Формирование поверхностных наноструктурированных слоев из материалов с ЭПФ на деталях машиностроительного назначения как основа ресурсосберегающих технологий

Автор: Бледнова Ж.М., Русинов П.О.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Новые конструкционные материалы и конверсионные технологии
Статья в выпуске: 1-2 т.13, 2011 года.
Бесплатный доступ
На основе анализа повреждаемости лопастей гребных винтов (ГВ) морских судов показана целесообразность поверхностного модифицирования для обеспечения надежности и продления ресурса. В качестве ресурсосберегающей технологии предложено использовать поверхностное модифицирование стальных лопастей ГВ материалами с эффектом памяти формы (ЭПФ) на основе TiNi. Формирование поверхностных наноструктурированных слоев из материалов с ЭПФ производится плазменным напылением механически активированного порошка TiNi. Приведены результаты исследования напряженно-деформированного состояния ГВ (на примере т/х «Concord» Новороссийского морского пароходства) с поверхностным слоем TiNi, показавшие снижение напряжений в поверхностном слое при формировании мартенситной структуры TiNi. Экспериментальные исследования образцов с поверхностно-модифицированным слоем в условиях многоциклового нагружения и воздействия морской воды подтвердили повышение долговечности.
Наноструктурированный слой, материал с эффектом памяти формы, долговечность
Короткий адрес: https://sciup.org/148199628
IDR: 148199628 | УДК: 629.
Formation of superficial nanostructured layers from materials with EFM on details of machine building appointment as a basis of resource-saving technologies
On the basis of damageability analysis of blades of ocean vessels water propellers the expediency of superficial modifying for maintenance the reliability and resource prolongation is shown. As resourcesaving technology superficial modifying of ocean vessels steel blades by materials with effect of form memory (EFM) on the basis of TiNi is offered. Formation of superficial nanostructured layers from materials with EFM is made by plasma dusting of mechanically activated powder TiNi. Results of research the intense-deformed condition of water propellers (on example of motor ship «Concord», Novorossiysk sea shipping company) with surface layer from TiNi, shown decrease in pressure of surface layer as the result of TiNi martensite structures formation. Experimental researches of samples with superficialmodified layer in the conditions of multicyclic stressing and influences of sea water have confirmed the durability increase.
Текст научной статьи Формирование поверхностных наноструктурированных слоев из материалов с ЭПФ на деталях машиностроительного назначения как основа ресурсосберегающих технологий
материал с эффектом памяти формы, долго которого является гребной винт (ГВ). Проблема обеспечения надежности и увеличение срока службы наиболее ответственных деталей и узлов морских судов становится исключительно актуальной в связи с ужесточение условий эксплуатации флота. В работе [1] на основе обработки большого количества информации приведены данные о повреждаемости по группе «движительно-рулевые комплексы». Проведенный анализ показывает, что одними из основных причин снижения ресурса являются: образование трещин, коррозионные и эрозионные повреждения. Показатель числа трещин на 1 тысячу часов ходового времени составляют для различных судов от 0,01 до 0,06. Основной причиной появления трещин являются технологические и эксплуатационные напряжения, а также усталость металла. Повышенная коррозия металла лопастей ГВ наблюдается как у стальных винтов в зоне термического влияния из-за влияния остаточных сварочных напряжений, так и в ГВ из цветных сплавов. Частота появления такого рода дефектов и характерные повреждения приведены на рис. 1.
Приведенные данные о повреждениях ГВ позволяют установить не только их характер, но и сопоставить удельные количественные показатели. Количественные данные надежности по коррозии и трещинообразованию лопастей
ГВ морских судов Дальневосточного бассейна [1] приведены в табл. 1, число которых можно сократить за счет их поверхностного модифицирования.
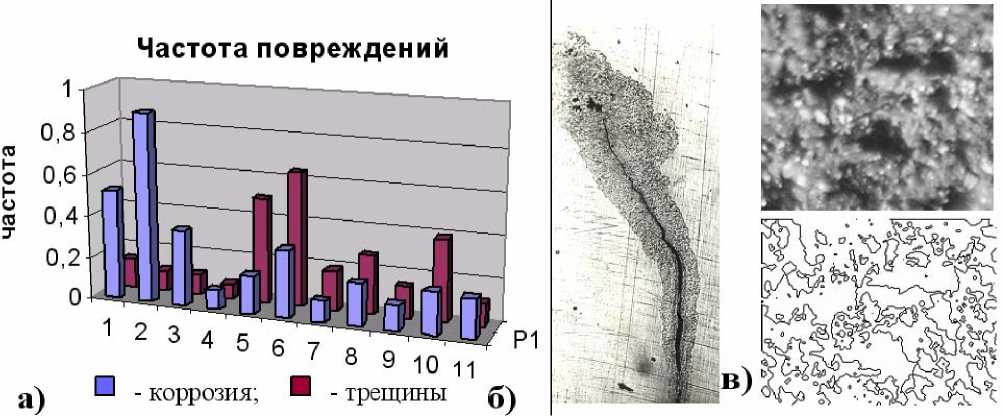
Рис. 1. а) – частота появления коррозионных повреждений и образования трещин; б) – трещина на поверхности гребного винта, образовавшаяся от коррозионного повреждения; в) – микрофотография поверхности ГВ, подвергнутого коррозии и ее оцифрованное изображение
Таблица 1. Количественные характеристики повреждений лопастей ГВ
|
Кол. судов / ос-вид./ лет экпл. |
Повреждения |
Виды повреждений |
||||||||||
|
всего |
трещины |
коррозия |
эрозия |
|||||||||
|
кол-во |
удельные показатели |
кол-во / % повр. |
удельные показатели |
кол-во / % повр. |
удельные показатели |
кол-во / % повр |
удельные показатели |
|||||
|
на 1 судно |
на 1 год |
на 1 судно |
на 1 год |
на 1 судно |
на 1 год |
на 1 судно |
на 1 год |
|||||
|
726 / 5149 / 9684 |
1776 |
2,44 |
0,183 |
407 / 23,1 |
0,560 |
0,042 |
265 / 15,1 |
0,365 |
0,027 |
133 / 7,50 |
0,183 |
0,014 |
|
стальные винты |
||||||||||||
|
316 / 2351 / 4067 |
776 |
2,45 |
0,191 |
230 / 29,6 |
0,296 |
0,056 |
95 / 12,2 |
0,301 |
0,023 |
44 / 5,6 |
0,139 |
0,011 |
|
винты из цветных металлов |
||||||||||||
|
410 / 2798 / 5617 |
982 |
2,39 |
0,174 |
177 / 18,1 |
0,431 |
0,032 |
170 / 17,3 |
0,415 |
0,030 |
89 / 9,1 |
0,217 |
0,016 |
Для обеспечения надежности изделий машиностроения в настоящее время широко используются различные методы инженерии поверхности. Одним из практических способов повышения прочности и ресурса в условиях действия повторно-переменных нагрузок и воздействия сред является поверхностное модифицирование. К числу новых, интенсивно разрабатываемых методов поверхностного модифицирования относятся методы нанесения функциональных покрытий из материалов с обратимой фазовой структурой [2], в том числе из материалов с эффектом памяти формы (ЭПФ). Эти сплавы обладают уникальными прочностными и пластическими свойствами, а в сочетании с эффектами термомеханической памяти, обусловленными термоупругими мартенситными превращениями, отвечают всем требованиям надежности, но имеют ряд экономически обоснованных ограничений. Поэтому поверхностное модифицирование материалами с ЭПФ может рассматриваться в качестве ресурсосберегающей технологии. Для формирования поверхностных слоев из материалов с ЭПФ, обеспечивающих функциональные свойства изделий, могут использоваться различные технологии: аргонодуговая, лазерная наплавка, наплавка взрывом, напыление, метод термического переноса масс, само-распространяющийся высокотемпературый синтез и др. Некоторые из этих технологий уже реализованы [3, 4].

В качестве материала с ЭПФ для поверхностного модифицирования использовались в основном сплавы на основе никелида титана, имеющие самые высокие прочностные и пластические свойства и обладающие уникальными по величине и воспроизводимости ЭПФ. В обычном микрокристаллическом состоянии эти сплавы обладают низкими значениями напряжения мартенситного сдвига (менее 200 МПа), но высокопластичны даже при больших нагрузках [5]. Поэтому в них чрезмерно интенсивно протекают релаксационные процессы при формировании деформационно-индуцированных мартенситных фаз при нагружении. Исследования показывают, что ресурсы повышения физико-механических свойств этих сплавов традиционными методами (легирование, термическая и термомеханическая обработка без существенного изменения величины зерна) в значительной степени исчерпаны. Это вызывает необходимость формирования нано-структурированных поверхностных слоев. Исключительно полезным оказалось использование для этих целей комбинированных методов обработки, включающих плазменное напыления [6] или наплавку взрывом [4] в сочетании с термомеханической обработкой или электро-пластической деформацией [7].
а)

б)

Цель настоящей работы: рассмотрение целесообразности использования поверхностного модифицирования лопастей ГВ судна сплавом с ЭПФ на основе TiNi для повышения долговечности и оценка НДС лопастей ГВ с модифицированным поверхностным слоем.
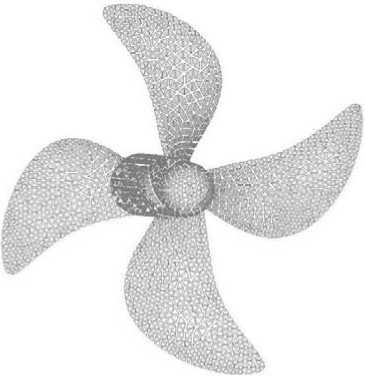
Для оценки НДС лопастей ГВ с модифицированным поверхностным слоем необходимо создание 3D-модели корпусов судов и гребных винтов. Разработка 3D-модели корпуса судна с гребным винтом осуществлялось в программе «MAYA 2009», посредством соединения изогнутых поверхностей [8]. В качестве расчетной была выполнена 3D-модель судна «NS Concord». На рис. 2 представлена 3D-модель корпуса судна с гребным винтом, т/х «NS Concord» Новороссийского морского пароходства.
г)
Рис. 2. 3D-модель корпуса судна с ГВ т/х «NS Con-cord», поверхностно-модифицированным сплавом с ЭПФ TiNi (а, б); гребной винт (в); часть ГВ с наложенной конечно-элементной сеткой (г)
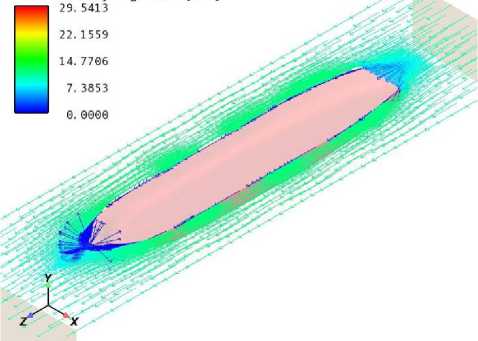
Для оценки давления на лопасти ГВ разработана расчетная модель и выполнен гидродинамический расчет. Расчетная модель (рис. 3) представляет собой замкнутую область с заданными начальными и граничными условиями на поверхности замкнутой области. При моделировании корпуса судна с ГВ поверхностно-модифицированным сплавом с ЭПФ в потоке жидкости были созданы неподвижные расчётные призматические объемы, окружающие корпус судна. Гидродинамический расчёт судна был произведён в программах ANSYS Fluent Flowizard 2.1.8, ANSYS Fluent 6.3 (рис. 3). Для анализа НДС выполнено конечноэлементное моделирование [9].
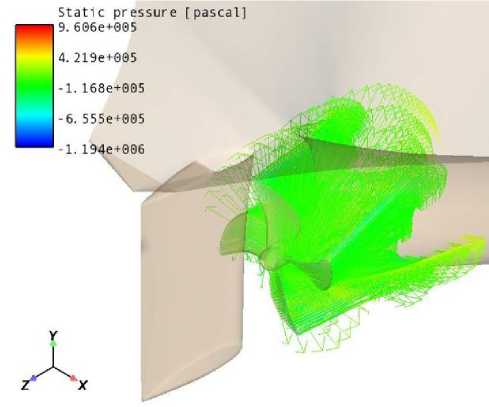
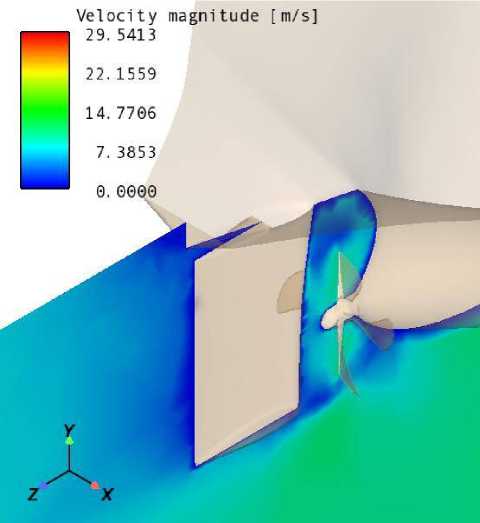
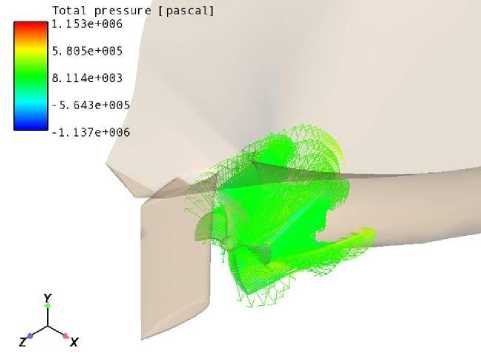
Рис. 3. Расчёт скорости судна и давления на ГВ, т/х «NS Concord»
Размеры для всех расчётных областей принимались следующие: L=1,6 Lдс, В=2,4 Вшс,
H=2,1 Hшс, D=1,3 Dгв, Lвро=0,4 Dгв, Lсро=1,6 Lдс, где Lдс – длина судна 244 м; Вшс – ширина суд-
Velocity magnitude [ m/sl
на 42 м; H шс – высота судна 21 м; D гв – диаметр ПМСЭПФ гребного винта 7,2 м; L вро – длина вращающейся вокруг гребного винта расчётной области; L сро – длина стационарной расчётной области вокруг корпуса корабля. Это соответствует: L=390,4 м; В=100,8 м; H=44,1
м; D=9,36 м; L вро =2,88 м; L сро =390,4 м
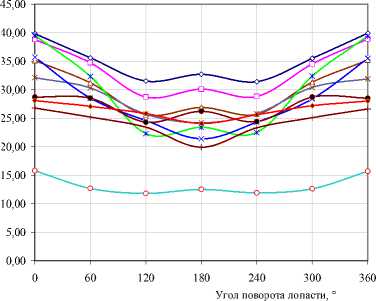
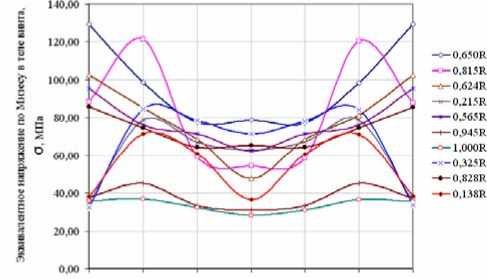
Для гидродинамического анализа ГВ за- давался поток однородной несжимаемой жидкости плотностью ρ=998,2 кг/м3, который был направлен параллельно оси вращения ГВ от входной плоскости параллелепипеда к выходной [9]. На рис. 2г представлена часть ГВ с наложенной конечно-элементной сеткой. Для количественной оценки НДС лопастей ГВ в потоке жидкости было использовано эквива- лентное напряжение по Мизесу. Изменение величины эквивалентного напряжения в процессе вращения гребного винта для нагнетающей и засасывающей поверхности лопасти представлены на рис. 4. Анализ НДС лопастей ГВ в основном материале и в покрытии показал, что эквивалентные напряжения по Мизесу в покрытии, как с аустенитной, так и мартенситной структурой, значительно ниже напряжений в основном металле.
Нагнетающая поверхность лопасти
0,700R
0,815R
0,624R
0,215R
0,565R
—I— 0,945R
1,000R
0,325R
—•— 0,828R
—*—0,138R
О 60 120 180 240 300 360
Угол поворота лопает. 0
Засасывающая поверхность лопасти
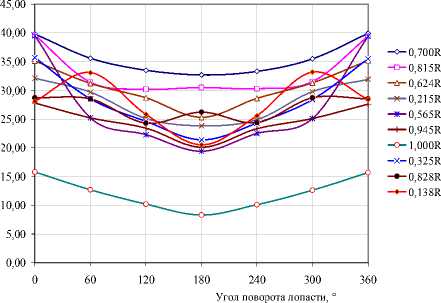
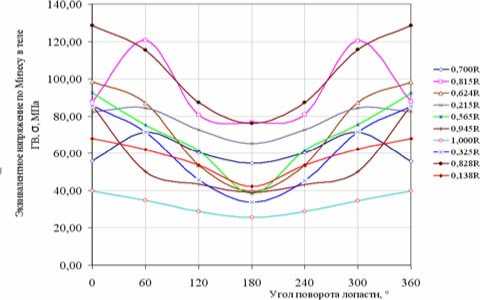
Рис. 4. Распределение эквивалентных напряжений т/х « NS Сoncord » в поверхностно-модифицированном слое и в теле ГВ в процессе вращения
Для замедления процесса накопления повреждений при циклическом нагружении целесообразно использовать поверхностное модифицирование материалом с ЭПФ. Формирование наноструктурированных поверхностных слоев из материала с ЭПФ на основе TiNi производилось, плазменным напылением механически активированного порошка на модернизированной установке УПУ-3Д. В качестве материала основы использовалась сталь 08Х14НДЛ, широко применяемая для ГВ. Для поверхностного модифицирования использовали порошок никелида титана ПН55Т45. Механоактивацию осуществляли в высокоскоростной шаровой мельнице (аттриторе), со стальной мешалкой и стальными шарами ∅ 6 мм, в защитной атмосфере. Скорость вращения мешалки составляла 900 мин-1, отношение массы шаров к массе загрузки порошка составляло 20:1. После механоактивации порошок TiNi имел размеры частиц 0,9-7,0 мкм. Для повышения прочности сцепления покрытия с подложкой проводили предварительную дробеструйную обработку поверхности. При напылении порошка ПН55Т45 на сталь предварительно наносили порошок чистого никеля ПНК1-ВЛ7, имеющего неограниченную растворимость с железом, что обеспечило хорошую адгезию (54-57 МПа). После плазменного напыления покрытия подвергались механической обработке, ТО (гомогенизирующий отжиг в инертной среде) и ТМО поверхностным пластическим деформированием [6].
Полученное TiNi покрытие имеет нано-размерную структуру (размер зерна 15-140нм) с микротвердостью 11,2-11,8 ГПа. На основе рентгенофазового анализа установлено, что после отжига при температуре 1073К покрытие
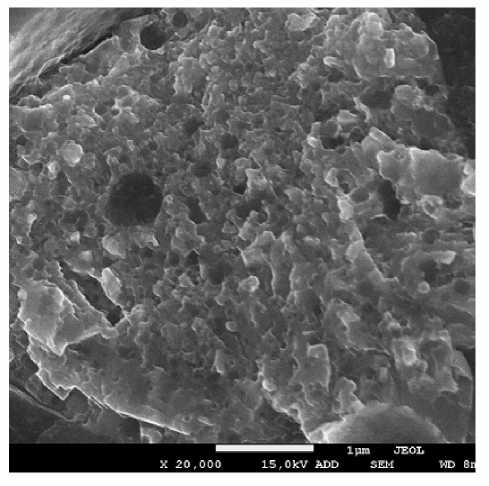
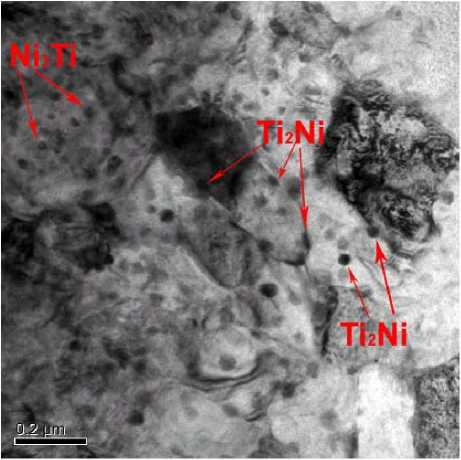
TiNi имеет следующий фазовый состав: фаза В19' ≈ 34,5-35%, фаза B2 ≈ 45,5-46%, Ti 3 Ni 4 ≈ 18-18,5%, TiO + NiTiO 3 менее 1,5%. Для обеспечения определенного уровня реактивных напряжений и обратимой деформации, определяющих формовосстановление поверхностных слоев из сплавов с ЭПФ, производилось ППД обкаткой и термоциклирование в условиях повышенных и комнатных температур. Структуры покрытия TiNi полученные после плазменного напыления, ТО и обкатки представлены на рис. 5.
а)
б)
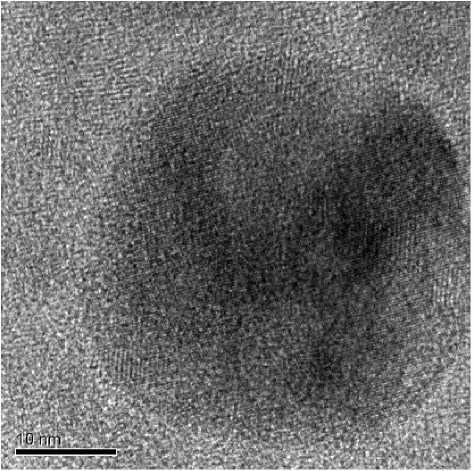
Рис. 5. а) – наноразмерное TiNi покрытие, полученное плазменным напылением механоак-тивированного порошка, ×20000; б) – электронно-микроскопические изображения фаз Ti 3 Ni 4 , Ni 3 Ti, Ti 2 Ni, расположенных среди аустенитной В2 фазы, ×100000; в) – твидовый электронно-микроскопический контраст, ×150000
Исследование функционально-механических свойств образцов из стали 08Х14НДЛ с покрытием TiNi осуществлялось в процессе испытания на многоцикловую усталость при изгибе с вращением в условиях воздействия морской воды на машине МУИ-6000 в соответствии с ГОСТ 19533-74 и 25.502-79. Результаты испытаний образцов без покрытия и после поверхностного модифицирования TiNi на воздухе и в морской воде (рис. 6) показывают, что поверхностное модифицирование приводит к замедлению процесса накопления повреждений и повышению предел выносливости стали 08Х14НДЛ на воздухе на 36,5%; в морской воде – на 65%. В основе повышения долговечности материала с поверхностным слоем из материала с ЭПФ на основе TiNi при циклическом нагружении лежит эффект псевдоупругости.
Повышение долговечности стали поверхностным модифицированием сплавом TiNi объясняется особым механизмом деформирования. При сравнительно небольших напряжениях цикла доминирующим механизмом деформации в поверхностном слое является механизм, в результате которого при частичной разгрузке образца появление пластических деформаций резко снижается. При этом частично может происходить «залечивание» образовавшихся дефектов, свойственное материалам с ЭПФ.
Механизм «залечивания» заключается в изменении поля напряжений вблизи микроконцентраторов и в результате происходит либо согласованная переориентация пластин мартенсита напряжения, либо обратное превращение и зарождение мартенсита в новом месте. Структура тем самым подстраивается под внешнее воздействие, предотвращая зарождение трещин.
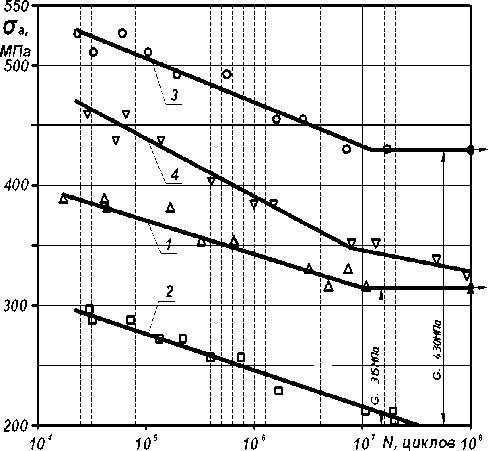
Рис. 6. Кривые многоцикловой усталости стали 08Х14НДЛ: без покрытия на воздухе (1); без покрытия в морской воде - (2); после поверхностного модифицирования TiNi на воздухе – (3); после поверхностного модифицирования TiNi в морской воде - (4)
С точки зрения структуры металла усталостная прочность определяется, прежде всего, энергией, необходимой для зарождения трещины, и скоростью ее распространения. Плазменное напыление, как средство модификации поверхностного слоя влияет, в первую очередь, на процесс зарождения микротрещин. Механизм такого влияния, вероятно, связан как с наноструктурированием поверхностного слоя, вызванным особенностями технологического процесса формирования (быстрый нагрев 10-3-10-4с и более быстром охлаждении на подложке 10-3-10-6с), так и с особенностями химического и фазового состава, обеспечивающего проявление ЭПФ. Экспериментальные исследования образцов с поверхностным слоем TiNi подтвердили повышение коррозионной стойкости в морской воде и имитирующих ее растворах и износостойкости в 3-3,5 раза.
Выводы:
-
- на основе проведенного анализа повреждаемости ГВ морских судов установлено, что основными причинами снижения ресурса являются коррозионные, эрозионные повреждения и образование усталостных трещин;
-
- показана целесообразность использования поверхностного модифицирования материалами с ЭПФ на основе Ti-Ni для обеспечения надежности ГВ, как ресурсосберегающей технологии;
-
- выполненный анализ НДС гребного винта с поверхно-модифицированным слоем на основе Ti-Ni показал снижение напряжений в поверхностном слое по сравнению с основным металлом, как с мартенситной, так и аустенитной структурой;
-
- экспериментально установлено, что формирование нанокристаллической структуры определенной дисперсности позволяет получить предельно высокий для данного сплава Ti-Ni комплекс функциональных свойств: повышение предела выносливости, коррозионной стойкости и износостойкости.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (гранты 1.2.1 / 6702; 1.2.1 / 9446)
Список литературы Формирование поверхностных наноструктурированных слоев из материалов с ЭПФ на деталях машиностроительного назначения как основа ресурсосберегающих технологий
- Луценко, В.Т. Конструктивно-технологическое обеспечение надежности элементов подводной части морских судов. Закономерности распределения эксплуатационных повреждений и затраты на поддержание надежности движительно-рулевых комплексов. -Владивосток, Изд-во ДВГТУ, 2007. 126 с.
- Научные основы повышения малоцикловой прочности/под ред. Н.А. Махутова. М.: Наука, 2006. 602 с.
- Бледнова, Ж.М. Поверхностное модифицирование материалами с эффектом памяти формы/Ж.М. Бледнова, Н.А. Махутов, М.И. Чаевский. -Краснодар: Издательский дом Юг, 2009. 383 с.
- Крашенинников, С.В. Исследование особенностей формирования и свойств интерметаллидных покрытий систем Ti-Cu и Ti-Ni на поверхности стальных деталей/Автореферат дис. к.т.н…..Волгоград, 2006. 19 с.
- Сплавы с эффектом памяти формы/под. ред. Х. Фунакубо: пер. с японского. М.: Металлургия, 1990. 224 с.
- Бледнова, Ж.М. Формирование наноструктурированных поверхностных слоев плазменным напылением механоактивированных порошков из сплавов с ЭПФ/Ж.М. Бледнова, П.О. Русинов//Российские нанотехнологии. 2010. Т. 5, № 3-4. С. 58-64.
- Прокошкин, С.Д. Исследование влияния параметров электроимпульсного воздействия при деформации на структуру и функциональные свойства сплава Ti-Ni с памятью формы/С.Д. Прокошкин, В.В. Столяров, А.В. Коротицкий и др.//ФММ. 2009. Т. 108, № 6. С. 649-656.
- Русинов, П.О. Формирование поверхностных слоев из материалов с эффектом памяти формы в условиях плазменного напыления/Автореферат дис. к.т.н. …Краснодар, 2010. 22 с.
- Blednova, J.M. Fem Based Methodology for stress State Analysis of the propeller blade plated with nickel-titanium SMA/J.M. Blednova, N.A. Mahutov, R.A. Pochinkov, P.O. Rusinov//Enginering & Automation. 2010. № 1. P. 110-119.
