Формирование сварного соединения импульсным лазерным излучением с регулируемым пространственным распределением мощности

Автор: Мурзин С.П., Артюшина В.И.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Лазерная техника и технология
Статья в выпуске: 2 т.8, 2006 года.
Бесплатный доступ
Регулирование пространственного распределения мощности при формировании сварного соединения лазерным излучением позволяет устранить такие дефекты, как углубления на поверхности, трещины, поры и др. Достигается увеличение площади продольного сечения шва и, как следствие, прочности соединения. Сохраняется малая площадь поперечного сечения шва, что является основным преимуществом получения ограниченных по ширине сварных швов с минимальной деформацией изделий. При сварке встык деталей из жаростойких и жаропрочных сплавов применение разработанных технологий позволяет увеличить прочность сварного соединения до значения (600…635)•106 Па, т.е. на 10…20 %.
Короткий адрес: https://sciup.org/148197829
IDR: 148197829 | УДК: 621.791.72
Formation of welded connection by pulse laser radiation with adjustable spatial distribution of capacity
Regulation spatial distribution of capacity at formation of welded connection by laser radiation allows to remove such defects, as deepenings on a surface, cracks, time, etc. The increase in the area of longitudinal section of a seam and, as consequence, durabilities of connection is reached. The small area of crosssection section of a seam that is the basic advantage of reception of the welded seams limited on width with the minimal deformation of products is kept. At welding end-to-end details from heat resisting and heat resisting alloys application of the developed technologies allows to increase durability of welded connection up to value (600…635)·106 Pa, i.e. on 10 … 20 %
Текст научной статьи Формирование сварного соединения импульсным лазерным излучением с регулируемым пространственным распределением мощности
Самарский государственный аэрокосмический университет
Регулирование пространственного распределения мощности при формировании сварного соединения лазерным излучением позволяет устранить такие дефекты, как углубления на поверхности, трещины, поры и др. Достигается увеличение площади продольного сечения шва и, как следствие, прочности соединения. Сохраняется малая площадь поперечного сечения шва, что является основным преимуществом получения ограниченных по ширине сварных швов с минимальной деформацией изделий. При сварке встык деталей из жаростойких и жаропрочных сплавов применение разработанных технологий позволяет увеличить прочность сварного соединения до значения (600…635)•106 Па, т.е. на 10…20 %.
Лазерная сварка характеризуется высокой концентрацией энергии – плотность мощности сфокусированного лазерного излучения достигает q = 109 – 1010 Вт/м2. При этом, несмотря на то, что поверхность практически всех конструкционных металлических сплавов поглощает менее 10% падающего на них излучения, происходит ее быстрый локальный нагрев, плавление и частичное испарение металла. Лазерную сварку подразделяют на сварку материалов малых толщин и сварку с глубоким плавлением, принципиально отличающиеся по механизму образования сварного соединения. Лазерным лучом возможна сварка практически всех основных групп конструкционных материалов, т. е. сталей, титановых сплавов, алюминиевых и магниевых сплавов, тугоплавких и разнородных материалов. Эффективна сварка сталей и сплавов, склонных к образованию холодных и горячих трещин. Благодаря созданию благоприятной схемы кристаллизации возможна сварка без трещин углеродистых сталей. Удовлетворительно свариваются аустенитные высоколегированные нержавеющие стали, сварка которых обычными методами затруднена. Наибольший эффект достигается при лазерной сварке жаропрочных никелевых сплавов.
При сварке материалов малых толщин реализуется механизм теплопроводности: попадающая на поверхность энергия вслед- ствие теплопроводности материала распространяется на определенную глубину и нагревает его на этой глубине до температуры плавления. Наиболее общими критериями, определяющими качество сварного соединения, являются: геометрические размеры шва или литой зоны; механические свойства соединения; наличие внутренних и внешних дефектов; химический состав и структура шва. В процессе сварки главной задачей является необходимость сформировать сварное соединение требуемой геометрии, т. е. получить сварной шов. Основными параметрами, определяющими размер литой зоны в поперечном сечении, являются глубина hл плавления и ширина (диаметр dл ) литой точки. От оптимальности размеров литой зоны зависят свойства сварного соединения. Сварные точечные соединения с малым коэффициентом формы шва ул = hл (dл < 0,5...0,7, т. е. с развитой площадью поперечного сечения, наиболее благоприятны с точки зрения прочностных свойств [1 и др.], поэтому целесообразно уменьшать параметр ψл . Однако с увеличением энергии импульса Eи диаметр dл литой зоны увеличивается только до тех пор, пока не начнут образовываться выбросы металла. В процессе импульсной лазерной свар- ки на повышенном режиме возникают различные дефекты (углубления на поверхности, трещины, поры и др.). На рис. 1 представлена структура в зоне точечной лазерной сварки стальных деталей [1].
Если изменение параметров режима не позволяет устранить эти дефекты, то используют присадочные материалы, дополнительно вводимые в зону сварки и переплавляемые вместе с материалом детали, что не всегда целесообразно.
При расчете тепловых процессов лазерной сварки проводится анализ задач плавления и последующего затвердевания поверхностного слоя тел под действием излучения. Основной целью расчетов является определение температурного поля и координат границы плавления в заданный момент времени.
Для оценочных расчетов разница между значениями температуры, полученными из линейной и нелинейной математических моделей, в ряде случаев оказывается не слишком большой (например, для низкоуглеродистых сталей эта величина не превышает 5…15%). Поэтому линейные модели расчета температурных полей при воздействии концентрированных потоков энергии получили достаточно широкое распространение, особенно для описания тепловых процессов лазерной сварки.
При рассмотрении пространственных задач теплопроводности для процессов лазерной сварки продолжительностью т и ~ 10 -3 с используют следующие допущения.
-
- для проведения расчетов температур-
- Рис. 1. Структура в зоне точечной лазерной сварки стальных деталей [1]:
1 – исходный материал; 2 – литая зона ного поля при сварке импульсным лазерным излучением используют среднее значение поглощательной способности A по соответствующему интервалу температур.
-
- пространственно-временная структура теплового источника от действия лазерного излучения представляется постоянным во времени импульсом, распределенным по поверхности материала;
-
- теплофизические характеристики каждого материалов не зависят от температуры (усредняются в выбранном диапазоне значений температур), теплоотдачей с нагреваемых поверхностей α пренебрегают, учитывается удельная теплота плавления материалов Lm ;
-
- для проведения оценочных расчетов координат границы плавления при лазерной сварке считается, что в жидкой фазе устанавливается турбулентное течение, определяющее гидродинамический характер теплопередачи в расплаве, приводящий к его быстрому перемешиванию и выравниванию температуры до температуры плавления [2, 3]. Распределение температуры по жидкой фазе в этом случае считается неизменным и двухфазная задача сводится к однофазной задаче по определению температуры в твердой фазе с нелинейными граничными условиями. Положение границы фазового перехода определяется положением изотермы температуры плавления, учитывается удельная теплота плавления материала.
С учетом принятых допущений проведен оценочный расчет координат границы плавления при сварке встык пластин из жаростойкого и жаропрочного сплава на никелевой основе ХН60ВТ толщиной H 2 = 0,4^ 10 -3 м.
Формирование сварного соединения с помощью полосового энергетического источника предоставляет возможность увеличить площадь продольного сечения шва и, как следствие, прочность соединения [4]. Сохраняется малая площадь поперечного сечения шва, которая является характерной особенностью лазерных сварных соединений, определяющей их основное преимущество – возможность получения ограниченных по ширине сварных швов с минимальной дефор- мацией изделий.
На рис. 2 приведена структура металла шва в поперечном сечении зоны лазерной сварки жаростойкого и жаропрочного сплава на никелевой основе ХН60ВТ. По границам и внутри зерен сложнолегированного твердого раствора в исходной структуре имеются включения карбидов. При лазерном плавлении происходит растворение карбидов, литая зона имеет однородную структуру без пустот и раковин, что указывает на высокую работоспособность сварного соединения.
При сварке встык деталей из таких материалов, как ХН60ВТ и ХН70ЮШ, применение разработанных технологий позволяет увеличить площадь продольного сечения сварной точки в 3…5 раз. Оценка прочностных свойств соединений, выполненных сваркой импульсным лазерным излучением с регулируемым пространственным распределением мощности, проводилась при статическом нагружении образцов из сплавов ХН60ВТ и ХН70ЮШ. Установлено, что максимальная разрушающая нагрузка при проведении испытаний на статическую прочность сварной точки возрастает до значения P = (8,2…8,6)∙102 Н. Прочность сварного соединения повышается до значения (600…635)∙106 Па, т.е. на 10…20 %.
Экспериментальные исследования по отработке режимов лазерной сварки позволили разработать следующие рекомендации. Тип лазерного сварного соединения должен отвечать особенностям лазерной технологии. Например: необходимо обеспечить подвод излу-
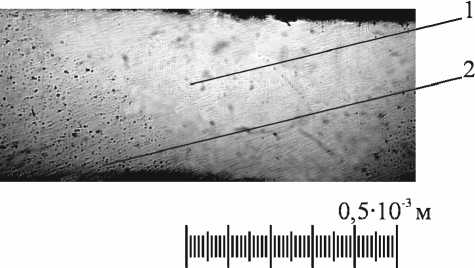
Рис. 2. Структура металла шва в поперечном сечении зоны лазерной сварки жаростойкого и жаропрочного сплава на никелевой основе ХН60ВТ: 1 – область плавления; 2 – исходная структура чения к месту сварки и надежную защиту шва от окисления. Сварка деталей встык представляется наиболее целесообразной, т.к. при этом удается реализовать одно из преимуществ лазерной сварки – возможность получения достаточно ограниченных по ширине сварных швов с минимальной деформацией изделия.
Все швы могут выполняться как прямолинейными, так и круговыми. Специфической особенностью лазерной сварки является возможность сварки в труднодоступных местах. При проектировании деталей с учетом лазерной сварки можно предусматривать соединения, находящиеся вне оси лазерного луча. Например: сварка емкостей; сварка в узких каналах, трубах и др.
Допустимые величины зазора δ л или перекоса свариваемых кромок следующие. При сварке материалов толщиной более 10-3 м зазор δ л не должен превышать (0,2…0,3)∙10-3 м, а перекос кромок должен быть не более 0,5∙10-3 м или 20…25% толщины материала. При сварке внахлест зазор между пластинами должен быть не более 0,2…0,3 мм. В случае сварки кольцевых швов отклонение от перпендикулярности свариваемой кромки относительно оси детали должно быть на таком уровне, чтобы отклонение луча от стыка было в пределах (0,2…0,3)∙10-3 м. Биение по диаметру должно быть в пределах 0,5∙10-3 м для короткофокусных линз и до (2…3)∙10-3 м для длиннофокусных линз. Те же требования относятся и к прямолинейности сборки стыковых швов на плоскости [5]. Для обеспечения указанных требований по сборке, кроме подготовки кромок, требуется применение сборочных приспособлений, зажимных и прижимных устройств необходимой точности.
Лазерную сварку с регулируемым пространственным распределением мощности излучения можно рекомендовать также при изготовлении деталей из листовых материалов переменной толщины, из трудносварива-емых и разнородных материалов.
По сравнению с традиционными способами достигается значительное упрощение технологии изготовления сварных конструкций за счет выполнения сварки в виде зак- лючительного процесса без последующих операций механической обработки либо правки для достижения требуемой точности.
Наиболее перспективна сварка крупногабаритных конструкций малой жесткости с труднодоступными швами, при этом, в отличие от электронно-лучевой сварки, не требуется вакуумирования.
Выводы
Формирование сварного соединения с помощью полосового энергетического источника предоставляет возможность увеличить площадь продольного сечения шва и, как следствие, прочность соединения. Сохраняется малая площадь поперечного сечения шва, которая является характерной особенностью лазерных сварных соединений, определяющей их основное преимущество – возможность получения ограниченных по ширине сварных швов с минимальной деформацией изделий.
При сварке встык деталей из таких материалов, как ХН60ВТ и ХН70ЮШ, применение разработанных технологий позволяет увеличить площадь продольного сечения сварной точки в 3…5 раз. Прочность сварного соединения повышается до значения (600…635)∙106 Па, т.е. на 10…20 %. Разработаны рекомендации по применению лазер- ной сварки с регулируемым пространственным распределением мощности излучения. Последующие операции механической обработки либо правки для достижения требуемой точности при выполнении лазерной сварки в данном случае не требуются.
Список литературы Формирование сварного соединения импульсным лазерным излучением с регулируемым пространственным распределением мощности
- Андрияхин В.М. Процессы лазерной сварки и термообработки. М.: Наука, 1988.
- Лазерная и электронно-лучевая обработка материалов: Справочник/Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. М.: Машиностроение, 1985
- Гуреев Д.М., Ямщиков С.В. Основы физики лазеров и лазерной обработки материалов: учеб. пособие. Самара: Изд-во “Самарский университет”, 2001.
- Мурзин С.П., Клочков С.Ю. Расчет пространственного распределения мощности лазерного излучения для формирования требуемого энергетического воздействия//Известия Самарского научного центра РАН.-2005.-Т.7.-№2.
- Головко Л.Ф., Дувейк Д., Орешник В.И. Обеспечение качества слоев, полученных лазерной наплавкой или упрочняющей обработкой//Автоматическая сварка.-2001.-№12.
