь нанести минимальный ущерб исследуемым инструментам, мы изготовили шлифы посредством подполировки торцевых участков находок2.
Ассортимент изделий, получаемых с помощью металлических форм и матриц, разнообразен (рис. 1-3). Это украшения, декоративные детали и слитки. Среди первых представлены колты, подвески, перстни, нашивные накладки и ременная гарнитура, пряжки и бусы. К инструментам для производства декоративных деталей относятся матрицы для тиснения застежек гривен, накладных трехчастных шишечек для скано-зерненых лунниц, а также однотипные металлические формы в виде узких брусков для отливки розеток, которые украшали некоторые типы фибул и резные деревянные изделия эпохи викингов. Известны две массивные металлические изложницы для производства сырьевых продуктов ювелирного производства - слитков {Ениосова, Сарачева, 2003. С. 253-261; 2005).
В зависимости от конструктивных особенностей формы можно разделить на две группы. Первую составляют экземпляры, у которых имеются литниковая система, отверстия для штифтов, а также в редких случаях сами штифты (рис. 1, 1-9). Их наличие свидетельствует об использовании двустворчатых форм. Вероятно, вторая створка могла быть сделана не из металла, а из глины, дерева или других материалов. По североевропейским этнографическим данным известно, что оловянщики XVIII-XIX вв. широко использовали гладкие деревянные крышки с прорезанными литниками для металлических форм {Dresher, 1978. S. 89). Точное совмещение створок формы (вне зависимости от материала) при заливке металла или воска является сложной технической задачей. На четырех металлических створках
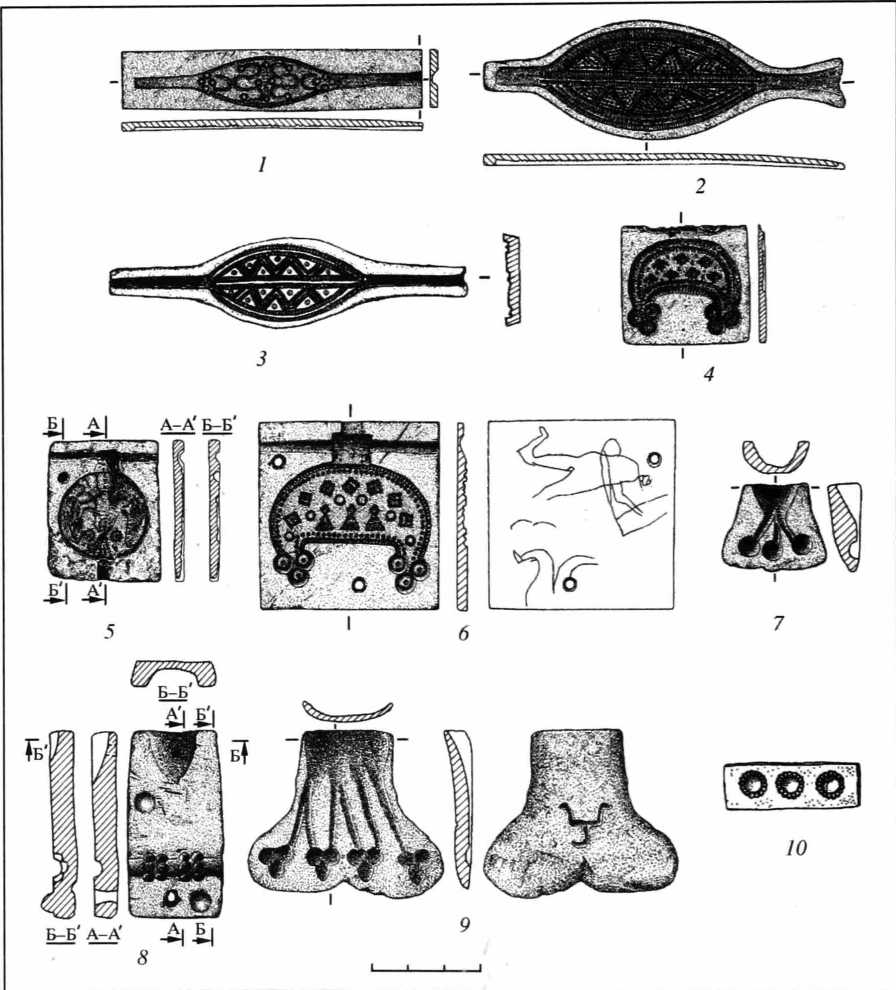
Рис. 1. Металлические литейные формы
1,2,10- Гнёздово (?); 3 - Смоленск; 4 - Калужская обл.; 5 - Белоозеро; 6 - Киев; 7, 9 - Старая Рязань; 8 - Городец на Волге расположено по два отверстия для штифтов (рис. 1, 6, 8; 2,1, 5), на одной -четыре (рис. 2, 2).
Судя по рваным краям, отверстия пробивали или высверливали после отливки. Особый интерес представляет форма для производства бусин, снабженная двумя отверстиями и двумя штифтами, отлитыми одновременно с формой (рис. 1, 8). Анализ металла, заполнявшего одно из отверстий, выявил повышенное содержание свинца (табл. 1, ан. № 1804а). Это говорит о

Рис. 2. Металлические литейные формы
1 - Белоозеро; 2 - Киев (по: Мовчан и др., 2003); 3 - Серенек применении штифтов из разного металла для соединения половинок одной формы: бронзовые цельнолитые штифты сочетались с легкоплавкими. Такие же штифты, сохранившиеся в единичных случаях, скрепляли створки форм из камня и дерева. Однако на металлических изложницах отверстия для штифтов расположены иногда весьма необычно: у трех экземпляров они просверлены в центре литниковой чаши (рис. 1, 8; 2, 1, 3).
Во вторую группу входят изложницы для отливки розеток, у которых нет ни штифтов с отверстиями, ни литников. Они отличаются малыми размерами и правильной геометрической формой (рис. 1, 10). Среди материалов из раскопок Хедебю обнаружилась находка, объясняющая, каким образом использовали металлические формы-брусочки. Их помещали в деревянные створки с предварительно вырезанными литниковой чашей и каналами, подведенными к каждой розетке. Перпендикулярное расположение изложницы по отношению к литникам позволяло получать цельнолитые гвоздики-розетки со штифтами (Dresher, 1983. S. 181, Abb. 7, 2). Таким образом, эти металлические изложницы были частью сложносоставной формы.
По мнению одних исследователей, металлические литейные формы использовали для отливки больших серий бронзовых или серебряных украшений, обмазав предварительно глиной и нагрев до 300—400 °C (Oldeberg, 1966. S. 95). Другие авторы, в частности Б.А. Рыбаков и Г.Ф. Корзухина, полагали, что применение этих форм ограничивается получением восковых или свинцово-оловянных моделей (Рыбаков, 1948. С. 260; Корзухина, 1950. С. 224). Экспериментальные исследования X. Дрешера убедительно доказали, что отливка бронзовых изделий сопровождается сильным нагревом металлических форм и приводит к ухудшению репродукционных качеств негативов — поверхность металла становится грубозернистой и рыхлой. В некоторых случаях из-за спекания отливки с поверхностью формы ее не-
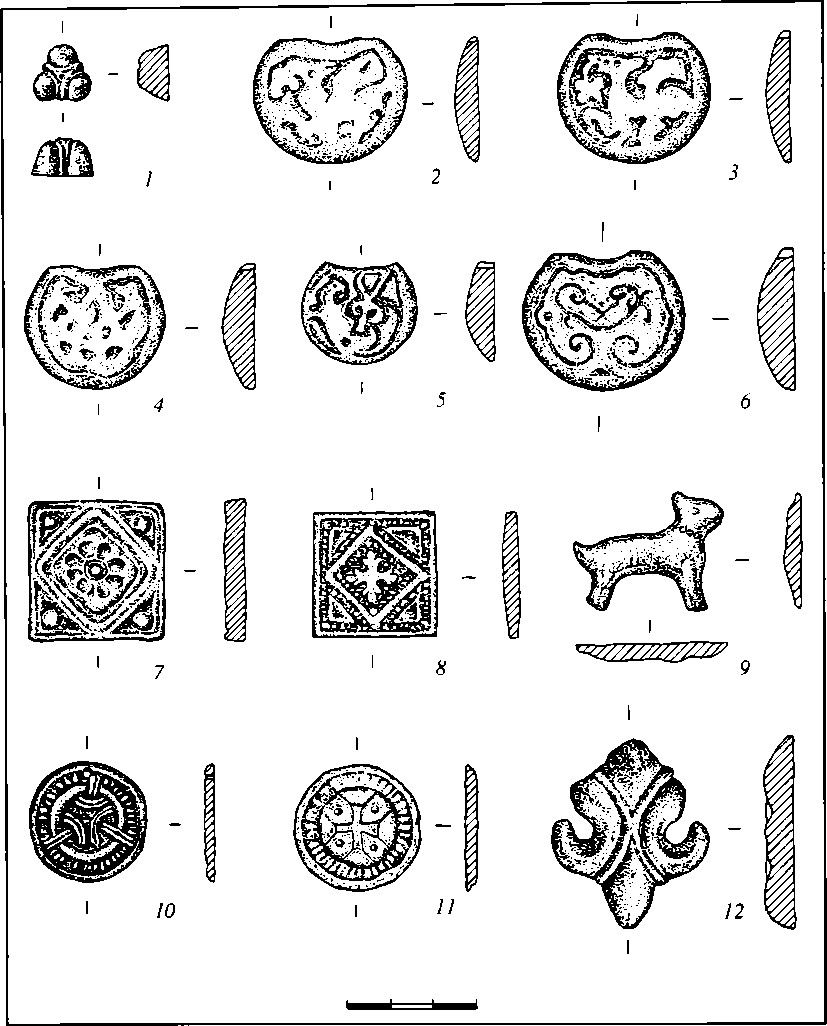
Рис. 3. Матрицы для тиснения
1 - Чаодаево Муромского р-на, Владимирской обл.; 2,5- Курская обл.; 3 - Калужская обл.;
4,7- неизвестно; 6 - Вщиж; 8 - Брянская, Калужская или Тульская обл.; 9 - Киев;
10 - Калужская обл.; 11 - Муромский р-н Владимирской обл.; 12 - Городец на Волге возможно извлечь из литейной полости. Таким образом, металлическая изложница выдерживает лишь минимальное число отливок из тугоплавких сплавов. В то же время она может служить для производства неограниченного количества изделий из свинца и олова, а также восковых моделей (Dresher, 1978. S. 90).
Таблица 1. Химический состав металла литейных форм и матриц
|
Назначение |
№ анализа |
Си |
Sn |
РЬ |
Zn |
Ag |
Тип сплава |
|
Розетки, рис.1, 10 (Гнёздово) |
84 |
100 |
медь |
||||
|
Лунницы, рис. 1,4 (Калужская обл.) |
1164 |
80,28 |
3,85 |
8,75 |
6,87 |
0,25 |
многокомпонентная латунь |
|
Лунницы, рис. 1, 6 (Киев) |
799 |
72,03 |
0,04 |
18,27 |
9,56 |
0,08 |
свинцовая латунь |
|
Перстни, |
890 |
74,74 |
6,05 |
13,24 |
5,81 |
0,15 |
многоком- |
|
рис. 1, 2 (Гнёздово) |
1801 |
43,10 |
19,56 |
34,59 |
2,40 |
0,34 |
понентная бронза |
|
Перстни, рис. 1, 1 (Гнёздово) |
1802 |
68,78 |
8,03 |
15,39 |
7,78 |
многокомпонентная бронза |
|
|
Перстни, рис. 1, 3 (Смоленск) |
955 |
73,32 |
8,21 |
10,86 |
7,62 |
многокомпонентная бронза |
|
|
Бусы, рис. 1, |
1804 |
91,17 |
1,82 |
5,73 |
0,66 |
1,28 |
многоком- |
|
8 (Городец на Волге) |
1804а |
29,21 |
2,02 |
66,79 |
0,88 |
понентная латунь |
|
|
Привески, рис. 1, 5 (Бе-лоозеро) Накладки, рис. 1, 9 (Старая Рязань) |
1803 1800 |
85,10 80,94 |
9,16 11,12 |
5,30 7,51 |
0,44 |
оловянно-свинцовая бронза оловянно-свинцовая бронза |
|
|
Колты, рис. 3, 3 (Калужская обл.) |
803 |
74,18 |
11,04 |
14,38 |
0,5 |
оловянно-свинцовая бронза |
|
|
Колты, рис. 3, 2 (Курская обл.) |
1448 |
80,47 |
11,56 |
6,93 |
0,61 |
оловянно-свинцовая бронза |
|
|
Колты, рис. 3, 4 |
806 |
65,38 |
5,09 |
29,2 |
0,02 |
оловянно-свинцовая бронза |
|
|
Колты, рис. 3, 5 (Курская обл.) |
1447 |
71,31 |
3,24 |
24,09 |
0,53 |
оловянно-свинцовая бронза. • |
|
|
Накладки для гривен, рис. 3, 7 |
1452 |
97,31 |
0,72 |
1,53 |
0,20 |
свинцовая бронза |
Таблица 1 (окончание)
|
Назначение |
№ анализа |
Си |
Sn |
Pb |
Zn |
Ag |
Тип сплава |
|
Накладки |
1453 |
58,92 |
13,80 |
21,70 |
3,98 |
0,91 |
многоком- |
|
для гривен, |
понентная |
||||||
|
рис. 3, 8 (Брянская, Калужская, Тульская обл.) |
бронза |
||||||
|
Привески, |
1449 |
82,65 |
10,52 |
6,61 |
оловянно- |
||
|
рис. 3, 11 |
свинцовая |
||||||
|
(Владимирская обл.) |
бронза |
||||||
|
Привески, |
802 |
85,11 |
8,22 |
6,57 |
оловянно- |
||
|
рис. 3, 10 |
свинцовая |
||||||
|
(Калужская обл.) |
бронза |
||||||
|
Привески, |
1840 |
63,3 |
32,3 |
4,3 |
оловянная |
||
|
рис. 3, 12 (Городец на Волге) |
латунь |
||||||
|
Шишечки |
808 |
85,25 |
3,01 |
8,61 |
2,63 |
0,43 |
многоком- |
|
для лунниц, |
понентная |
||||||
|
рис. 3, 1 (Владимирская обл.) |
бронза |
||||||
|
Фигурка |
1446 |
90,59 |
2,44 |
5,11 |
1,64 |
оловянно- |
|
|
собачки. |
свинцовая |
||||||
|
рис. 3, 9 (Киев) |
бронза |
Достоверность выводов X. Дрешера подтверждают многочисленные отливки из легкоплавких сплавов, аналогичные изображениям на формах. Это находки из Новгорода и Белоозера: широкосрединные перстни с выпуклым декором, привески с головой быка (2 экз.), геральдической птицей (2 экз.) и молотом Тора (2 экз.), бусы, имитирующие скано-зерненые украшения (Седова, 1981. С. 37, 155; 129, 130; Ениосова, Сарачева, 2003. С. 256; Захаров, 2004. С. 17 3, рис. 64, 4). В материалах эпохи викингов известны многочисленные предметы, украшенные розетками-гвоздиками, которые также получали из легкоплавкого металла (Ениосова, 1999. С. 67).
Кроме того, наличие легкоплавких штифтов для скрепления створок форм исключает заливку в них медных сплавов. Этот аргумент кажется особенно убедительным после обнаружения свинцового штифта в литниковой чаше одной из форм.
Изучение химического состава изложниц и данные металлографического анализа предоставили дополнительные свидетельства для решения вопроса о назначении этих инструментов. Во-первых, пробы, взятые с внутрен-
КСИА АРХЕОЛОГИЯ И ЕСТЕСТВЕННОНАУЧНЫЕ МЕТОДЫ ВЫП. 220. 2006 г. ней и наружной сторон изложницы, отличаются по содержанию свинца и олова. В области соприкосновения с металлом отливки их концентрация существенно повышается (табл. 1, ан. № 890, 1801).
Во-вторых, металлографическое исследование литейных форм позволяет судить о металле получаемых отливок. В краевых зонах структур двух изложниц выявлены деформационные стяжки осей дендритов в полиэдры (рис. 4, 1, 2). Это свидетельствует о начальной стадии процесса гомогенизации - выравнивания структуры сплава в отдельных точках за счет нагрева до температуры, близкой к солидусу (Мальцев, Барсукова, Борин, 1960. С. 48)3. Гомогенизированная структура возникла в результате нагрева формы перед заливкой и последующего медленного неравномерного остывания. О скорости охлаждения мы можем судить по крупным включениям свинца. В случае заливки металла или сплава с высокой температурой плавления признаки гомогенизации отчетливо проявились бы в матричной части формы.
Следовательно, мы можем исключить изготовление изделий из тугоплавких сплавов в металлических литейных формах.
Что касается производства украшений с помощью матриц, здесь мы также сталкиваемся со спорными моментами. Некоторые исследователи писали о возможности получить оттиск одним ударом молоточка по оборотной стороне штампа. При этом листовую заготовку фиксировали на мягкой (свинцовой или смоляной) основе. Можно предположить, что такой способ применяли при изготовлении изделий небольшого размера с простым невысоким рельефом (Stenberger, 1947-1958. S. 269; Duczko, 1985. Р. 25). Получение оттиска матрицы со сложным декором путем вдавливания ее в тонкую заготовку практически невозможно.
В российской литературе техника тиснения на плоско-выпуклых матрицах была впервые детально реконструирована Б.А. Рыбаковым (1948. С. 301-303). Тонкий лист металла помещали поверх матрицы. Заготовку покрывали свинцовой пластинкой, которая служила посредником при тиснении. Круглые свинцовые пластины со следами ударов молотком найдены при раскопках Вышгорода, Киева, Белоозера, Серенска и Княжей Горы (Голубева, 1968. С. 27; 1973. С. 136, рис. 50, 7; Каргер, 1958. С. 394, 395; Зайцева, 2001. С. 373). Ударяя деревянным или металлическим молотком, либо пуансоном по свинцу, добивались отпечатка на заготовке, соответствующего изображению на матрице.
Эксперименты, выполненные немецкой исследовательницей Б. Армбрустер, внесли существенные уточнения в реконструкцию техники тиснения. Она исследовала уникальный по полноте и информативности комплекс находок из датского города эпохи викингов Хедебю: набор штампов (45 экз.), свинцовые пластины с позитивными отпечатками различных украшений и готовые изделия. Б. Армбрустер доказала, что процесс тиснения сопровождается промежуточными отжигами заготовки, так как тонкий лист быстро гартуется и рвется. Это означает, что ее несколько раз снимали с матрицы, а затем помещали обратно. На некоторых экземплярах из Хедебю были выявлены специальные отметки, оставленные пуансоном, позволяющие каждый раз точно совмещать заготовку с рисунком матрицы при повторном тиснении (Armbruster, 2002. S. 238-246). Даже при небольших несовпадениях заготовки с рельефом матрицы выступающие элементы декора сминаются и заготовка портится (Флеров, 1981. С. 136, 137).
В результате поиска соответствующих матрицам вещей выявлены не только тисненые, но и литые изделия, например, свинцово-оловянные привески, криновидные и с изображением молота Тора (Седова, 1997. С. 177; Kernave..., 2002. Р. 166). Для их отливки могли использовать глиняные формы, полученные посредством оттиска в них матриц. Дополнительным аргументом в пользу этого предположения являются результаты химико-технологического изучения находки из Городца на Волге (рис. 3, 12). Криновидный штамп отлит из оловянно-цинковой бронзы, содержащей 32% олова. В сплавах с 20% олова и выше ковкость равна нулю. Их относят к «серым», чрезвычайно хрупким бронзам, которые легко разбиваются молотком (Равин, 1983. С. 139).
В сходных формах, вероятно, отлиты и декоративные украшения гривен в форме прямоугольных накладок. Известно более 20 находок этого типа X - середины ХП в. (Фехнер, 1967. С. 64-66). Для каждого экземпляра мастеру необходимо было изготовить пару идентичных накладок. Лишь на одной гривне, из раскопок курганной группы ХП в. у с. Покров Московской обл., бляхи были тисненые (Юшко, 1967. С. 50). В остальных случаях накладки отлиты в формах, изготовленных посредством оттиска моделей-матриц, аналогичных находкам нашей выборки (рис. 3, 7, 8).
Металлографическое изучение форм и матриц позволяет высказать некоторые суждения о процессе их изготовления. На шлифах мы наблюдаем дендритную структуру, которая свидетельствует о получении инструментов в процессе литья (рис. 4, 3,4). В некоторых случаях на фоне первоначальной структуры заметны следы незначительной деформации в виде полос скольжения. Вероятно, они возникли в результате следовавшей после литья подправки: удаления литейных пороков, проработки линий декора, пробивки отверстий (рис. 4, 5, 6).
В структуре металла двух матриц следы деформации не обнаружены. Тиснение относится к приемам обработки металла с помощью пластических операций, при которых матрицы испытывают определенное давление. Можно предположить, что оно существенно влияло на первоначальную дендритную структуру металла. Однако мы наблюдали либо полное отсутствие следов механического воздействия, либо «полосы скольжения», видимые лишь при большом увеличении (х 500). Появление параллельных прямых линий внутри кристаллов, форма которых остается неизменной, свидетелк-ствует о незначительной (до 20%) деформации сплава (Равин, 1983. С. 139).
Вероятно, для получения качественного отпечатка на тонкой заготовке будущего изделия сильного давления не требовалось. Как полагает Б. Армбрустер, основным инструментом ювелира в этом случае был не металличе-
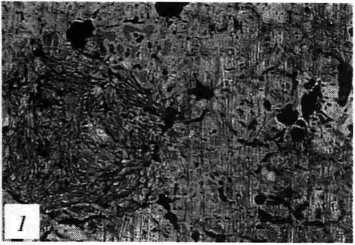

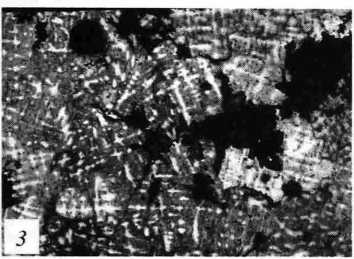
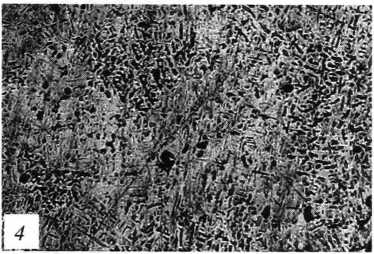
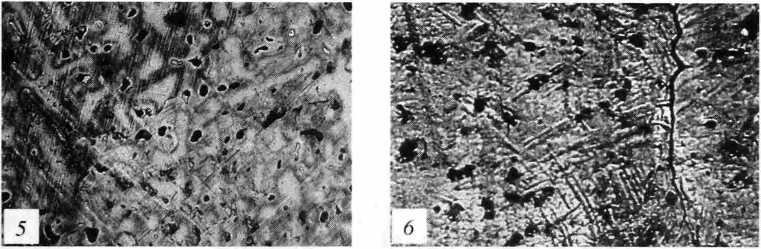
Рис. 4. Структура металла литейных форм и матриц
7 - Городец на Волге (для отливки бусин, рис. 1, 8, х 200); 2 - Старая Рязань (для отливки накладок, рис. 1, 9, х 100); 3, б - Белоозеро (для отливки привески с изображением птицы, рис. 1,5, х 100, 500); 4 - Курская обл. (для тиснения колта с изображением зверя, рис. 3, 2, х 100);
5 - Брянская, Калужская или Тульская обл. (для тиснения накладки гривны, рис. 3, 8)
ский молоток, а деревянный. Кроме того, сила удара смягчалась свинцовой подушкой. На большой матрице со сложным рельефным орнаментом отпечаток получали без свинцового посредника. Мастер вдавливал тонкий металлический лист в углубления с помощью палочек из твердых пород дерева, кости или рога (Armbruster, 2002. S. 238-243, Abb. 11). Более высокая степень обжатия металла привела бы к повреждению заготовки и разрушению рабочей поверхности матрицы, а также к кардинальным изменениям в структуре сплава: сплющиванию дендритов, появлению полос деформации (Равин, 1983. С. 139, 140).
С другой стороны, отсутствие следов деформации можно объяснить выбором места для изготовления шлифа. Трудно ожидать, что в краевой зоне будут выявлены свидетельства механического воздействия. Ярким приме-
7 КСИА, вып. 220
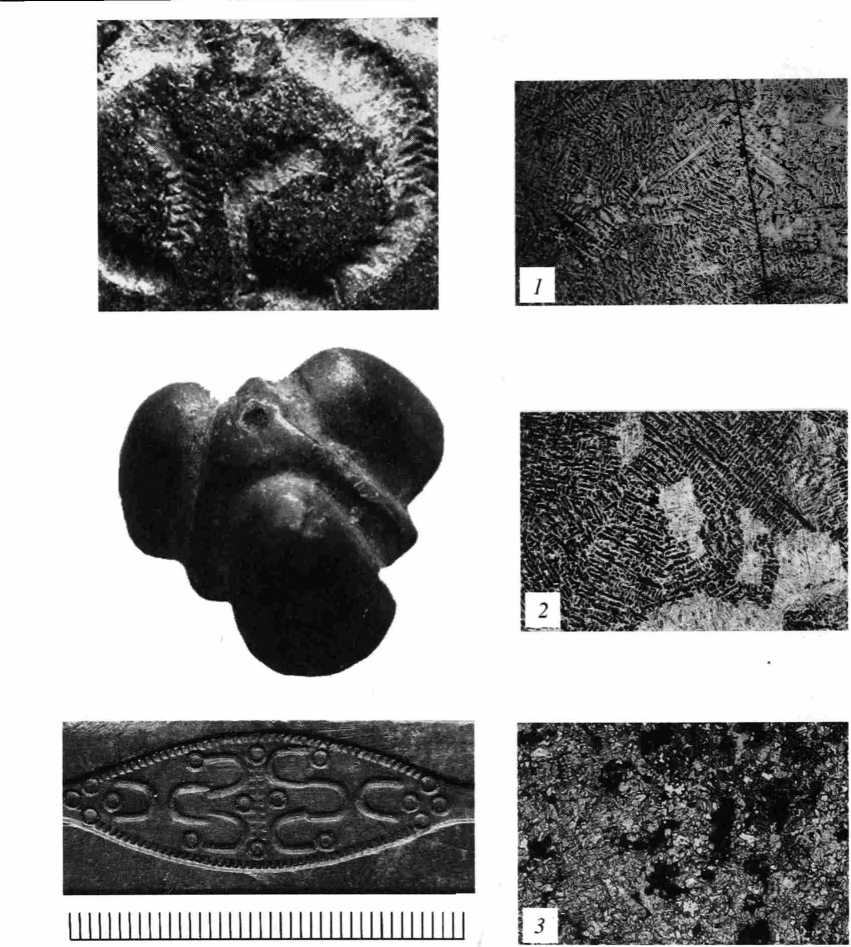
Рис. 5. Микросъемка и структура металла матриц и литейной формы
1 - Курская обл.; 2 - Чаодаево; 3 - Гнёздово (структура 1-х 200; структуры 2, 3 - х 100)
ром служит матрица с птицей у древа, орнамент которой выполнен в процессе гравировки штихелем, оставляющим следы в виде елочки. Но даже в этом случае дендритная структура металла не претерпела изменений (рис. 5, 7). Кроме того, очевидно, что литой орнамент на некоторых матрицах практически не подправлялся (рис. 5, 2). Он мог быть вырезан на восковой модели, по которой отлиты инструменты: следы резьбы по воску выявлены на матрицах для круглых привесок и накладок на гривны.
Получение орнамента на рабочей части заранее отлитых матриц и литейных форм с помощью пуансонов, резцов и других кузнечных инструментов документируется результатами микроструктурного изучения изложниц для перстней из Гнездова. На шлифах мы наблюдаем полиэдрическую структуру с двойниками, многочисленными полосами скольжения и сильно вытянутыми эвтектоидами (рис. 5,3). Это указывает на сильную степень механической деформации и сопровождающий ее отжиг. Вероятно, деформация была связана с применением пуансонов и зубчатого колесика для орнаментации полости формы. Операция чеканки полностью уничтожила первоначальную литую структуру металла.
Не вызывает сомнений, что для форм и матриц подбирали металл, обладающий определенными свойствами. Для изготовления инструментов чаще всего использовали оловянно-свинцовую бронзу и многокомпонентные сплавы. Сходные результаты получены при изучении самой представительной выборки матриц раннесредневековых памятников Западной Европы, отдельных древнерусских и болгарских находок (Tulp, Meeks, 2000. Р. 18, 19; Capelie, Veirk, 1971. S. 42-100; Хлебникова, 1996. С. 280; Зайцева, Сарачева, 2003. С. 301-303).
Состав металла некоторых находок отличается по химическим показателям. Матрица для накладки гривны (табл. 1, ан. № 1452) отлита из свинцовой бронзы с низким содержанием свинца. Такой сплав называют «грязной» медью. Его широкое распространение в средневековье вызвано плохой очисткой выплавленной из руды меди (Ениосова, Митоян, Сарачева, 2003. С. 240, 241).
Форма для отливки свинцово-оловянных розеток из Гнездова сделана из «чистой» меди (табл. 1, ан. № 84). Применение этого металла для изготовления многоразовых литейных форм с высокими репродуктивными свойствами оправдано с технологической точки зрения: медь имеет очевидные преимущества перед бронзой или латунью, если требуется получить изделие с высокой плотностью поверхности.
В составе металла трех матриц и шести форм зафиксирован цинк (табл. 1, ан. № 808,1453,1840, 799, 890, 955,1164,1801,1802). Примечательно, что с их помощью производили украшения, аналогии которым хорошо известны в древностях X-XI вв. Это период широкого распространения цинкосодержащих сплавов. С начала XII в. их доля резко сокращается за счет оловянных бронз (Коновалов, 1974. С. 72, 73).
В отличие от массивных, геометрически правильных каменных форм, внешний контур металлических изложниц часто соответствует очертаниям негатива. Стремясь экономить металл, мастер избегал «пустого» пространства на створке формы. Этим же объясняется их незначительная толщина (не более 5 мм). Металлические вещи всегда являлись ценным источником сырья. Инструменты для вышедших из моды украшений или поврежденные экземпляры подвергались переплавкам. Вероятно, это главная причина столь малого числа металлических форм и матриц в археологических коллекциях.
Список литературы Древнерусские ювелирные инструменты из цветных металлов (результаты химико-технологического исследования)
- Аулих В.В., 1983. Раскопки древнерусского Галича//АО 1981 г. М.
- Власова Г.М., 1962. Бронзовые изделия XI-XIII вв. из села Зеленче//МАСП. Вып. 4.
- Голубева Л.А., 1968. «Квартал металлургов» в Вышгороде//Славяне и Русь. М.
- Голубева Л.А., 1973. Весь и славяне на Белом озере X-XIII вв. М.
- Гончаров В.К., 1950. Райковецкое городище. Киев.
- Гуревич Ф.Д., 1967. Ювелиры древнего Новогрудка//КСИА. Вып. 110.
- Гуревич Ф.Д., 1974. К истории культурных связей городов Понеманья с Киевской землей (По материалам ювелирного ремесла)//Культура средневековой Руси. Л.
- Гуревич Ф.Д., 1981. Древний Новогрудок. Посад -окольный город. Л.
- Даркевич В.П., Борисевич Г.В., 1995. Древняя столица Рязанской земли: XI-XIII вв. М.
- Ениосова Н.В., 1999. Медная матрица из Гнездова: функция и контекст//Великий Новгород в истории средневековой Европы. К 70-летию В.Л. Янина. М.
- Ениосова Н.В., Сарачева Т.Г., 2003. Металлические литейные формы Древней Руси//Псков в российской и европейской истории (к 1100-летию первого летописного упоминания). М. Т. 1.
- Ениосова Н.В., Митоян Р.А., Сарачева Т.Г., 2003. Особенности бронзовых сплавов Северо-Запада Руси//Археология и история Пскова и Псковской земли: Материалы научных семинаров за 2001-2002 гг. Псков.
- Ениосова Н.В., Сарачева Т.Г., 2005. Новые находки матриц для тиснения с территории Древней Руси. (В печати.)
- Загорульский Э.М., 2004. Вищинский замок XII-XIII вв. Минск.
- Зайцева И.Е., 2001. Ювелирный инструментарий Серенского городища (XII-XIV вв.)//Художественный металл России. М.
- Зайцева И.Е., Сарачева Т.Г., 2003. Цветной металл вятичей в XII-XIII веках (сравнительно-исторический анализ городских и сельских материалов)//Русь в XIII веке. Древности темного времени. М.
- Захаров С.Д., 2004. Древнерусский город Белоозеро. М.
- Каргер М.К., 1958. Древний Киев. М.; Л. Т. I.
- Кащенко Г.А., 1936. Практические занятия по металлографии. Л.; М.
- Коновалов А.А., 1974. Цветной металл (медь и ее сплавы) в изделиях Новгорода X-XV вв.: Дис. … канд. ист. наук. М.
- Корзухина Г.Ф., 1950. Киевские ювелиры накануне монгольского завоевания//СА. № XIV.
- Кучера М.П., 1962. Древнiй Плiснеськ//АП. Киïв. Т. XII.
- Макарова Т.И., 1986. Черневое дело Древней Руси. М.
- Мальцев М.В., Барсукова Т.А., Борин Ф.А., 1960. Металлография цветных металлов и сплавов. М.
- Мезенцева Г.Г, 1968. Древньоруське мiсто Родень. Княжа Гора. Киïв.
- Мельник Е.Н., 1901. Раскопки в земле лучан//Тр. АС в Киеве 1899 г. М. Т. I.
- Мовчан I.I., Боровський Я.Є., Писаренко Ю.Г., Гончар В.М., Iєвлев М.М., 2003. Дослiдження в Київi по Рильському провулку//Археологiчнi вiдкриття в Украïнi 2001-2002 рр. Киïв.
- Монгайт А.Л., 1955. Старая Рязань. МИА № 49. М.
- Никольская Т.Н., 1968. Кузнецы железу, меди и серебру от вятич//Славяне и Русь. М.
- Равич И.Г., 1983. Эталоны микроструктур оловянной бронзы//Художественное наследие. 8 (38). М.
- Рыбаков Б.А., 1948. Ремесло древней Руси. М.
- Сарачева Т.Г., Судаков В.В., 1994. Цветная металлообработка Переяславля Рязанского (XII -начало XVI в.)//Историко-культурное наследие. Памятники археологии Центральной России: охранное изучение и музеефикация. Рязань.
- Седова М.В., 1981. Ювелирные изделия древнего Новгорода (X-XV вв.). М.
- Седова М.В., 1997. Суздаль в X-XV веках. М.
- У истоков Северной Руси. Новые открытия. СПб., 2003
- Фехнер М.В., 1963. Шейные гривны//Очерки по истории русской деревни X-XIII вв. (Тр. ГИМ. Вып. 43.)
- Флеров А.В., 1981. Материаловедение и технология художественной обработки металлов. М.
- Фоняков Д.И., 1991. Цветной металл Торопца (типология и технология)//СА. № 2.
- Ханенко Б.И. и В.В., 1908. Древности Приднепровья. Киев. Вып. V.
- Хлебникова Т.А., 1996. Анализы болгарского цветного металла//Город Болгар: Ремесло металлургов, кузнецов, литейщиков. Казань.
- Юшко А.А., 1967. Раскопки кургана XI-XII вв. у с. Покров Московской области//КСИА. Вып. 110.
- Armbruster B., 2002. Die Preβmodel von Haithabu//Haithabu und die frühe Stadtentenwicklung im nördlichen Europa. Schriften des Archäologischen Landesmuseums. Neumünster. Bd. 8.
- Capelle T., Vierk H., 1971. Modeln der Merowinger-und Wikingerzeit//Frühmittelalterliche Studien 5. Berlin; New York.
- Drescher H., 1978. Untersuchungen und Versuche zum Blei-und Zinnguss in Formen aus Stein, Lehm, Holz, Geweih und Metall//Frühmittelalterliche Studien. Jahrbuch des Institus fur frühmittelalterforschung der Universität Munster. Bd. 12.
- Drescher H., 1983. Metallhandwerk des 8.-11. Jahrhunderts in Haithabu auf Grund der Werkstattabfälle//Das Handwerk in vor-und frühgechichtlicher Zeit. Teil II. Göttingen.
- Duczko W., 1985. The filigree and granulation work of the Viking Period//An analysis of the material from Björko. Birka V. Stockholm.
- Hawthorne J.G. & Smith C. S., 1963. Theophilus. On Divers Arts//University of Chicago Press.
- Kernavė -litewska Troja: Katalog wystawy ze zbiorów Państwowego Muzeum-Rezerwatu Archeologii I Historii w Kernavė, Litwa. Warszawa, 2002.
- Oldeberg, 1966. Metallteknik under vikingatid och medeltid. Stockholm.
- Scott D.A., 1991. Metallography and Microstructure of Ancient and Historic Metals. The Getty Conservation Institute.
- Stenberger M., 1947-1958. Die Scatzfunde Gotlands der Wikingerzeit. Text. Uppsala.
- Tulp C., Meeks N., 2000. The Tjitsma (Wijnaldum) die: a 7th century tool for making a cross-hatched pattern on gold foil, or master template//Historical Metallurgy. L. Vol. 34. Part 1.
