Формирование микрорельефа дифракционных оптических элементов с использованием достижений микроэлектроники

Автор: Волков А.В., Скиданов Р.В.
Журнал: Компьютерная оптика @computer-optics
Рубрика: Технологии и применения компьютерной оптики
Статья в выпуске: 22, 2001 года.
Бесплатный доступ
Анализируется возможность формирования микрорельефа дифракционных оптических элементов (ДОЭ) с использованием микроэлектронной технологии. Оцениваются предельно допустимые отклонения параметров микрорельефа ДОЭ исходя из технологических погрешностей, определяющих минимальные размеры пассивных элементов в микроэлектронике. Приводятся результаты численного эксперимента по оценке влияния технологических ошибок формирования микрорельефа на параметры ДОЭ.
Короткий адрес: https://sciup.org/14058508
IDR: 14058508 | УДК: 535.8
Текст научной статьи Формирование микрорельефа дифракционных оптических элементов с использованием достижений микроэлектроники
Дифракционный оптический элемент (ДОЭ) представляет собой зонную пластинку с дифракционным микрорельефом, отображающим фазовую функцию [1]. С точки зрения практической реализации ДОЭ наибольшее распространение получили два типа фазового микрорельефа (рис. 1): ступенчатый (бинарный и многоуровневый) и кусочнонепрерывный.
Рис. 1. Профили микрорельефов ДОЭ:
-
(а) — бинарный; (б) — многоуровневый;
-
(в) — кусочно-непрерывный
Особое внимание специалистов в области дифракционной оптики привлекают технологии формирования микрорельефа, основанные на достижениях и оборудовании микроэлектроники [1], в частности, использование фотолитографических методов.
Перенос рисунка микрорельефа ДОЭ в поверхностный слой подложки с использованием метода фотолитографии [2, 3] происходит в четыре стадии (рис. 2): 1) экспонирование слоя фоторезиста через шаблон и образование скрытого изображения; 2) проявление и задубливание рисунка, т.е. формирование защитной маски; 3) травление поверхностного слоя подложки на незащищенных участках; 4) очистка поверхности подложки от остатков фоторезиста [4].
На каждой из стадий процесса действуют факторы, искажающие исходный рисунок шаблона. При экспонировании имеют место явления дифракции, преломления и отражения света, приводящие к изменению размеров элементов рисунка и размытости их краев. Искажения размеров на втором этапе (проявления и задубливания) обусловлены набуханием слоя фоторезиста и усадкой фотомаски при тепловой обработке. При травлении негативным фактором является боковое подтравливание под маску. Условия, в которых происходит обработка на разных стадиях, изменяются как от пластины к пластине, так и в пределах одной пластины. Это приводит к разбросу геометрических параметров микрорельефа и, соответственно, характеристик оптического элемента, что следует учитывать при отработке технологии изготовления ДОЭ.
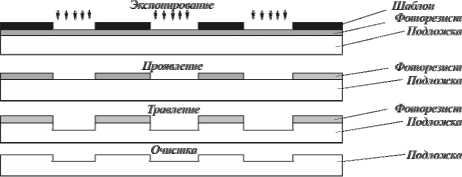
Рис. 2. Процесс формирования микрорельефа в подложке
С конструктивной точки зрения ДОЭ следует рассматривать в качестве сложного изделия, состоящего из чрезвычайно большого количества конструкционных микроэлементов субмикронных размеров. Как правило, для получения высокой дифракционной эффективности ДОЭ с многоуровневым микрорельефом рассчитанный профиль зон микрорельефа аппроксимируют не менее чем восьмью градациями, что приводит к необходимости совмещения как минимум трех шаблонов. Требования к точности изготовления каждой части изображения аппроксимированной зоны при этом возрастают на порядок по сравнению с требованиями к точности целиком изображенной зоны, что резко повышает требования к технологическому оборудованию.
Оценка преемственности использования микротехнологий при создании ДОЭ
Для оценки возможности использования технологического оборудования микроэлектроники проанализируем взаимосвязь конструктивных размеров микрорельефа с параметрами, которым должен удовлетворять ДОЭ как оптический элемент.
Трудности практической реализации ДОЭ обусловлены необходимостью создания поверхностного микрорельефа [1], максимальная высота которо- го, исходя из длины волны λ и коэффициента преломления среды n, определяется:
hmax = λ/(n - 1).(1)
Менее важной, но существенной, является величина ширины зоны:
∆J = rJ -rJ-1, j = 1,2,…k ,(2)
где j – порядковый номер зоны; r j - радиусы Френеля дифракционной линзы, определяемые приблизительно как:
rj =(2λf j)1/2,(3)
где f – фокусное расстояние элемента.
Из выражений (2) и (3) следует, что ширина зон является переменной и уменьшается к периферии линзы. Присутствие в выражениях (1) и (3) параметра λ свидетельствует о том, что основополагающие параметры микрорельефа h max и ∆ j min могут достигать весьма малых значений (см. таб. 1 при n=1,5).
Таблица 1.
Зависимость параметров микрорельефа от длины волны для различных фокусных расстояний оптического элемента
|
Фокусное расстояние, мм |
λ , мкм |
∆ 1, мм |
∆ 50, мм |
h max, мкм |
|
500 |
1,0 |
1,0 |
0,07 |
2,0 |
|
0,5 |
0,71 |
0,05 |
1,0 |
|
|
0,1 |
0,32 |
0,02 |
0,2 |
|
|
100 |
1,0 |
0,46 |
0,03 |
2,0 |
|
0,5 |
0,32 |
0,02 |
1,0 |
|
|
0,1 |
0,14 |
0,01 |
0,2 |
Значимость размерных факторов микрорельефа ДОЭ еще более возрастает, если принять во внимание необходимость обеспечения точностных параметров последних. Предельно допустимые отклонения характеристических параметров микрорельефа ДОЭ в зависимости от принимаемого допуска η при его изготовлении с учетом фокусного расстояния приведены в таблице 2.
При реализации фазовой функции ступенчатой аппроксимацией сложный профиль поверхности ДОЭ заменяется совокупностью микроуступов рав- ной толщины hmax/m, где m – число уровней квантования фазовой функции. В рамках настоящей работы квантование предполагает построение ступенчатого профиля фазовой функции ДОЭ с помощью набора элементарных кубиков. Для оценки объема подобного кубика примем размер его ребра равным:
L = h max / m . (5)
В этом случае количество элементарных кубов, образующих ДОЭ, составит:
N = π D 2 m 3 /8 h m 2 ax . (6)
В частности, для ДОЭ оптического диапазона ( λ =0,5 мкм; D =10мм; m =4; n =1,5) значение параметра N =2,5∙109.
Согласно основополагающим представлениям статистической физики все термодинамические параметры макроскопических объектов испытывают флуктуации от своих средних значений. Актуальность учета флуктуационных процессов в рассматриваемом случае обусловлена:
-
а) малым количеством атомов рабочей среды, содержащихся в пределах элементарного куба, - порядка 108;
-
б) большим количеством элементарных кубов (около 109).
Учитывая широкое разнообразие термодинамических параметров рабочих сред и элементарных физико-химических процессов, составляющих основу технологии создания ДОЭ, можно принять, что флуктуационные процессы являются гауссовыми. В этом случае, абстрагируясь от эффектов корреляции индивидуальных термодинамических параметров, для частот отказов в реализации элементарных кубов по линейному размеру имеем [5]:
2 ∞
S = 1 - ∫ exp( - γ 2 / 2) d γ , (7)
2π γ
где γ = ηλ / ma ; η - допуск на линейный размер элементарного куба; a – математическое ожидание размытия края топологического элемента. В выражении (7) параметр a выступает в качестве фактора, определяющего разрешающую способность технологического процесса (в случае использования микротехнологий a = 0,01 ÷ 0,1 мкм [2]).
Таблица 2.
Зависимость допустимых отклонений параметров микрорельефа от длины волны для различных фокусных расстояний оптического элемента
|
Фокусное расстояние, мм |
λ , мкм |
∆ 1 (мкм) |
∆ 50 (мкм) |
h max (Å) |
|||
|
η |
η |
η |
η |
η |
η |
||
|
0,01 |
0,1 |
0,01 |
0,1 |
0,01 |
0,1 |
||
|
500 |
1,0 |
10,0 |
100 |
0,7 |
7 |
200 |
2 x 103 |
|
0,5 |
7,1 |
71 |
0,5 |
5 |
100 |
103 |
|
|
0,1 |
3,2 |
32 |
0,2 |
2 |
20 |
200 |
|
|
100 |
1,0 |
4,5 |
45 |
0,3 |
3 |
200 |
2 x 103 |
|
0,5 |
3,2 |
32 |
0,2 |
2 |
100 |
103 |
|
|
0,1 |
1,4 |
14 |
0,1 |
1 |
20 |
200 |
|
Таблица 3.
Частота отказов S в зависимости от предполагаемого допуска п и безразмерного параметра Л / та
|
п |
X / т a |
||||
|
5 |
10 |
50 |
100 |
500 |
|
|
0,01 |
0,9602 |
0,9204 |
0,6170 |
0,3174 |
6x10-8 |
|
0,02 |
0,9204 |
0,8414 |
0,3174 |
0,0456 |
< 10-8 |
|
0,05 |
0,8026 |
0,6170 |
0,0124 |
6x10-8 |
< 10-8 |
|
0,10 |
0,6176 |
0,3174 |
6x10-8 |
< 10-8 |
< 10-8 |
|
0,20 |
0,3174 |
0,4560 |
< 10-8 |
10-8 |
< 10-8 |
В таб. 3 представлены численные значения частоты отказа в зависимости от предполагаемого допуска п и безразмерного параметра Л / та
Данные таб. 3 свидетельствуют о том, что получение микрорельефа ДОЭ с высоким разрешением и малой частотой отказов ( п® 0,01; количество дефектных элементарных кубиков менее 10) весьма проблематично. В то же время снижение требования к качеству микрорельефа в целом (до уровня 70– 90 % бездефектных кубиков от общего числа) может обеспечить приемлемость использования современных микротехнологий. В последнем случае (при X =0,5 мкм; т =4; N =10 9 ) значения технологического фактора a должны удовлетворять условию:
a =
2,5 х 10 - 3 мкм , при п = 0,01;
5,0 х 10 - 3 мкм , при п = 0,05;
2,5 х 102 мкм , при п = 0,10.
Приведенные данные подтверждают, что технологические трудности создания микрорельефа существенно уменьшаются при увеличении рабочей длины волны ДОЭ. Это обусловлено как уменьшением значения параметра ( N =106), так и увеличением характеристического параметра X / ma . В частности, для ДОЭ ИК–диапазона обеспечивается необходимое качество микрорельефа (при Л =10 мкм) на уровне 99,9 % .
Влияние технологических ошибок на качество работы ДОЭ
Параметры ДОЭ определяются конструктивными параметрами микрорельефа, трудности формирования которого обусловлены не только предельными возможностями технологического оборудования, но и технологическими ошибками, возникающими непосредственно при изготовлении ДОЭ . Наиболее значимыми являются ошибки, возникающие при травлении подложки на определенную глубину и при совмещении очередного шаблона с ранее сформированной структурой. Впервые оценка допустимого рассовмещения рассмотрена в работах [6, 7], где предложена методика оценки, состоящая в вычислении фактора Штреля на основе расчета функции зрачка реальной дифракционной линзы (ДЛ). Влияние ошибок, возникающих при травлении микрорельефа на определенную глубину, рассматривалось в работах [8, 9]. В данных работах путем аналитического решения оценена взаимосвязь дифракционной эффективности ДЛ с относительным отклонением глубины микрорельефа в пре- делах ±30%. В работе [10] предложен метод оценки влияния технологических ошибок при формировании микрорельефа ДЛ на световое поле в дальней зоне дифракции, продолжением которой является данная работа. В настоящей статье на примере аксикона моделируется взаимосвязь интенсивности в рабочей зоне элемента и числа уровней квантования, а также анализируется влияние перетрава на среднеквадратичное отклонение распределения интенсивности от идеального на примере четырехуровневой структуры ДОЭ .
Влияние квантования
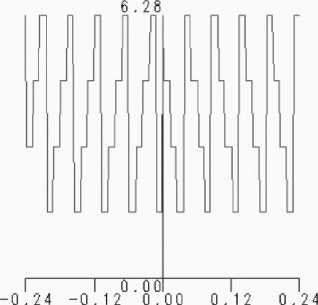
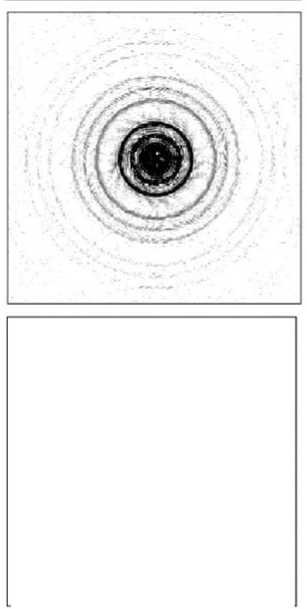
Влияние квантования фазовой функции на качество работы фокусирующих ДОЭ подробно разобрано в главе 5 монографии [1]. В качестве характеристик, используемых для оценки качества работы фокусирующих ДОЭ, в [1] используется дифракционная эффективность фокусировки и среднеквадратичное отклонение полученного распределения интенсивности от требуемого. Для других типов дифракционных оптических элементов в работе [10] предложено использовать среднеквадратичное отклонение распределений интенсивности, полученных для идеального и исследуемого оптических элементов. Для таких оценок использовалось рассчитанное световое поле в рабочей области ДОЭ. Результаты моделирования, демонстрирующие влияние числа уровней квантования на параметры дифракционных элементов на примере аксикона, представлены на рис. 3-5. Все рисунки относятся к аксикону нулевого порядка диаметром 0,5 мм и с периодом линий 0,05 мм, работающего как дополнение к линзе.
Анализ рис. 3 (б, в) показывает, что кроме главного центрального кольца в дифракционной картине также присутствует набор дополнительных колец, сопоставимых по энергии с главным. Если сравнивать данную картину дифракции с картиной дифракции от идеального аксикона с бесконечным числом уровней квантования, то мы получим среднеквадратичное отклонение (с.к.о.) σ распределений интенсивности около 0,65. Здесь [10]
- = 1!
m 2 i , j i , j
( I i , j )2
где Ii,j - распределение интенсивности в фокальной плоскости идеального аксикона, Im - распределение i,j интенсивности в фокальной плоскости квантованного аксикона с числом уровней квантования m.
а)
в)
GR
б)
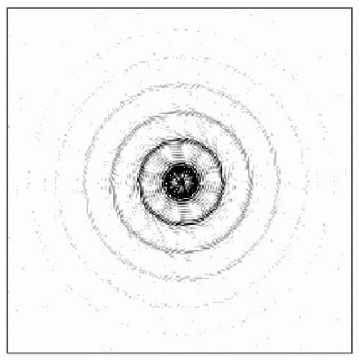
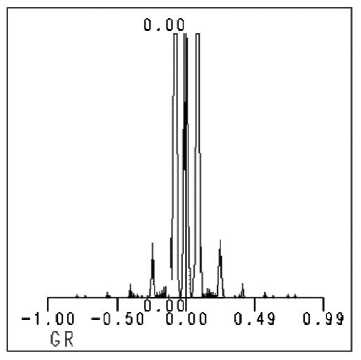
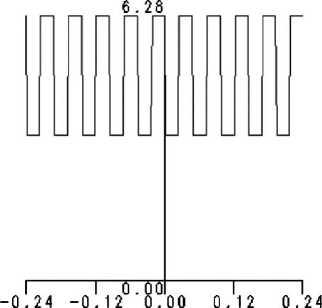
Рис. 3. Параметры бинарной структуры:
(а) - профиль микрорельефа, (б) - дифракционная картина в фокальной плоскости,
(в) - распределение интенсивности в радиальном сечении фокальной плоскости
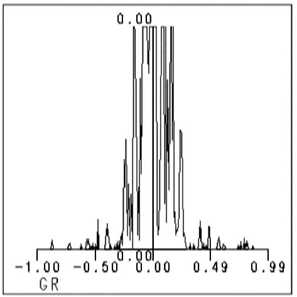
На рис.4 (б, в) также кроме главного центрального кольца в дифракционной картине присутствует набор дополнительных колец. Если сравнивать данную картину дифракции с картиной дифракции от идеального аксикона с бесконечным числом уровней квантования, то мы получим с.к.о. σ около 0,25.
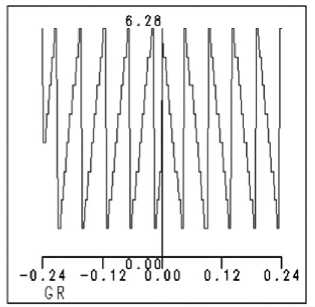
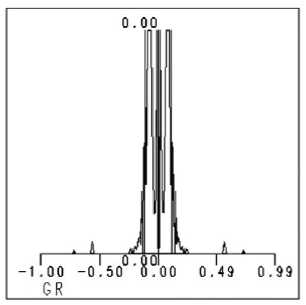
Картина дифракции, представленная на рис . 5 (б), более близка к картине дифракции от идеального акси-кона, значение с.к.о. σ составляет всего 0,07.
а)
в)
GR
б)

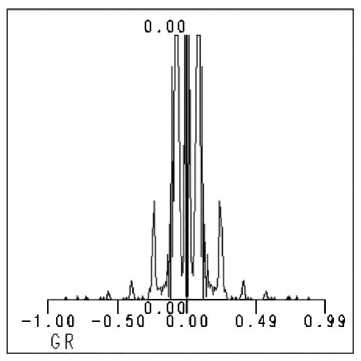
Рис. 4. Параметры четырехуровневой структуры: (а) - профиль микрорельефа, (б) - дифракционная картина в фокальной плоскости, (в) - распределение интенсивности в радиальном сечении фокальной плоскости
Представленные на рис. 3-5 результаты моделирования, позволяют наглядно продемонстрировать влияние числа уровней квантования на параметры элемента. Однако особенно интересным представляется изменение дифракционной картины в фокальной плоскости при отклонении параметров многоуровневого микрорельефа от расчетных значений, в частности, зависимость качества работы ДОЭ от ошибок в глубине степенного травления на каждом этапе.
а)
б)

-
в)
Рис. 5. Параметры восьмиуровневой структуры: (а) - профиль микрорельефа, (б) – дифракционная картина в фокальной плоскости,
(в) – распределение интенсивности в радиальном сечении фокальной плоскости
Влияние ошибок глубины травления
Влияние технологической ошибки, связанной с глубиной травления, на параметры интенсивности в фокальной плоскости аксикона можно проследить на рис. 6.
При моделировании ошибок глубины травления микрорельефа предполагается, что на l -той стадии изготовления допущена ошибка размером 5 l • h i , где hi=h max /2l - глубина травления на l -том этапе степенного формирования многоуровневого микрорельефа, h max - максимальная высота непрерывного микрорельефа ДОЭ, l - этап травления (достигаемое на нем число уровней квантования фазовой функции m =2 1 ). На рис. 6 (а) представлен профиль рельефа ДОЭ, в котором на второй стадии изготовления (для рис. 6 - l =2) была допущена ошибка размером 0,6^/[4( n -1)], где 52=0,6; h max =А/( n -1); l =2; m =4. Вследствие этого
5 2 =0,6; h max =Х/( n -1); l =2; m =4. Вследствие этого картина дифракции, представленная на Рис.66, заметно отличается от картины дифракции идеального аксикона, значение с.к.о. о составляет 0,43.
а)

б)
в)
Рис. 6. Четырехуровневая структура, моделирование влияния ошибок травления при выполнении второй технологической операции: (а) - профиль микрорельефа - перетрав,
-
(б) – дифракционная картина в фокальной плоскости, (в) – распределение интенсивности в радиальном сечении фокальной плоскости)
Дальнейшее исследование проведем на примере изменения распределения интенсивности в дальней зоне дифракционной линзы. В качестве критерия оценки, характеризующего качество работы ДОЭ, используется среднеквадратичная ошибка формирования интенсивности в зоне дифракции Фраунгофера, рассчитываемая по формуле (9), где I i j - интенсивность, регистрируемая для линзы с гладкой фазой, I m. - интенсивность, регистрируемая для линзы с квантованной или искаженной фазой.
Пользуясь той же методологией можно привести результаты оценки влияния ошибок травления на среднеквадратичную ошибку формирования интенсивности в зоне дифракции Фраунгофера при несоблюдении технологических режимов (рис. 7).
Для 4-х уровневой линзы σ зависит от ошибки δ 1 более существенно, чем от ошибки δ 2, а при изготовлении 8-ми уровневой структур ы δ 3 вносит наименьшую погрешность. В таб. 4 и 5 для сравнения приведены некоторые сочетания ошибок и их влияние на среднеквадратичную ошибку формирования интенсивности в зоне дифракции Фраунгофера.
Интенсивность, используемая в расчетах, определялась не по всему растру изображения, который был получен после преобразования Фурье, а в квадратной области, размер которой определялся исходя из положения первого минимума интенсивности в фокальной плоскости неискаженной линзы.
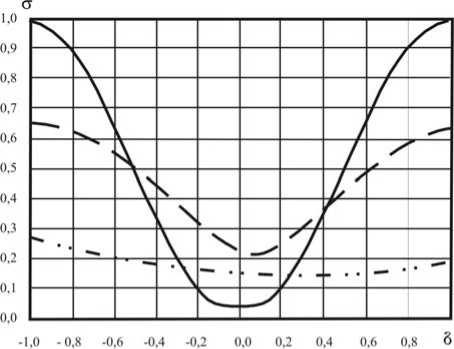
Рис. 7. Графики зависимости ошибки формирования светового поля в дальней зоне дифракции от технологических ошибок, возникающих при травлении: непрерывная линия (—) - первый шаблон ( δ 1 ), пунктирная линия (- - ) - второй шаблон ( δ 2 ), штрих-пунктирная (--ּּ –) - третий шаблон ( δ 3 )
Таблица 4
Зависимость среднеквадратичной ошибки формирования интенсивности в зоне дифракции Фраунгофера σ для сферической линзы при некоторых сочетаниях ошибок δ1 и δ2
|
δ 1 \ δ 2 |
-1 |
-0,9 |
-0,8 |
-0,7 |
-0,6 |
-0,5 |
-0,4 |
-0,3 |
-0,2 |
-0,1 |
0,0 |
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
|
0,00 |
0,651 |
0,644 |
0,623 |
0,589 |
0,543 |
0,487 |
0,424 |
0,357 |
0,294 |
0,245 |
0,226 |
0,245 |
0,294 |
0,357 |
0,424 |
0,487 |
0,543 |
0,589 |
0,623 |
0,643 |
|
0,10 |
0,641 |
0,632 |
0,611 |
0,579 |
0,536 |
0,483 |
0,424 |
0,363 |
0,305 |
0,262 |
0,247 |
0,268 |
0,316 |
0,380 |
0,449 |
0,516 |
0,578 |
0,631 |
0,674 |
0,705 |
|
0,20 |
0,617 |
0,608 |
0,591 |
0,563 |
0,525 |
0,479 |
0,433 |
0,398 |
0,389 |
0,420 |
0,489 |
0,588 |
0,706 |
0,833 |
0,962 |
1,088 |
1,206 |
1,314 |
1,408 |
1,485 |
|
-0,10 |
0,641 |
0,637 |
0,623 |
0,599 |
0,568 |
0,533 |
0,497 |
0,465 |
0,444 |
0,437 |
0,448 |
0,473 |
0,511 |
0,555 |
0,600 |
0,643 |
0,679 |
0,707 |
0,725 |
0,731 |
|
-0,20 |
0,617 |
0,620 |
0,622 |
0,631 |
0,652 |
0,691 |
0,748 |
0,824 |
0,914 |
1,012 |
1,115 |
1,217 |
1,314 |
1,401 |
1,476 |
1,535 |
1,577 |
1,599 |
1,601 |
1,583 |
Таблица 5
Значения среднеквадратичной ошибки формирования интенсивности в зоне дифракции Фраунгофера σ для сферической линзы при некоторых сочетаниях ошибок δ1, δ2, δ3
|
δ3 \ δ 1 δ2, |
0 0 |
0,1 0 |
-0,1 0 |
0 0,1 |
0 -0,1 |
0,1 0,1 |
0,1 -0,1 |
-0,1 0,1 |
-0,1 -0,1 |
|
-1,0 |
0,286 |
0,312 |
0,519 |
0,284 |
0,315 |
0,306 |
0,343 |
0,478 |
0,573 |
|
-0,9 |
0,265 |
0,295 |
0,506 |
0,262 |
0,297 |
0,288 |
0,329 |
0,463 |
0,563 |
|
-0,8 |
0,246 |
0,281 |
0,493 |
0,241 |
0,282 |
0,272 |
0,317 |
0,448 |
0,552 |
|
-0,7 |
0,228 |
0,269 |
0,481 |
0,222 |
0,268 |
0,259 |
0,307 |
0,434 |
0,542 |
|
-0,6 |
0,213 |
0,259 |
0,469 |
0,205 |
0,256 |
0,247 |
0,299 |
0,421 |
0,531 |
|
-0,5 |
0,199 |
0,251 |
0,457 |
0,190 |
0,245 |
0,238 |
0,292 |
0,408 |
0,520 |
|
-0,4 |
0,188 |
0,244 |
0,445 |
0,176 |
0,235 |
0,230 |
0,287 |
0,395 |
0,509 |
|
-0,3 |
0,178 |
0,240 |
0,433 |
0,164 |
0,227 |
0,224 |
0,282 |
0,382 |
0,497 |
|
-0,2 |
0,170 |
0,236 |
0,421 |
0,154 |
0,220 |
0,220 |
0,278 |
0,369 |
0,485 |
|
-0,1 |
0,163 |
0,234 |
0,408 |
0,146 |
0,214 |
0,217 |
0,275 |
0,357 |
0,472 |
|
0,0 |
0,158 |
0,232 |
0,396 |
0,139 |
0,208 |
0,215 |
0,273 |
0,345 |
0,459 |
|
0,1 |
0,154 |
0,231 |
0,383 |
0,134 |
0,204 |
0,214 |
0,270 |
0,333 |
0,445 |
|
0,2 |
0,152 |
0,231 |
0,371 |
0,132 |
0,200 |
0,213 |
0,269 |
0,322 |
0,431 |
|
0,3 |
0,152 |
0,232 |
0,360 |
0,132 |
0,198 |
0,214 |
0,267 |
0,312 |
0,418 |
|
0,4 |
0,154 |
0,233 |
0,349 |
0,135 |
0,197 |
0,216 |
0,267 |
0,303 |
0,405 |
|
0,5 |
0,159 |
0,236 |
0,339 |
0,140 |
0,198 |
0,220 |
0,268 |
0,296 |
0,392 |
|
0,6 |
0,166 |
0,240 |
0,331 |
0,149 |
0,202 |
0,225 |
0,269 |
0,291 |
0,381 |
|
0,7 |
0,176 |
0,246 |
0,325 |
0,161 |
0,208 |
0,231 |
0,273 |
0,288 |
0,372 |
|
0,8 |
0,189 |
0,254 |
0,322 |
0,176 |
0,217 |
0,240 |
0,278 |
0,289 |
0,365 |
|
0,9 |
0,205 |
0,264 |
0,322 |
0,194 |
0,229 |
0,251 |
0,286 |
0,293 |
0,361 |
Ввиду этого в вычислительном эксперименте могут быть получены значения σ больше 1 (при большом отклонении глубины полученного микрорельефа от расчетного).
Следует обратить внимание, что в таб. 5 имеются одинаковые значения среднеквадратичной ошибки формирования интенсивности соответствующие различным значениям технологических погрешностей: например, о=0,286 при ( 5 1 = 5 2 = 0; 5 3 =-1) и при ( 5 1 = 0,1; 5 2 = -0,1; 5 3 =0,9) и др., что позволяет предусматривать и осуществлять корректировку некоторых параметров ДОЭ.
Моделирование смещения шаблонов
При формировании многоуровневого микрорельефа ДОЭ имеет место появление таких ошибок, как смещение и поворот относительно продольной оси для цилиндрической линзы и осевое смещение для сферической линзы, возникающих при наложении очередного шаблона на ранее изготовленный микрорельеф.
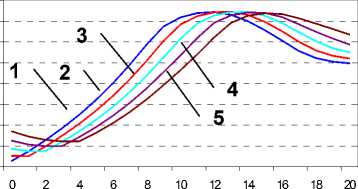
В ходе вычислительного эксперимента осуществлялись одно- и разнонаправленный сдвиги 2-ой и 3-ей виртуальных масок относительно друг друга и первой маски, а затем анализировалось световое поле в зоне дифракции Фраунгофера. Сдвиг осуществлялся не относительно реальных размеров масок, а по отсчетам дискретизации - для удобства проведения вычислительного эксперимента. В качестве примера на рис.8 приведены результаты вычислительного эксперимента для дифракционной сферической линзы, у которой вторая маска сдвигалась относительно «протравленного микрорельефа» до 5-ти отсчетов, а третья маска относительно второй -до 20-и отсчетов. Диаметр линзы – 1 мм, фокусное расстояние – 1000 мм, размер отсчета технологической маски – 2 мкм.
σ
2 1,75 1,5 1,25 1 0,75 0,5 0,25 0
______________________ Сдвиг третьей маски
Рис. 8. Зависимость с.к.о. формирования интенсивности дифракционной сферической линзой в дальней зоне дифракции от сдвига третьей маски, при этом вторая маска сдвигается на 0 (1), 1 (2), 2 (3), 3 (4), 4 (5) отсчетов соответственно
Анализ результатов моделирования (рис. 8) также позволяет отметить возможность некоторой корректировки технологических ошибок соответствующим смещением масок.
Заключение
Проанализированы технологические трудности формирования микрорельефа ДОЭ и оценены предельно допустимые отклонения характеристик микрорельефа в зависимости от технологических допусков. На примере аксикона и дифракционной линзы с помощью моделирования и численного эксперимента исследовано влияние технологических ошибок формирования микрорельефа на параметры ДОЭ. Результаты моделирования были апробированы при создании бинарного дифракционного элемента, описанного в [11], и могут быть использованы для предварительной оценки параметров изготавливаемых ДОЭ.
