Формоизменение металла при шаговой прокатке прямым и обратным ходом

Автор: Коваль Г.И.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 13 (85), 2007 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/147156558
IDR: 147156558 | УДК: 621.741.25
Текст статьи Формоизменение металла при шаговой прокатке прямым и обратным ходом
Для разработки калибровки прокатных валков и определения технологических параметров мгновенного очага деформации при прокатке двумя взаимно-перпендикулярными парами валков, одна из которых деформирует прямым ходом, а другая обратным ходом [1, 2], необходимо знать геометрию конуса деформации (переходного участка от исходной заготовки к готовому профилю), который является исходным профилем, задаваемым в валки в каждом шаге деформации.
Рассмотрим изменение формы конуса деформации при установившемся процессе прокатки со свободными концами заготовки. Рассмотрение начнем при условии выкатки на заготовке одинаковых конусов деформации 1, 2 одинаковой высоте исходной заготовки и получаемого профиля со стороны обеих пар валков (рис. 1).
При этом учитываем, что при прокатке прямым ходом подача заготовки равна т, а при прокатке обратным ходом тХ для обеспечения равенства смещаемых объемов подачи с прокаткой прямым ходом. Суммарный смещаемый объем при прямом и обратном ходе равен тН^Во = тХНхВх.
Прокатку начнем парой валков, деформирующей прямым ходом по стороне Во, В. при подаче т. После прокатки указанной парой валков на заготовке выкатывается конус деформации 3. Предположим, что передний конец заготовки со стороны готового профиля получит линейное смещение равное половине смещаемого объема за „ w(A-l)
вычетом самой подачи, то есть —-—. Конус деформации по стороне Но, Нх займет положение 4.
Пара валков, деформирующая обратным ходом по стороне Но, Нх начнет деформацию калибрующим участком из точки А до точки Б. Расстояние между этими точками равно тХ. После деформации указанной парой валков на заготовке по стороне Но, Нх выкатается конус деформации 5. При этом предположим, что задний конец заготовки получит также смещение, равное половине смещаемого объема за вычетом самой подачи т(Х-1) -------. Конус деформации по стороне Во, Вх займет положение 6.
Далее пара валков, деформирующая прямым ходом, после подачи заготовки на величину т и обжатия выкатает на стороне Во, Вх конус деформации 7. Передний конец заготовки получит ли-
„ т(Х-1)
неиное смещение —-— и конус деформации на стороне Но, Нх займет положение 8.
Затем пара валков, деформирующая обратным ходом, выкатает конус деформации 9, задний ко-т(Л -1) нец заготовки сместится на величину ------ и
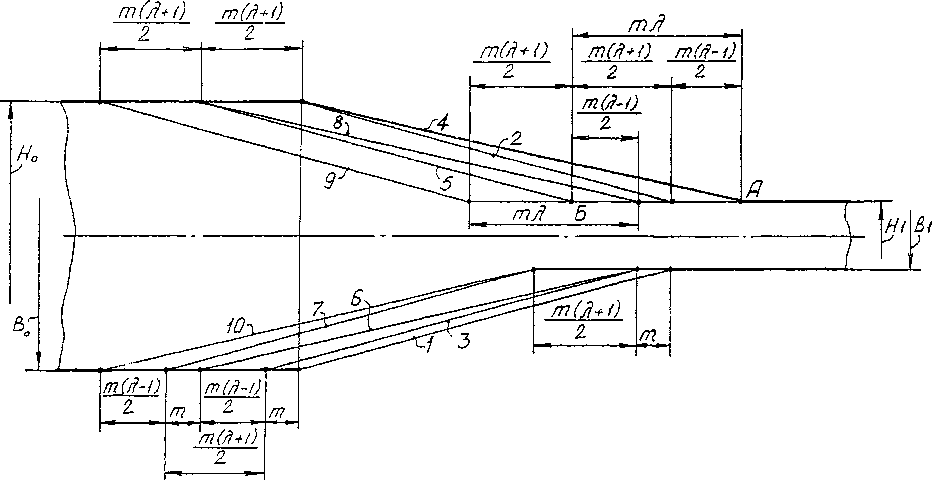
Рис. 1. Изменение формы конуса деформации
конус деформации по стороне Во, В> займет положение 10.
Дальнейшая прокатка аналогична описанному выше.
Таким образом, после прокатки обратным ходом (перед прокаткой прямым ходом) конус деформации со стороны валка, деформирующего обратным, будет иметь форму 2 (рис. 2), а конус деформации со стороны валка, деформирующего прямым ходом, будет иметь форму 4.
Во время деформации прямым ходом металл конусов деформации будет смещаться в сторону готового профиля. Мгновенные значения линейного смещения обозначены Amt. В результате этого линии входа металла в валки, деформирующие прямым ходом, будут занимать положения 5, а конус деформации со стороны валка, деформирующего обратным ходом, положение 1. Положение линии 1 определяет ширину мгновенного очага деформации на входе металла в валки, деформирующие прямым ходом. Конус деформации со стороны валка, деформирующего прямым ходом, после деформации прямым ходом займет положение 3.
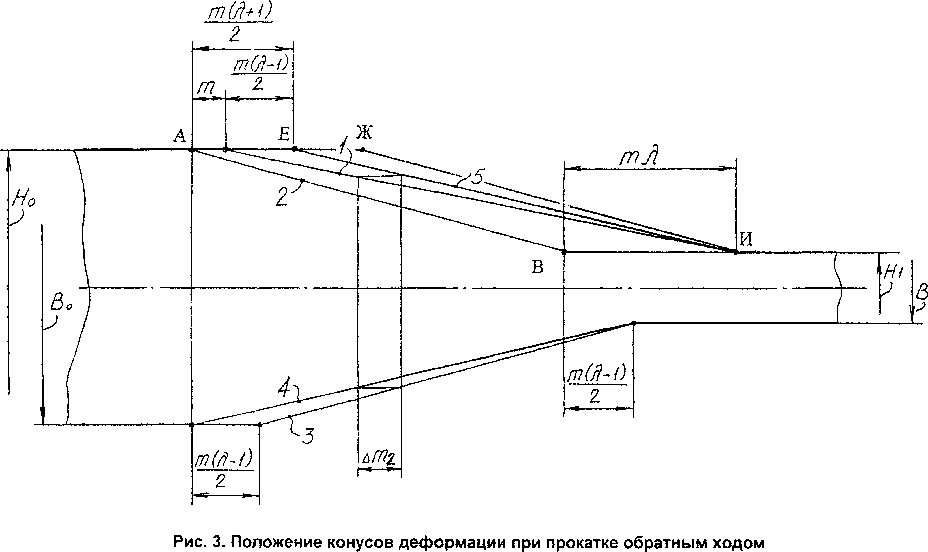
Конус деформации после прокатки прямым ходом (перед прокаткой обратным ходом) со стороны валка, деформирующего прямым ходом, будет иметь форму 3 (рис. 3), а конус деформации со стороны валка, деформирующего обратным ходом, будет иметь форму 5.
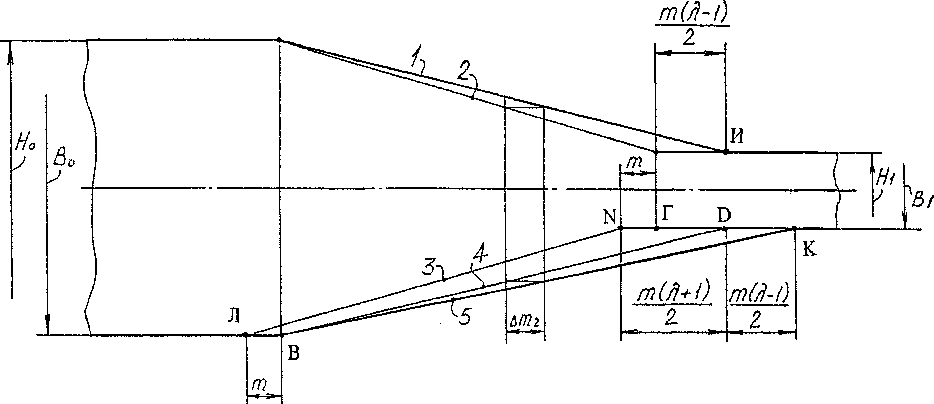
Рис. 2. Положение конусов деформации при прокатке прямым ходом
Коваль Г.И.
Во время деформации обратным ходом металл конусов деформации 5 и 3 будет смещаться в сторону исходной заготовки. Мгновенное значение линейного смещения обозначено Дт2- Линии входа металла в валки, деформирующие обратным ходом, займут положения 1. Конус деформации со стороны валка, деформирующего прямым ходом, займет положение 4. Положение линии 4 определяет ширину мгновенного очага деформации на входе металла в валки, деформирующие обратным ходом.
Анализ формоизменения металла при рассматриваемом процессе шаговой прокатки показывает, что при прокатке прямым ходом (см. рис. 2) объем подач JIBDN превышает проектный объем подачи V = mHJ3f> на объем, ограниченный линией BFD. При прокатке обратным ходом (см. рис. 3) объем подачи АЕИВ меньше проектного объема подачи У= mXHBt на объем, ограниченный линией ЕЖИ.
Тогда при прокатке прямым ходом линейное
/и(Л-1) смещение металла будет больше проектного------- и точка И переместится в сторону готового про- т(Л-1) филя на величину, превышающую -----, уве личив объем подачи, деформируемый при прокатке обратным ходом.
При прокатке обратным ходом линейное смещение будет меньше проектного и точка В пе реместится в сторону исходной заготовки на вели-т(Х -1) чину меньшую ——-— .
Тогда объем подачи, деформируемый при прокатке прямым ходом, уменьшится.
Можно предположить, что в последующих циклах прокатки путем последовательных увеличений объемов подачи при прокатке обратным ходом и уменьшений объемов подачи при прокатке прямым ходом объемы подачи при прямом и обратном ходе выровняются и станут равными проектным объемам.
Для проверки указанных особенностей формоизменения намечено проведение экспериментальных исследований на опытном стане.
Таким образом, показаны закономерности формоизменения металла конусов деформации при шаговой прокатке прямым и обратным ходом, без учета которых невозможен расчет калибровки прокатных валков, разработка методов расчета геометрических параметров мгновенных очагов деформации.
Список литературы Формоизменение металла при шаговой прокатке прямым и обратным ходом
- Пат. 2252880. Российская Федерация. Способ шаговой прокатки. -2005. -№ 15.
- Коваль Г.И. Основы нового способа шаговой прокатки/Г.И. Коваль//Вестник ЮУрГУ. Серия «Металлургия». -2005. -Вып. 6. -№ 10 (50). -С. 72-76.
