Физическое моделирование при изучении студентами теории и технологии прокатки

Автор: Радионова Людмила Владимировна, Лисовский Роман Андреевич, Громов Дмитрий Владимирович, Фаизов Сергей Радиевич, Глебов Лев Александрович, Быков Виталий Алексеевич, Соседкова Марина Алексеевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.23, 2023 года.
Бесплатный доступ
В статье приведено описание учебно-исследовательского прокатного стана ДУО-130, спроектированного и изготовленного для образовательных и исследовательских организаций. Разработанный ООО НПП «Учтех-Профи» прокатный стан имеет конструктивные особенности, характерные для типовых прокатных станов, применяемых в современном прокатном производстве, что делает его востребованным при подготовке инженерных кадров для металлургических предприятий. В настоящее время эти станы применяются в качестве учебного оборудования в следующих образовательных учреждениях: Магнитогорский государственный технический университет им. Г.И. Носова, Волжский политехнический институт, Челябинский государственный промышленно-гуманитарный техникум им. А.В. Яковлева, Липецкий металлургический колледж и др. Автоматизированная система управления станом, система сбора, обработки и хранения цифровой информации позволяет применять его для исследования процесса прокатки как в образовательных, так и исследовательских целях. На примере физического моделирования основных законов и закономерностей процесса прокатки представлены методические аспекты применения современного учебного оборудования в образовательном процессе в вузах и колледжах при изучении теории и технологии прокатки. В статье приведены результаты экспериментальных исследований закона постоянства объема, условий захвата металла валками, закономерностей опережения и отставания, уширения и влияния коэффициента трения на эти показатели. В последующих публикациях планируется рассмотреть вопросы изучения особенностей поведения металла в калибрах при сортовой прокатке, правила проектирования калибров и определения причин образования дефектов сортовых профилей. Также планируется посвятить отдельную публикацию физическому моделированию и определению энергосиловых параметров прокатки экспериментальным путем с применением системы автоматизации стана ДУО-130, которая позволяет не только определять усилие прокатки, но и выводить на экран и сохранять в файлы зафиксированные значения в виде осциллограмм, графиков, диаграмм и массивов данных.
Прокатный стан, дуо-130, лабораторное оборудование, лабораторные работы, обработка металлов давлением, прокатка
Короткий адрес: https://sciup.org/147240900
IDR: 147240900 | УДК: 621.777 | DOI: 10.14529/met230203
Physical simulation when students study theories and technologies of rolling
The article describes the training and research rolling mill DUO-130, designed and manufactured for educational and research organizations. The rolling mill developed by LLC RPE “Uchtekh-Profi” has the design features of typical rolling mills used in modern rolling production, which makes it in demand in the training of engineering personnel for metallurgical enterprises. Currently, these mills are used as training equipment in the following educational institutions: Nosov Magnitogorsk State Technical University, Volzhsky Polytechnic Institute (branch) of Volgograd State Technical University, Chelyabinsk State Industrial Humanitarian Technical School named after A.V. Yakovlev, Lipetsk Metallurgical College and others. An automated mill control system, a system for collecting, processing and storing digital information allows it to be used to study the rolling process for both educational and research purposes. On the example of physical modeling of the basic laws and regularities of the rolling process, the methodological aspects of the use of modern educational equipment in the educational process in universities and colleges in the study of the theory and technology of rolling are presented. The article presents the results of experimental studies of the law of volume constancy, the conditions for capturing metal by rolls, the patterns of advance and lag, broadening and the effect of the friction coefficient on these indicators. In subsequent publications, it is planned to consider the issues of studying the behavior of metal in calibers during section rolling, the rules for designing calibers and determining the causes of the formation of defects in section profiles. It is also planned to devote a separate publication to physical modeling and experimental determination of the energy-power parameters of rolling using the DUO-130 mill automation system, which allows not only determining the rolling force but also displaying and saving recorded values in files in the form of oscillograms, graphs, diagrams and arrays of data.
Текст научной статьи Физическое моделирование при изучении студентами теории и технологии прокатки
Подготовка инженерных кадров как в высших учебных заведениях [1–4], так учреждениях среднего специального образования [5, 6] сопровождается определенными требованиями к материально-техническому обеспечению. В отличие от гуманитарных и экономических направлений, у технических специальностей эти требования характеризуются существенными материальными затратами для учебного заведения, поскольку оборудование для проведения практических и лабораторных занятий специализированное и доро- гостоящее [7]. Понимая эту специфику и ощущая существенную нехватку высококвалифицированных инженерных кадров, государство совместно с ведущими предприятиями различных отраслей промышленности реализует с 2022 года Федеральный проект «Профессионалитет», который призван оснастить образовательные учреждения современным учебным оборудованием [8].
Металлургическая отрасль России по уровню технологий и применяемого оборудования находится на мировом уровне [9]. Прокатное производство является одним их ос- новных переделов металлургической промышленности [10]. До 90 % всей выплавляемой стали, а также большую часть цветных металлов подвергают прокатке [11]. Ведущие металлургические предприятия, такие как Магнитогорский металлургический комбинат, Новолипецкий металлургический комбинат, Череповецкий металлургический комбинат и другие, оснащены современными прокатными станами с высоким уровнем автоматизации [12-15]. Поэтому при подготовке кадров в базовых учебных заведениях предприятия большое внимание уделяют методикам [16-18] и учебному оборудованию [19, 20], на котором обучаются студенты.
При профессиональной подготовке специалистов для таких сложных отраслей, как металлургическая и машиностроительная, в последние годы были существенно задействованы цифровые технологии [21]. Разработано большое количество тренажеров-симуляторов сложного технологического оборудования [22, 23], в учебном процессе задействованы технологии дополненной реальности [24], в период пандемии показали свою востребованность и незаменимость виртуальные лабораторные работы [25, 26]. В то же время нужно констатировать, что применение цифровых технологий не должно подменять реальную работу студентов в лабораториях на физическом оборудовании, а призвано осознанно и методически дополнять ее [27].
При подготовке «прокатчиков» в техникумах и институтах традиционно проводились лабораторные работы с применением физического моделирования процесса прокатки [28]. Учебные заведения располагали учебным [29]
или полупромышленным оборудованием [30], которое позволяло и позволяет сейчас изучать физические принципы процесса, отрабатывать практические навыки и знакомиться с прототипом или уменьшенной копией реального промышленного оборудования [31]. Однако стоит отметить, что автоматизация промышленного оборудования, которая не обошла стороной и прокатное производство, диктует необходимость применения в учебном процессе современных технических решений и цифровизации при практических занятиях [32, 33].
Имея определенный опыт создания как виртуального [34], так и реального учебного оборудования [35], а также разработки методического обеспечения различного уровня сложности [26], мы спроектировали и успешно реализовали проект «Автоматизированный прокатный стан ДУО-130» [36]. В числе первых заказчиков учебно-исследовательского прокатного стана в 2017 году были технопарк «Университетский» (г. Екатеринбург), технопарк Навоийского государственного горного института (г. Навои, Узбекистан), Челябинский государственный промышленногуманитарный техникумом им. А.В. Яковлева. В 2022 году в рамках федерального проекта «Профессионалитет» Волжский трубопрокатный завод (входит в состав Трубной металлургической компании - ТМК) выступил спонсором покупки прокатного стана ДУО-130 (рис. 1) для кафедры «Технология и оборудование машиностроительных производств» Волжского политехнического института.
Магнитогорский государственный технический университет им. Г.И. Носова приобрел стан (рис. 2) для образовательного процесса в

Рис. 1. Прокатный стан ДУО-130 в Волжском политехническом институте
Fig. 1. Rolling mill DUO-130 at the Volzhsky Polytechnic Institute

Рис. 2. Прокатный стан ДУО-130 в МГТУ им. Г.И. Носова (г. Магнитогорск)
Fig. 2. Rolling mill DUO-130 at Nosov Magnitogorsk State Technical University (Magnitogorsk)

Рис. 3. Прокатный стан ДУО-130 в Липецком металлургическом колледже Fig. 3. Rolling mill DUO-130 at the Lipetsk Metallurgical College
колледже, который входит в его состав и готовит кадры для Магнитогорского металлургического комбината. Одновременно с этим, также в рамках проекта «Профессионалитет», в эксплуатацию был запущен прокатный стан в Липецком металлургическом колледже (рис. 3).
Современное учебное оборудование должно сопровождаться грамотным и понятным для пользователей методическим обеспечением, которое позволит в рамках, установленных рабочей программой дисциплины, освоить требуемые компетенции и получить практические знания.
В настоящей работе рассмотрены методические аспекты изучения теории и технологии прокатки путем физического моделирова- ния процесса на автоматизированном прокатном стане ДУО-130.
Конструктивные особенности и система автоматизации прокатного стана ДУО-130
Прокатный стан, согласно одному из определений, – это машина для обработки давлением металла и других материалов между вращающимися валками, т. е. для осуществления процесса прокатки. В более широком значении это система машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции, такие как транспортирование исходной заготовки к нагревательным печам и к рабочим клетям стана, кантовка, транспортирование металла после прокатки, термическая обработка с прокатного нагрева, резка на части, маркировка или клеймение, правка, упаковка, передача на склад готовой продукции.
В состав главной линии прокатного стана входит электродвигатель, редуктор, шестеренная клеть, муфты, шпиндели и рабочая клеть. Толстолистовые станы проектируются без применения шестеренной клети, т. е. с индивидуальным приводом. Могут быть еще и другие, вызванные специфическими требованиями, изменения конструкции, но спроектированный нами стан ДУО-130 сохранил именно традиционный состав главной линии прокатного стана (рис. 4), что обоснованно приоритетом его назначения, а именно как учебного оборудования.
Рабочая клеть прокатного стана ДУО-130 (рис. 5) имеет два универсальных валка диаметром 130 мм и длиной 160 мм, которые посредством подушек установлены в станину. Для задачи заготовки в валки и приема проката после деформации на рабочей клети смонтирован приемно-задающий стол. Нажимной механизм рабочей клети (рис. 6) реализован электромеханическим способом с применением шагового двигателя. Для измерения усилия прокатки конструкцией предусмотрена возможность установки месдоз.
Для реализации учебного процесса без перевалки валков при переходе от листовой к сортовой прокатке конструкцией стана предусмотрены комбинированные валки (рис. 7). Твердость поверхности прокатных валков составляет около 40 HRC. На сортовой части валка нарезаны калибры, которые позволяют получить готовый круглый прокат диаметром 5,5 мм, а также изучить особенности проектирования калибровок.
Для управления станом, сбора и обработки информации в состав стана входит пульт управления и шкаф автоматики (см. рис. 1). Автоматизация стана включает в себя измерение скорости прокатки, зазора между валками и усилия прокатки. Прокатные валки приводятся в движение мотор-редуктором с асинхронным двигателем мощностью 5,5 кВт со скоростью вращения до 950 об/мин. Для измерения скорости прокатки применяется инкрементальный энкодер, установленный на валу двигателя мотор-редуктора. Установка и определение зазора между валками осуществляется с помощью шагового двигателя с энко-дером. Для определения усилия прокатки между нажимным винтом и подушкой установлена
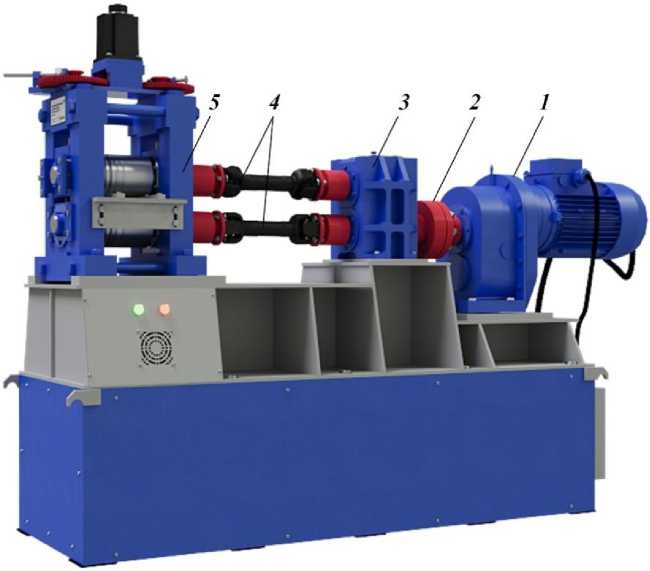
Рис. 4. Главная линия прокатного стана ДУО-130: 1 – мотор-редуктор; 2 – муфта; 3 – шестеренная клеть; 4 – универсальный шпиндель; 5 – рабочая клеть Fig. 4. Main line of the rolling mill DUO-130: 1 – motor-reducer; 2 – coupling;
3 – gear cage; 4 – universal spindle; 5 – working stand
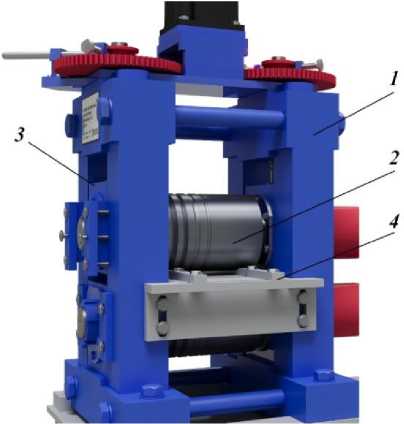
Рис. 5. Рабочая клеть прокатного стана ДУО-130: 1 – станина; 2 – универсальные валки; 3 – подушка;
4 – приемно-задающий стол
Fig. 5. Working stand of rolling mill DUO-130: 1 – bed;
2 – universal rolls; 3 – подушка; 4 – receiving-setting table
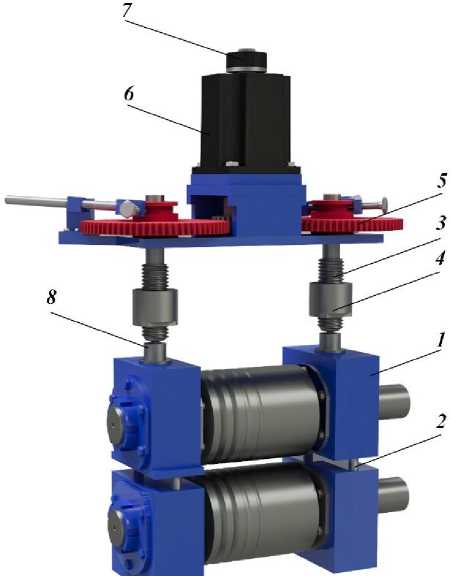
Рис. 6. Электромеханический нажимной механизм рабочей клети: 1 – подушка; 2 – уравновешивающее устройство; 3 – нажимной винт; 4 – нажимная гайка; 5 – шестерня; 6 – шаговый электродвигатель;
7 – энкодер; 8 – месдоза
Fig. 6. Electromechanical pressure mechanism of the working stand: 1 – pillow; 2 – balancing device; 3 – pressure screw; 4 – pressure nut; 5 – gear; 6 – stepper motor; 7 – encoder; 8 – load cell
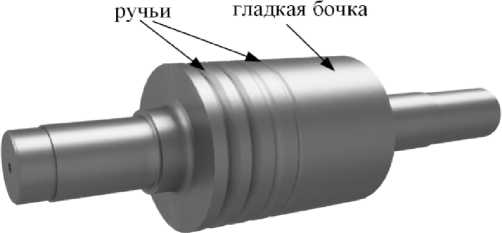
Рис. 7. Комбинированный прокатный валок Fig. 7. Combined roll
месдоза типа шайба с максимальным давлением 35 кН (см. рис. 6). Стан представленной конструкции позволяет осуществлять прокатку с максимальным усилием на валки не более 60 кН. Максимально допустимый момент прокатки 710 Нм. Скорость прокатки до 0,3 м/с.
Преобразователь частоты, с помощью которого осуществляется управление двигателем, установлен в шкафу управления станом. Сигналы задания на него поступают с программируемого логического контроллера
(ПЛК) посредством персонального компьютера и сенсорного экрана, расположенного на лицевой панели пульта управления станом (рис. 8). На контроллер поступают сигналы с тензодатчиков через весовые преобразователи. На экран сенсорного монитора выводится информация о технологических режимах прокатки, введенная оператором стана, и энергосиловые характеристики, полученные с датчиков, установленных на стане. Помимо сен сорного экрана на лицевой панели пульта

Рис. 8. Лицевая панель пульта управления станом Fig. 8. Front panel of the mill control panel
(см. рис. 8) располагаются кнопки управления, ручки регулировки скорости и сигнальные лампы. Кнопка аварийного отключения мгновенно останавливает привод стана.
Методические аспекты изучения теоретических и технологических особенностей продольной прокатки
Продольная прокатка является наиболее распространенным способом, которым получают листовой и сортовой прокат. При продольной прокатке деформация заготовки происходит между вращающимися в противоположных направлениях валками. В зависимости от температуры заготовки прокатку принято делить на горячую и холодную, т. е. температурным интервалом определяется, будут ли иметь место процессы упрочнения металла, характерные для холодной деформации, или дефекты кристаллического строения, возникающие при деформации, будут аннигилировать за счет рекристаллизации зерен при горячей деформации [37].
В лабораторных условиях для изучения формоизменения в процессе прокатки традиционно применяется свинец, который не упрочняется в процессе холодной деформации и может моделировать поведение стали в горячем состоянии [38]. Кроме свинца в качестве моделирующего сплава может быть использовано олово, которое также имеет высокие пластические свойства.
Теория и технология прокатки [39] как один из видов обработки металлов давлением [40] имеет ряд законов и закономерностей, которые необходимо знать и уметь применять на практике каждому «прокатчику». Ниже рассмотрим основные из них.
Показатели деформации при прокатке и закон постоянства объема
Плотность металла при обработке давлением изменяется весьма незначительно, поэтому принято считать, что объем металла до деформации равен объему металла после его деформации:
-
V 0 = V 1 ,
где V 0 , V 1 – объем металла до и после деформации соответственно.
Следовательно, h 0 ⋅ b 0 ⋅ l 0 = h 1 ⋅ b 1 ⋅ l 1 , где h 0 , b 0 , l 0 – высота, ширина, длина полосы до деформации соответственно; h 1 , b 1 , l 1 – высота, ширина, длина полосы после деформации соответственно.
Деформация полосы при обработке давлением характеризуется абсолютными и относительными показателями. Абсолютная деформация характеризуется абсолютными обжатием Δ h = h - h , уширением Δ b = b - b и удлинением Δ l = l 1 - l 0. Относительная деформация соответственно относительными обжатием ε h = Δ hh 0 , уширением ε b = Δ bb 0 и удлинением ε l = Δ ll 0 . Под коэффициентами деформации принято понимать коэффициенты обжатия η= h 1 h 0, уширения β= b 1 b 0 и вытяжки λ= l 1 l 0.
Из закона постоянства объема следует, что коэффициенты деформации связаны между собой выражением η ⋅ β ⋅ λ = 1 .
Коэффициент вытяжки λ можно также определить, используя закон постоянства объема, l1 h0 ⋅b0 F0
l0 h1 ⋅b1 F1 , где F0 , F1 – площадь поперечного сечения полосы до и после прокатки соответственно.
При прокатке полосы за n проходов суммарный коэффициент вытяжки λ∑ определяется
λΣ = λ1 ⋅ λ2 ⋅ λ3 ⋅ ⋅λn, где λ1 , λ2, λ3 , …, λn – коэффициент вытяжки в первом, втором, третьем, …, n -м проходах соответственно.
Средний коэффициент вытяжки определяется
λ с = n λ Σ .
Для практического подтверждения закона постоянства объема и отработки навыков расчета показателей деформации исходный свинцовый образец после измерений размеров штангенциркулем (рис. 9) прокатывается на «гладкой бочке» (см. рис. 7) за три прохода с абсолютными обжатиями, указанными в табл. 1. Зазор между валками устанавливается с помощью электромеханического нажимного механизма (см. рис. 6) с пульта управления станом (см. рис. 8).
Результаты измерений и расчетов (см.
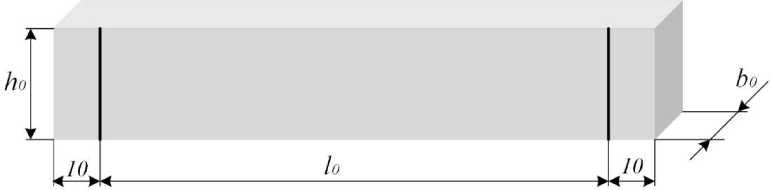
Рис. 9. Размеры заготовки
Fig. 9. Workpiece dimensions
Таблица 1
Исходные данные и результаты физического моделирования закона постоянства объема
Table 1
Initial data and results of physical modeling of the law of volume constancy
Уширение при продольной прокатке
При прокатке наряду с удлинением металла в направлении прокатки имеет место значительная деформация в поперечном направлении (уширение), оказывающая существенное влияние на характер протекания процесса. Поперечной деформацией или уширением при прокатке называется увеличение ширины прокатываемого материала.
Напряженное состояние полосы при прокатке характеризуется трехосным сжатием (рис. 10), причем в обычных условиях прокатки продольное главное напряжение 0 3 является минимальным, поперечное 0 2 -средним, а вертикальное а - максимальным ( о 1 >а2 >0 3 ). Так как деформация металла происходит главным образом в направлении наименьшего главного напряжения, то обжимаемый металл при прокатке устремляется преимущественно в продольном направлении.
Именно по этой причине факторы, влияние которых связано с изменением объемного напряженного состояния при прокатке, прежде всего отражаются на ходе продольной деформации. Так, при увеличении обжатия избыток металла в большей мере идет на приращение вытяжки и в меньшей – на увеличение уширения.
Весьма характерно действие таких изменений объемного напряженного состояния, при которых нарушаются условия главным образом по одной из осей деформации. В частности, если увеличивать ширину полосы, то при постоянстве всех прочих условий происходит резкое возрастание поперечных напряжений с соответствующим ростом отношения этого напряжения к продольному. Понятно, что при этом поперечная деформация затрудняется, а продольная облегчается.
Напротив, при прокатке узких полос значения главных напряжений, действующих в горизонтальной плоскости, уже более близки друг к другу, как и величина соответствующих деформаций. При переходе к еще более узким полосам можно наблюдать смену напряжений среднего и минимального, после чего поперечная деформация происходит уже в большей степени, чем продольная.
На величину уширения влияют следующие факторы: высота и ширина полосы, температура и прочностные характеристики прокатываемого материала, величина обжатия, число проходов, угол захвата, диаметр валков, скорость прокатки, условия смазки и т. п.
Уширение является нежелательным фактором при прокатке, так как вызывает появление растягивающих напряжений в боковых кромках полосы и образование трещин. В связи с этим при прокатке следует стремиться к исключению действия факторов, вызывающих интенсивную деформацию в поперечном направлении. Для этого необходимо оценить влияние на уширение различных технологических параметров. При промышленной прокатке из всех перечисленных выше факторов, влияющих на уширение, большинство жестко задано маркой сплава, конструкцией стана, технологическими ограничениями. Единственным параметром, которым можно реально управлять, является обжатие и число проходов.
Для исследования влияния обжатия свинцовой полосы на ее уширение проводится экспериментальная прокатка трех образцов разного размера за два прохода каждый с различными обжатиями. Пример выбора заготовки, режимов обжатий и результаты эксперимента приведены в табл. 2.
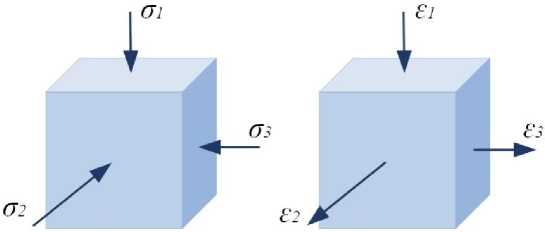
Рис. 10. Напряженно-деформированное состояние металла при прокатке
Fig. 10. Stress-strain state of metal during rolling
Таблица 2
Исходные данные и результаты физического моделирования влияния обжатия полосы на уширение
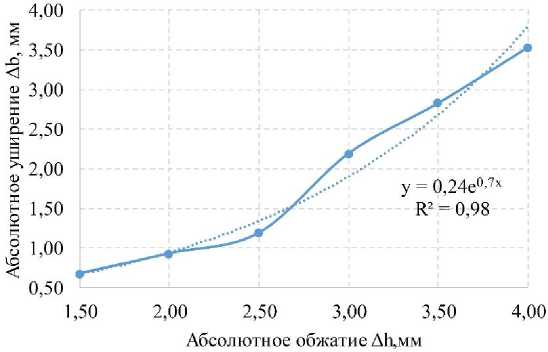
Рис. 11. Зависимость абсолютного уширения от абсолютного обжатия Fig. 11. Dependence of the absolute broadening on the absolute reduction
Table 2
Initial data and results of physical modeling of the effect of strip compression on broadening
|
Показатели |
Образец 1 |
Образец 2 |
Образец 3 |
|||
|
Номер прохода |
1 |
2 |
1 |
2 |
1 |
2 |
|
Высота заготовки h о , мм |
9,00 |
7,50 |
10,00 |
8,00 |
11,00 |
8,50 |
|
Ширина заготовки b о , мм |
9,00 |
9,68 |
10,00 |
10,93 |
11,00 |
12,20 |
|
Высота полосы h , мм |
7,50 |
4,50 |
8,00 |
4,50 |
8,50 |
4,50 |
|
Ширина полосы b 1 , мм |
9,68 |
11,88 |
10,93 |
13,76 |
12,20 |
15,73 |
|
Абсолютное обжатие A h , мм |
1,50 |
3,00 |
2,00 |
3,50 |
2,50 |
4,00 |
|
Абсолютное уширение A b , мм |
0,68 |
2,19 |
0,93 |
2,83 |
1,20 |
3,53 |
Таблица 3
Исходные данные и результаты физического моделирования влияния состояния поверхности полосы и валков на уширение
Table 3
Initial data and results of physical modeling of the influence of the state of the surface of the strip and rolls on the broadening
|
Номер образца |
Вид смазки |
Размеры заготовки |
Размеры полосы |
Абсолютное обжатие A h , мм |
||||
|
высота h о , мм |
ширина b о , мм |
длина l о , мм |
высота h 1 , мм |
ширина b 1 , мм |
длина l 1 , мм |
|||
|
1 |
Мел |
9,00 |
9,00 |
120,00 |
5,00 |
11,98 |
162,20 |
2,98 |
|
2 |
Масло |
9,00 |
9,00 |
120,00 |
5,00 |
10,57 |
184,00 |
1,57 |
По результатам эксперимента построена зависимость уширения от обжатия (рис. 11). Зависимость хорошо аппроксимируется экспоненциальной функцией.
Для исследования влияния коэффициента трения на уширение проводится моделирующая прокатка с применением различных смазочных материалов (табл. 3).
Для оценки влияния ширины полосы на уширение проводится экспериментальная прокатка полос шириной 20, 30 и 40 мм с об- жатием 30 %. По полученным результатам строится зависимость Ab/Al = f (Ьср Ц), где bср – средняя ширина полосы в очаге деформации, которую находят по формуле Ьср = (b0 + b 1)/2, а l — длина очага деформации, определяемая как l = VAh ■ R (R - радиус валка), а также зависимость коэффициентов вытяжки и уширения от ширины заготовки (Х = f (bo) и р = f (bo)).
Условие захвата металла валками и определение коэффициента трения
Определяющим фактором процесса прокатки является коэффициент трения, влияющий на захватывающую способность валков, процесс прокатки, уширение и опережение, силовые условия и др.
Для экспериментального определения коэффициента трения используется несколько способов, простейшим из которых является способ максимального угла захвата.
При соприкосновении металла с валками на него действуют две силы N , нормально направленные к поверхности валков в точке соприкосновения металла с валками, и две силы трения T , направленные по касательной в точке соприкосновения (рис. 12).
Проецируя силы N и T на ось прокатки X и исходя из условия равновесия всех сил в зоне деформации, получим
N x = T x .
Сила N = N • sin а стремится вытолкнуть металл из валков, а сила T = T • cos а - втя-x нуть металл в валки.
Очевидно, что захват металла валками произойдет, если
Т • cos а> N • sin а .
Угол а , образованный направлением действия нормальной силы N и геометрической осью OO ' , соответствующий углу, при котором осуществляется захват металла силами трения T и втягивание его в очаг деформации, называется углом захвата.
Силы трения T при прокатке связаны с силами нормального давления N законом Кулона
T = f • N, где f – коэффициент трения.
Для осуществления захвата металла валками и начала прокатки необходимо, чтобы T x > N x . Тогда условие захвата металла валками запишется следующим образом:
tg a < f .
Используя условие захвата полосы валками, определим коэффициент трения при прокатке f = tgамакс, где а - максимальный угол захвата, котомакс рый определяется из геометрических соотношений (см. рис. 12)
амакс = arccos ^1 — ^^мОкс ^, где Nhмакс - максимальное обжатие образца; D – диаметр валков, мм.
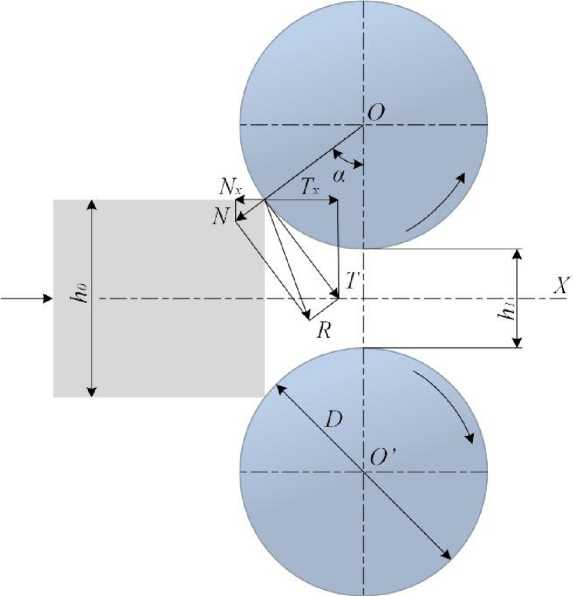
Рис. 12. Равновесие сил при естественном захвате
Fig. 12. Balance of forces in natural capture
Таблица 4
Исходные данные и результаты физического моделирования условий захвата металла валками
Table 4
Initial data and results of physical modeling of the conditions for gripping metal by rolls
|
Показатели |
Условия протекания процесса |
|||
|
сухие валки |
валки с мелом |
|||
|
Номер прохода |
1 |
2 |
1 |
2 |
|
Высота полосы на входе h 0 , мм |
12,00 |
9,50 |
12,00 |
6,00 |
|
Высота полосы на выходе h 1 , мм |
9,5 |
6,70 |
6,00 |
0,50 |
|
Максимальное обжатие A h , мм макс |
2,5 |
2,80 |
6,00 |
5,50 |
|
Максимальный угол захвата, рад |
0,20 |
0,21 |
0,31 |
0,29 |
|
Средний максимальный угол захвата а макс, рад |
0,20 |
0,30 |
||
|
Коэффициент трения f |
0,20 |
0,31 |
||
Для моделирования условий захвата металла валками осуществляется прокатка двух одинаковых образцов в первом случае на сухих чистых валках, а во втором – на смазанных мелом валках за два прохода каждый (табл. 4). При экспериментальном изучении условий захвата металла валками максимальное обжатие образца фиксируется при плавном изменении раствора между валками от минимального размера до момента, когда образец начинает двигаться в направлении прокатки под действием сил трения.
Из полученных результатов можем видеть, что угол захвата при прочих равных условиях зависит от состояния поверхности валков (наличие или отсутствие мела), т. е. коэффициента трения.
Опережение при продольной прокатке
При прокатке на выходе из очага деформации скорость полосы больше окружной скорости валков. Относительная величина, характеризующая, на сколько скорость полосы на выходе из очага деформации больше окружной скорости валков, называется опережением.
Опережение определяется следующим образом:
i =
v 1 - v в v в
где v 1 – скорость полосы на выходе из очага деформации; v в – окружная скорость валков.
Скорость полосы на входе в очаг деформации v всегда меньше окружной скорости валков.
Таким образом, имеет место неравенство v0 < vв < vl-
Естественно предположить, что в пределах очага деформации имеется поперечное сечение, в котором скорости металла и валков равны. Это сечение называют критическим, а его координату - критическим углом у . Кри- тическое сечение делит зону деформации на две части: зону отставания и зону опережения.
Величину опережения можно найти по формуле Финка
h1 + D -(1 - cos у)i =------------------ - cos у -1
h 1
или по формуле Головина – Дрездена
D
i =----
2 - h
-Y -
Критически угол у может быть опреде- лен по зависимости
«0 у = 1"-

где « " - угол захвата, который можно определить по упрощ енной формуле
I 2 -A h
а0 = J-----.
0 D
Как видно из формулы Головина – Дрездена, чем больше диаметр валков и чем меньше конечная толщина полосы, тем больше опережение. Опережение также зависит от величины критического угла, и все факторы, влияющие на критический угол (угол захвата, коэффициент трения, натяжение, сопротивление деформации и др.), оказывают влияние и на опережение.
Наиболее простым практическим методом для определения опережения является метод керновых отпечатков, который состоит в следующем. На поверхности одного из валков или на обоих валках в плоскости, перпендикулярной продольной оси валка, нанесены керном углубления на расстоянии l одно от другого. После прокатки на полосе остаются отпечатки этих углублений, расстояние между которыми равно l 1 (рис. 13).
Окружную скорость валка можно выразить через длину l в
-
ve = 1 в К ,
где t – время поворота валков на угол, соответствующий дуге длиной l в .
Скорость полосы на выходе из очага деформации можно выразить через расстояние между отпечатками на полосе
-
V 1 = 11 /t .
Следовательно, выражение для определения опережения примет вид
-
; v 1 - v в l 1 - 1 в
i ==.
vl вв
Для экспериментального исследования опережения использует два свинцовых образца одинаковых размеров (табл. 5).
Первый и второй образцы прокатаны за два прохода с одинаковыми обжатиями. Первый образец прокатывался на чистых валках, а второй – на смазанных мелом валках. Как видим, условия прокатки, а именно наличие
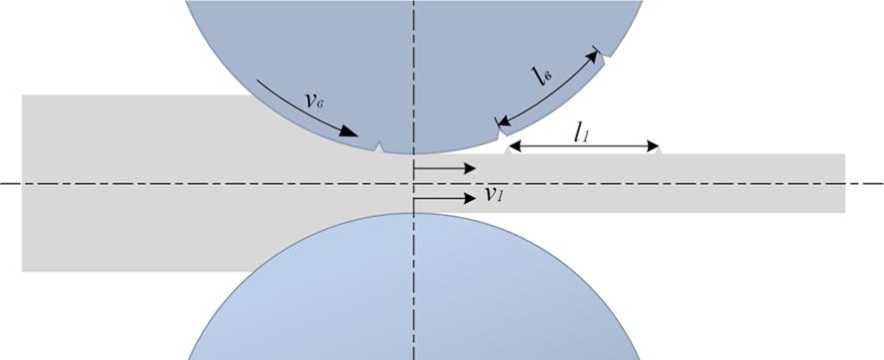
Рис. 13. Керновой метод определения опережения Fig. 13. Core method for determining the advance
Таблица 5
Исходные данные и результаты физического моделирования опережения при прокатке
Table 5
Initial data and results of physical modeling of advance during rolling
В данной работе рассмотрены особенности физического моделирования прокатки на учебно-исследовательском стане ДУО-130 для подтверждения и изучения некоторых основных законов и закономерностей течения металла в валках. В ходе исследований была задействована «гладкая бочка» прокатного валка. Изучение особенностей поведения металла в калибрах является задачей очень объемной и требующей отдельного рассмотрения вопросов, связанных с поведением металла при сортовой прокатке, правилами проектирования калибров и определения причин образования дефектов сортовых профилей. Этому мы планируем посвятить нашу следующую публикацию. Также заслуживает отдельного рассмотрения вопрос определения энергосиловых параметров прокатки экспериментальным путем с применением системы автоматизации стана ДУО-130, которая позволяет не только определять усилие прокатки, но и выводить на экран и сохранять в файлы зафик- сированные значения в виде осциллограмм, графиков, диаграмм и массивов данных.
Заключение
Учебно-исследовательский прокатный стан ДУО-130, спроектированный и изготовленный ООО НПП «Учтех-Профи» для образовательных и исследовательских организаций, имеет конструктивные особенности, характерные для типовых прокатных станов, применяемых в современном прокатном производстве, что делает его востребованным при подготовке инженерных кадров для металлургических предприятий. Автоматизированная система управления станом, сбора, обработки и хранения цифровой информации позволяет применять его для исследования процесса прокатки как в образовательных, так и исследовательских целях. На примере физического моделирования основных законов и закономерностей процесса прокатки, а именно закона постоянства объема, условий захвата металла валками, закономерностей опережения и отставания, уширения и влияния коэффициента трения на эти показатели, показаны методические аспекты применения современного учебного оборудования в образовательном процессе в вузах и колледжах при изучении теории и технологии прокатки.
Список литературы Физическое моделирование при изучении студентами теории и технологии прокатки
- Глобальные тренды в инженерном образовании / А.И. Боровков, В.М. Марусева, Ю.А. Рябов, Л.А. Щербина // Научно-технические ведомости Санкт-Петербургского государственного политехнического университета. Гуманитарные и общественные науки. 2018. Т. 9, № 4. С. 58-76. DOI: 10.18721/JHSS.9407. EDN YYHCNN.
- Проблемы и риски инженерного образовании в XXI веке / И.А. Герасимова, О.М. Смирнова, А.Н. Фалеев [и др.]; Российский государственный университет нефти и газа имени И.М. Губкина, Институт философии Российской академии наук. М.: ИД Университетская книга, 2017. 312 с. ISBN 978-5-98699-243-3. EDN ZUTEXN.
- Чуманов И.В., Радионова Л.В. Практико-ориентированный принцип как условие подготовки «прикладных» бакалавров для металлургической отрасли // Металлург. 2014. № 8. С. 6-10. EDN SNIFOL.
- Радионова Л.В., Сидоров И.В. Прикладной бакалавриат как форма практико-ориентиро-ванной подготовки студентов технических специальностей // Научно-методический электронный журнал «Концепт». 2013. № T4. С. 221-225. EDN RAWEZB.
- Романова И.Н. Непрерывное образование при подготовке инженерных кадров // Инженерное образование. 2020. № 28. С. 7-10. EDN SGAXKN.
- Сопегина В.Т. О практико-ориентированной подготовке мастеров производственного обучения через базовые кафедры вуза // Европейский журнал социальных наук. 2015. № 12. С. 360-364. EDN XGYWJP.
- Каляшина А.В., Бердичевский Р.Б. Программная оптимимизация производственных операций на примере мехатронного комплекса фирмы FESTO // Труды НГТУ им. Р.Е. Алексеева. 2014. № 5 (107). С. 411-415. EDN TOEZJN.
- Листвин А.А., Гарт М.А. Профессионалитет как механизм синхронизации системы среднего профессионального образования и рынка труда // Вестник Череповецкого государственного университета. 2022. № 1 (106). С. 177-187. DOI: 10.23859/1994-0637-2022-1-106-15. EDN AKCLIJ.
- Штанский В.А. Обеспечение устойчивого инновационного развития предприятий металлургического комплекса // Экономика промышленности. 2019. Т. 12, № 4. С. 466-472. DOI: 10.17073/2072-1633-2019-4-466-472. EDN IEDGIS.
- Гугис Н.Н. Развитие прокатного производства в Российской Федерации в 2019-2022 годах // Сталь. 2023. № 2. С. 14-26. EDN WPTQJS.
- Шаталов Р.Л. Расчет, проектирование и применение прокатного оборудования: учеб. пособие. Вологда: ООО «Издательство «Инфра-Инженерия», 2020. 236 с. ISBN 978-5-9729-0434-4. EDN CGZYRH.
- Шиляев П.В., Усатый Д.Ю., Радионов А.А. Автоматизация процесса прокатки толстого листа на стане 5000 // Известия высших учебных заведений. Электромеханика. 2011. № 4. С. 15-18. EDN ODZIMH.
- Оценка причин и разработка мероприятий для преодоления неустойчивости холодной прокатки на непрерывном стане 2000 ОАО «ММК» / М.И. Румянцев, И.Г. Шубин, А.В. Горбунов [и др.] // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2014. № 2 (46). С. 30-36. EDN SGJFTR.
- Профилировка вертикальных валков клети № 1 стана 2000 ПАО «НЛМК» для уменьшения прикромочного дефекта «раскатная трещина» / В.А. Пименов, А.В. Шамрин, А.В. Поляков, И.П. Мазур // Черные металлы. 2018. № 11. С. 17-21. EDN YRMLGX.
- Кустов М.А., Ершов Е.В., Варфоломеев И.А. Планирование прокатки и нагрева слябов на стане 5000 с применением технологий искусственного интеллекта // Вестник Череповецкого государственного университета. 2023. № 1 (112). С. 47-58. DOI: 10.23859/1994-0637-2023-1-112-4. EDN URPBVG.
- Чикишев Д.Н. Современные концепции получения проката из экономнолегированных трубных сталей: учеб. пособие. Магнитогорск: Магнитогорский государственный технический университет им. Г.И. Носова, 2023. 94 с. ISBN 978-5-9967-2772-8. EDN SLWDEY.
- Радионова, Л. В. Опыт разработки и использования МООК «материаловедение» в инженерном образовании / Л.В. Радионова, Р.А. Лисовский, Л.А. Глебов // Всероссийская интернет-конференции «Использование дистанционных технологий в инженерном образовании: вызовы и решения»: материалы конф., Челябинск, 25 ноября 2021 года / Министерство науки и высшего образования Российской Федерации, Южно-Уральский государственный университет. Челябинск: Издат. центр ЮУрГУ, 2022. С. 109-114. EDN FYDGHM.
- Рудской А.И., Лунев В.А. Теория и технология прокатного производства: учеб. пособие для студентов вузов, обучающихся по направлению «Металлургия» / Федеральное агентство по образованию, Санкт-Петербургский гос. политехн. ун-т. СПб.: Наука, 2008. ISBN 978-5-02025302-5. EDN QNCBAH.
- Дубинский Ф.С., Соседкова М.А., Мальцев П.А. Учебно-исследовательский тренажер-имитатор процессов сортовой прокатки // Вестник ЮУрГУ. Серия «Металлургия». 2015. Т. 15, № 2. С. 120-125. EDN TQIWTP.
- Калиева И.Б., Ганин Д.Р. Модернизация лабораторного прокатного стана Новотроицкого филиала НИТУ «МИСиС» // Наука и производство Урала. 2019. № 15. С. 38-41. EDN UWJOWC.
- Акимова О.Б., Щербин М.Д. Цифровая трансформация образования: своевременность учебно-познавательной самостоятельности обучающихся // Инновационные проекты и программы в образовании. 2018. № 1. С. 27-34. EDN YRNZPA.
- Феофанова Т.Д., Черней О.Т. Использование новых технологий в сфере образования // Интеграция информационных технологий в систему профессионального и дополнительного образования: сб. ст. по материалам VII регион. науч.-практ. конф., Нижний Новгород, 01-30 ноября 2020 года / Мининский университет. Н. Новгород: ФГБОУ ВО «Нижегородский государственный педагогический университет имени Козьмы Минина», 2020. С. 84-86. EDN BZRPAF.
- Дудырев Ф.Ф., Максименкова О.В. Симуляторы и тренажеры в профессиональном образовании: педагогические и технологические аспекты // Вопросы образования. 2020. № 3. С. 255-276. DOI: 10.17323/1814-9545-2020-3-255-276. EDN HYRSLG.
- Иванова З.И. Учебные материалы с дополненной реальностью в высшем профессиональном образовании // Балтийский гуманитарный журнал. 2021. Т. 10, № 1 (34). С. 130-134. DOI: 10.26140/bgz3-2021-1001-0029. EDN NDDBIO.
- Виртуальные лабораторные работы при изучении курса «Материаловедение» / Я.А. Сексяева, Л.И. Попенова, Р.А. Лисовский, Л.В. Радионова // Научно-методический электронный журнал «Концепт». 2015. № T13. С. 2786-2790. EDN TWCMXB.
- Радионова Л.В. Возможности использования МООК «Материаловедение» и виртуальных лабораторных работ в непрерывном инженерном образовании // Организация образовательного процесса вузов с использованием технологий смешанного и дистанционного обучения в условиях пандемии: региональный опыт / Министерство науки и высшего образования Российской Федерации; Совет ректоров вузов Челябинской области; Челябинское региональное отделение Российского профессорского собрания; Южно-Уральский государственный университет. Челябинск: Южно-Уральский государственный университет (национальный исследовательский университет), 2022. С. 322-338. EDN GRQYRA.
- Коваль Л.В. Отношение студентов технических направлений к онлайн-курсам в системе высшего образования // Проблемы социальных и гуманитарных наук. 2020. № 1 (22). С. 188-198. EDN UQXRWQ.
- Дубинский Ф.С., Радионова Л.В., Сиверин О.О. Опыт кафедры «Процессы и машины обработки металлов давлением» ЮУрГУ (НИУ) в непрерывной подготовке инженерных кадров // Университет XXI века в системе непрерывного образования: материалы III Междунар. науч.-практ. конф., Челябинск, 12-13 октября 2017 года. Челябинск: Южно-Уральский государственный университет (национальный исследовательский университет), 2017. С. 119-126. EDN ZMHSQB.
- Мальцев А.А. НИРС на прокатном стане дуо-160 // Вопросы образования и науки: теоретический и методический аспекты: сб. науч. тр. по материалам Междунар. науч.-практ. конф., Тамбов, 30 июня 2015 года. Тамбов: ООО «Консалтинговая компания Юком», 2015. Т. 4. С. 6668. EDN UBUIAF.
- Пелленен А.П. Исследование минимальной толщины полосы при несимметричной прокатке // Вестник ЮУрГУ. Серия «Металлургия». 2021. Т. 21, № 2. С. 70-77. DOI: 10.14529/met210207. EDN RCDGMF.
- Соловьев В.Н. Основы прокатного производства: метод. указания к лаборатор. работам № 1, 2 [Электронное издание] / рецензент А.А. Чабоненко, канд. техн. наук. Липецк: Липецкий государственный технический университет, 2020. 20 с. EDN YVXIJR.
- Соловьев В.Н. Основы прокатного производства: метод. указания к лабораторным работам № 3-7 [Электронное издание] / рецензент В.А. Черный, канд. техн. наук. Липецк: Липецкий государственный технический университет, 2020. 24 с. EDN TSCHSX.
- Экспериментальное исследование энергосиловых параметров совмещенного процесса «прокатка - равноканальное угловое прессование» / А.Б. Найзабеков, С.Н. Лежнев, Т.А. Койнов, Е.А. Панин // Вестник Донского государственного технического университета. 2018. Т. 18, № 3. С. 289-299. DOI: 10.23947/1992-5980-2018-18-3-289-299. EDN YAAJUD.
- Радионова Л.В., Лисовский Р.А., Лисовская Т.А. Компьютерный тренажер «Холодная прокатка листовой стали»: математическое моделирование процесса и 3D визуализация оборудования // Машиностроение: сетевой электронный научный журнал. 2016. Т. 4, № 2. С. 29-39. EDN WAYMDX.
- Автоматизированный лабораторный волочильный стан / Л.В. Радионова, С.Р. Фаизов, Р.А. Лисовский, Т.А. Лисовская // Машиностроение: сетевой электронный научный журнал. 2017. Т. 5, № 2. С. 68-73. DOI: 10.24892/RIJIE/20170211. EDN ZRNJCX.
- Учебно-исследовательский прокатный стан ДУО-130 / Л.В. Радионова, Р.А. Лисовский, С.Р. Фаизов [и др.] // Машиностроение: сетевой электронный научный журнал. 2023. Т. 10, № 1. С. 61-66. DOI: 10.24892/RIJIE/20230112
- Радионова Л.В., Шекунов Е.В. Материаловедение. Технология конструкционных материалов: учеб. пособие для студентов высших учебных заведений, обучающихся по специальности 150404 - Металлургические машины и оборудование направления 150400 - Технологические машины и оборудование / М-во образования и науки Российской Федерации, Гос. образовательное учреждение высш. проф. образования Магнитогорский гос. технический ун-т им. Г.И. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2010. 217 с. ISBN 978 -5-9967-0141-4. EDN QNAFHN.
- Черных И.Н., Шендяпин К.В., Гейм Е.А. Исследование влияния диаметра оправки на качество получаемых труб при продольной прокатке // Металлург. 2021. № 2. С. 27-30. EDN GKAIRU.
- Теория и технология прокатки: учеб. пособие / С.С. Хламкова, А.В. Шульгин, Н.И. Волгина, Б.Ф. Белелюбский. М.: ФГАОУ ВО «Московский политехнический университет», 2023. 150 с. ISBN 978-5-276-02770-8. EDN DGHSJO.
- Теория обработки металлов давлением / С.С. Хламкова, А.В. Шульгин, Н.И. Волгина, Б.Ф. Белелюбский. М.: Московский Политех, 2022. 178 с. ISBN 978-5-276-02688-6. EDN MWTITB.
