Физическое моделирование траектории движения капель электродного металла при получении полой заготовки методом электрошлакового переплава

Автор: Чуманов И.В., Сергеев Д.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
В статье исследуется метод электрошлакового переплава (ЭШП) по одноэлектродной схеме с прошивающим дорном для производства полых заготовок. Основная проблема данной технологии – зарастание головки дорна каплями электродного металла, нарушающее формирование отверстия заданной геометрии. Для её решения предложено вращение расходуемого электрода вокруг собственной оси, обеспечивающее перераспределение потока жидкого металла за счёт центробежных сил. Экспериментальная часть выполнена методом физического моделирования с использованием сплава Вуда (имитация металла) и глицерина (шлаковая ванна), что обеспечило соответствие критериев подобия реальному процессу. Установлено, что при скорости вращения 290–340 об/мин центробежные силы переводят течение металла в радиальное направление, трансформируя оплавляемую поверхность электрода из конической в плоскую. Это исключает контакт капель с дорном, направляя металл в зону между дорном и кристаллизатором. Одновременно наблюдается инверсия шлаковых потоков (с нисходящих на восходящие) и смещение электронного потока подэлектродной зоны, снижающее тепловую нагрузку на дорн. Эксперимент подтвердил аналитическую зависимость для расчёта оптимальной скорости вращения, учитывающую геометрию системы. Показано, что вращение уменьшает массу капель более чем в два раза при умеренных скоростях, однако чрезмерное увеличение оборотов (500 об/мин) ведёт к формированию вогнутой поверхности электрода и росту объёма капель. Результаты доказывают возможность управления тепловым центром шлаковой ванны, что делает одноэлектродную схему ЭШП конкурентоспособной с многоэлектродными аналогами. Технология позволяет снизить затраты на производство электродов, сохраняя качество заготовок, и открывает перспективы для промышленного внедрения.
Электрошлаковый переплав, физическое моделирование, вращение, эксперимент, расходуемый электрод, критерии подобия, капли
Короткий адрес: https://sciup.org/147253304
IDR: 147253304 | УДК: 669.187.56 | DOI: 10.14529/met260102
Physical modeling of the trajectory of electrode metal droplets during hollow ingot production by electroslag remelting
The paper investigates the electroslag remelting (ESR) process using a single-electrode configuration with a piercing mandrel for the production of hollow ingots. The primary challenge of this technology is the adhesion of molten electrode metal droplets onto the mandrel tip, which disrupts the formation of a hole with the desired geometry. To address this issue, rotation of the consumable electrode about its own axis is proposed, enabling redistribution of the liquid metal flow through centrifugal forces. The experimental study was conducted using physical modeling, employing Wood’s alloy (to simulate metal) and glycerin (to simulate the slag bath), thereby ensuring similarity criteria compliance with the actual industrial process. It was found that at rotation speeds of 290–340 rpm, centrifugal forces redirect the metal flow radially, transforming the electrode’s melting surface from conical to flat. This prevents droplet contact with the mandrel, channeling the metal into the annular gap between the mandrel and the mold. Concurrently, an inversion of slag flow patterns (from downward to upward) and a shift in the current path within the pool beneath the electrode were observed, resulting in reduced thermal loading on the mandrel. The experiments validated the analytical relationship for calculating the optimal rotation speed, which accounts for the system’s geometric parameters. The study demonstrated that electrode rotation reduces droplet mass by more than half at moderate speeds. However, excessive rotation rates (e.g., 500 rpm) lead to the formation of a concave electrode surface and an increase in droplet volume. These findings confirm the feasibility of controlling the thermal center of the slag pool, thereby enhancing the competitiveness of the singleelectrode ESR configuration compared to multi-electrode alternatives. The proposed technology reduces electrode manufacturing costs while maintaining ingot quality and offers promising prospects for industrial implementation.
Текст научной статьи Физическое моделирование траектории движения капель электродного металла при получении полой заготовки методом электрошлакового переплава
Одним из перспективных металлургических процессов получения металла, обладающего высокими эксплуатационными свойствами, является метод электрошлакового переплава (ЭШП) [1–3]. Стоит выделить задачу по получению полой заготовки методом элек-трошлакового переплава по одноэлектродной схеме с прошивающим дорном [4, 5]. Данная схема имеет преимущество перед хорошо известной многоэлектродной схемой, меньшими затратами на изготовление расходуемых электродов. Причиной отказа от одноэлектродной схемы послужила невозможность защиты головки прошивающего дорна от капель электродного металла, что приводило к его зарастанию и, как следствие, затруднительной прошивке и формированию отверстия заданной геометрии. Избежать это можно, изменив место доставки электродного металла в жидкую металлическую ванну. Одним из решений может быть вращение расходуемого электрода вокруг собственной оси [6]. Центробежные силы, возникающие при вращении расходуемого электрода, ведут к изменению направления течения электродного металла на оплавляемой поверхности. С увеличением величины силы центробежного воздействия направление течения металла в жидкой металлической пленке меняется от вертикального до радиального. Данное обстоятельство ведет к трансформации геометрии оплавляемого торца электрода от конического до плоского. Заметную роль в этом процессе имеют и восходящие потоки шлака, которые являются результатом воздействия вращения электрода. Радиальное течение металла наблюдается при воздействии на него центробежных сил, возникающих при вращении расходуемого электрода вокруг собственной оси. Предположительно, варьируя скоростью вращения, можно добиться величины центробежной силы, достаточной для течения всего электродного металла в жидкой пленке на оплавляемой поверхности в радиальном направлении.
В работе [7] показано, что вращение расходуемого электрода ведет к заметному увеличению производительности процесса, более глубокому рафинированию от неметаллических включений и положительному влиянию на кристаллическую структуру слитка или заготовки. Особенности, возникающие при реализации данной технологии, позволят существенно снизить стоимость получения заготовок, получаемых электрошлаковым переплавом. Таким образом, реализация технологии вращения расходуемого электрода вокруг собственной оси для получения полой заготовки по одноэлектродной схеме весьма актуальна.
Изучение высказанного предположения предполагает создание модели процесса, так как изучение природы и сущности металлургических процессов связанно с трудностями, вызываемыми непрозрачностью изучаемых сред [8–10]. В данном случае основным объектом изучения является гидродинамика шлаковой и металлической ванны при получении полой заготовки методом ЭШП по одноэлектродной схеме.
Математическое моделирование является не полным, так как описывает предполагаемую суть явления или процесса, критерием правильности которого служит близость к конечному результату. В свою очередь, компьютерная модель – это синтез существующих методов моделирования для создания виртуальной картины. Однако количество критериев подобия, необходимых при построении и моделировании, не позволяет создать модель, в полной мере отражающую ход процесса [11]. Наиболее объективным является получение аналитических зависимостей или выражений, обобщающих теоретические данные и позволяющие получить картину, которую можно видеть визуально. Данного результат можно добиться путем физического моделирования, основываясь на теории подобия [12, 13].
Двигатель, приводящий в движение расходуемый электрод, подключен к источнику тока, позволяющему регулировать скорость вращения путем изменения выходных параметров напряжения и тока. В качестве материала для имитации расходуемого электрода был выбран легкоплавкий сплав Вуда на основе висмута [14], плавящийся при температуре 68 °С и имеющий плотность 9,68 г/см. Жидкостью, моделирующей шлаковую ванну жидкости, был выбран раствор глицерина (С3Н8О3) с температурой плавления 17,9 °С и имеющий плотность 1,26 г/см3 [15]. Плотность выбранных материалов сопоставима с плотностью реального металла и флюса. Использование этих материалов обеспечивает равенство критериев модели и реальных сред (техническое железо, флюс АНФ-6). Подобие действия сил поверхностного натяжения определяется числом Вебера. Основные критерии реального металла (образца) и модели получения полой заготовки при ЭШП представлены в табл. 1 [16]. Проведённый анализ показывает, что при использовании вышена-
Методология и ход эксперимента
Для осуществления физического моделирования была сконструирована и изготовлена лабораторная установка, основные компоненты которой представлены на рис. 1.
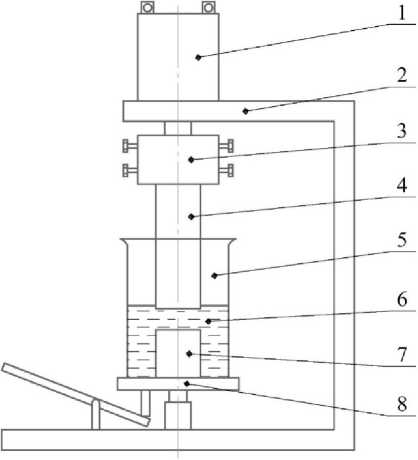
Рис. 1. Схема установки для проведения холодного моделирования: 1 – двигатель; 2 – монтажная станина; 3 – электрододержатель; 4 – электрод; 5 – стеклянный сосуд; 6 – сплав Вуда; 7 – дорн; 8 – подающий механизм Fig. 1. Diagram of the setup for cold modeling: 1 – engine; 2 – mounting frame; 3 – electrode holder; 4 – electrode; 5 – glass vessel; 6 – Wood’s alloy;
7 – mandrel; 8 – feed mechanism
званных модельных сред процесс находится в области автомодельности [17]. Из данных, представленных в табл. 1, следует, что модель имеет удовлетворительную сходимость с образцом по всем основным параметрам. Следовательно, можно полагать, что свойства выбранных моделирующих жидкостей обеспе-
чивают достаточно полное равенство критериев образца и модели, и использовать их для
исследования плавления металла на низкотемпературной модели.
Моделирующая жидкость предварительно нагревалась до температуры 100 °С. Изме-
рение температуры производилось с помощью погружного термометра. Моделирование проводилось с целью проверки аналитических выражений, позволяющих определить опти-
мальную скорость вращения электрода в процессе ЭШП по одноэлектродной схеме (1),
для возможности реализации технологии по-
лучения полой заготовки [18].
n =
10 g
36 2 Ме : Ш
V A p
12 n 2 r 2
. 2
+ r - r
,
где g - ускорение силы тяжести, м/с2; о Ме - Ш
межфазное натяжение на границе раздела ме-талл–шлак, Дж/м2; Δ р – разность плотностей металла и шлака, кг/м3; r – радиус электрода, м.
Таблица 1
Значения критериев образца и модели
Table 1
Values of sample and model criteria
|
№ п/п |
Критерий |
Значения |
|
|
Образец |
Модель |
||
|
1 |
Рейнольдса |
0…101 |
0…101 |
|
2 |
Грагсгофа |
2,74·105 |
2,20·105 |
|
3 |
Капицы |
1,23·108 |
9,31·108 |
|
4 |
Скорость фазового перехода |
1,455 |
1,400 |
|
5 |
Критерий, характеризующий температурное изменение вязкости шлака у поверхности электрода по сравнению с объемом ванны |
5,0 |
4,2 |
|
6 |
Условие идентичности взаимодействия поверхностных слоев фаз |
> 0,766 |
> 0,766 |
Для изучения был взят частный случай, при котором показатели теплоотвода кристаллизатора и прошивающего дорна равны. При данном условии оптимальным местом доставки электродного металла является средняя окружность между внешней стенкой дорна и кристаллизатором. Диаметр электрода составлял 20 мм, а внутренняя стенка сосуда, имитирующего кристаллизатор, составляла 65 мм.
Экспериментальная часть работы предполагала, наблюдение:
– за изменением гидродинамической обстановки в шлаковой ванне;
– трансформацией оплавляемой поверхности расходуемого электрода в зависимости от скорости вращения;
– изменением места доставки электродного металла в зависимости от скорости вращения электрода;
– зависимостью между вращением расходуемого электрода и размером образующихся капель электродного металла.
Следующим этапом являлось моделирование с целью изучения поведения потока электронов в подэлектродной зоне при изменившейся гидродинамической обстановке в шлаковой ванне.
Сбор сведений для анализа обеспечивается путем видео- и фотофиксации процесса физического моделирования на всем его протяжении. Скорость видеозаписи составляла 60 кадров в секунду.
Установка электрода производилась с допуском на биение в диапазоне 1–2 мм. При достижении необходимой температуры около 100 °С глицерин заливался в стеклянный термостойки сосуд до заданного уровня, при котором обеспечивался контакт торца расходуемого электрода с поверхностью глицерина, затем электроду придавалось вращение.
Результаты и обсуждение
Наблюдение за изменением гидродинамической остановки движения шлаковой ванны показало, что по мере увеличения скорости вращения расходуемого электрода течение жидкого металла на оплавляемой поверхности электрода, все больше приобретало радиальное направление. Существовала промежуточная фаза, когда течение объёма металла на поверхности наблюдалось как в радиальном направлении, так и по оси расходуемого электрода. При достижении определенной скорости вращения возникающие центробежные силы обеспечивают течение всего объема только в радиальном направлении. Оплавляемая поверхность расходуемого электрода становится плоской.
Дальнейшее увеличение скорости вращения изменяет оплавляемую поверхность электрода с плоской на сферическую. Течение жидкого металла по мере оплавления электрода изменяется и наблюдается по внутренней поверхности сферы, сопровождая накопление большого объема в нижней части сферы, с последующим срывом металла с оплавляемой поверхности в виде капли гораздо большего объема, чем в предыдущих случаях. Был произведен их отбор при скоростях вращения электрода, равных: ω = 0 об/мин, ω = 340 об/мин, ω = 500 об/мин. Результаты измерения размера и массы капель в зависимости от присутствия центробежных сил представлены в табл. 2, из которой видно, что наблюдается четкая зависимость размера и массы капель от скорости вращения. Вращение при заданной температуре обеспечивает снижение массы капель более чем в 2 раза. При значительных скоростях вращения, когда наблюдается вогнутая поверхность оплавляемого электрода, происходит увеличение объема и массы образующихся капель, снижается частота их отрыва.
Таблица 2
Результаты измерения размера и массы капель в зависимости от присутствия центробежных сил
Table 2
Results of measuring the size and mass of drops depending on the presence of centrifugal forces
|
№ |
ω = 0 об/мин |
ω = 340 об/мин |
ω = 500 об/мин |
|||
|
Диаметр капли, мм |
Масса капли, г |
Диаметр капли, мм |
Масса капли, г |
Диаметр капли, мм |
Масса капли, г |
|
|
1 |
4,8 |
0,51 |
3,2 |
0,20 |
8,2 |
1,90 |
|
2 |
4,8 |
0,50 |
3,2 |
0,21 |
– |
– |
|
3 |
5,3 |
0,78 |
3,1 |
0,18 |
– |
– |
|
4 |
4,9 |
0,55 |
3,1 |
0,18 |
– |
– |
|
5 |
6,1 |
0,82 |
3,3 |
0,24 |
10,3 |
1,04 |
|
6 |
5,1 |
0,63 |
3,3 |
0,23 |
– |
– |
|
7 |
5,0 |
0,55 |
3,1 |
0,17 |
– |
– |
|
8 |
5,0 |
0,60 |
3,1 |
0,17 |
– |
– |
|
9 |
5,2 |
0,71 |
3,2 |
0,22 |
– |
– |
|
10 |
6,0 |
0,80 |
3,3 |
0,23 |
10,3 |
1,03 |
|
Оплавляемая поверхность имеет конус оплавления |
Оплавляемая поверхность электрода – плоская |
Поверхность расходуемого электрода имеет внутреннюю вогнутость |
||||
В зависимости от скорости вращения изменялось место доставки капель электродного металла от центра к стенкам кристаллизатора. Расчетная оптимальная скорость вращения электрода для данного случая составляла 310 об/мин. Скорость находилась исходя из расчетов, представленных в работе [18]. Экспериментальная скорость, при которой капли жидкого металла имеют необходимое место доставки, находилась в диапазоне 290–340 об/мин, что соответствует значению. На рис. 2 приведена раскадровка хода эксперимента.
Вращение расходуемого электрода приводило к изменению направления движения потока. Движение потока, имитирующего шлаковую ванну, изменялось с нисходящего на восходящий.
Зона, имеющая максимальную температуру в процессе электрошлакового переплава, находится в подэлектродной зоне. Максимальная температура данной зоны достигается в том числе за счет контакта потока электронов с металлической ванной. В работе [19] показано, что под влиянием электродинамических сил имеет место отклонение потоков электронов. Основываясь на представленных в вышеупомянутой работе данных, можно предположить, что изменение гидродинамической обстановки в шлаковой ванне действия центробежных сил будет влиять на направленность движения электронов, а именно смещать поток электронов относительно оси электрода, тем самым снизит негативное воздействие, оказываемое на прошивающую головку дорна. Таким образом, следующим
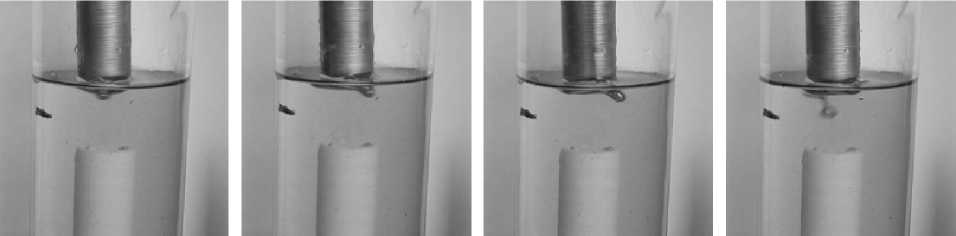
ω = 0 об/мин ω = 200 об/мин ω = 300 об/мин ω = 500 об/мин
Рис. 2. Раскадровка хода эксперимента Fig. 2. Storyboard of the experiment
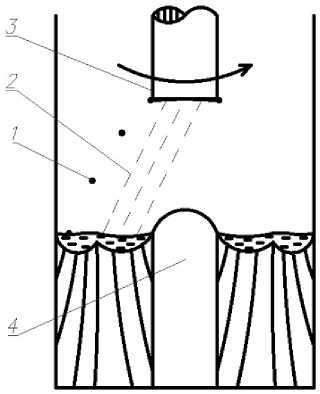
Рис. 3. Схема поведения потока электронов: 1 – капли электродного металла; 2 – поток электронов;
3 – электрод; 4 – прошивающий дорн
Fig. 3. Schematic diagram of the electron flow behavior: 1 – drops of electrode metal; 2 – electron flow; 3 – electrode;
4 – piercing mandrel этапом являлось моделирование поведения потока электронов в подэлектродной зоне при изменившейся гидродинамической обстановке в шлаковой ванне. Отклонение потока электронов при полном радиальном течении металла имитировали нити, снисходящие с оплавляемой поверхности. Моделирование показало смешение потока относительно оси расходуемого электрода за пределы прошивающего дорна, тем самым снижая и тепловое воздействие на него (рис. 3).
Выводы и заключение
Наложение центробежных сил на расходуемый электрод позволяет влиять не только на размер капли и место ее доставки, но и на изменение движения потока шлаковой ванны с нисходящего на восходящий.
Наряду с изменением направления течения металла на оплавляемом торце происходит изменение направленности электронного потока подэлектродной зоны, т. е. электроны, идущие от электрода в жидкую металлическую ванну, смещаются относительно оси переплавляемого электрода.
Таким образом, использование технологии вращения расходуемого электрода позволяет управлять тепловым центром шлаковой ванны, что позволяет снизить негативное воздействие на головку прошивающего дорна.
Данное моделирование также подтверждает верность аналитических выражений, позволяющих рассчитать оптимальную скорость вращения для необходимых диаметров электрода и кристаллизатора, что позволит спрогнозировать траекторию и место доставки электродного металла в реальном процессе.
