Формование изделий из радиопрозрачных материалов с использованием СВЧ-излучения

Автор: Морозов Геннадий Александрович, Морозов Олег Геннадьевич, Насыбуллин Айдар Ревкатович, Самигуллин Рустем Разяпович, Шакиров Альберт Султанович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность изделий и материалов
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В работе приводятся сравнение технологии формования изделий из термореактивных полимеров, стекла. Приводятся результаты формования изделия заданной формы в СВЧ-поле.
Свч-нагрев, формование, полимер, термореакт, стекло
Короткий адрес: https://sciup.org/148200650
IDR: 148200650 | УДК: 621.365.5
Formation the products from radio transparent materials with microwave radiation use
In work are resulted the comparison of technology of formation the products from thermosetting polymers, glasses. Results of formation the product of the set form in microwave field are resulted.
Текст научной статьи Формование изделий из радиопрозрачных материалов с использованием СВЧ-излучения
Морозов Олег Геннадьевич, доктор технических наук, профессор, заведующий кафедрой телевидения и мультимедийных систем
Насыбуллин Айдар Ревкатович, ассистент кафедры телевидения и мультимедийных систем
Абсолютное число технологических процессов подразумевает осуществление операции нагрева. Таковыми являются процессы формования и переработки различных отходов, которые могут выступать в качестве исходного сырья для изготовления новых изделий. В настоящей работе рассматривают-сяпроцессы и методы формования листовых диэлектрических материалов при использовании СВЧ-обработки.
Процессы формования. Применительно к термореактивным полимерным материалам (стеклопластики, углепластики и др.) на качество конечной продукции наибольшее влияние оказывает два основных этапа: плавление и твердение. На этапе плавления происходит расплавление полимерного связующего и последующее образование полимерной матрицы. На этапе твердения происходит закрепление изделия в требуемой форме. Наиболее сложным является этап твердения. На данном этапе вслед за плавным снижением температуры происходит температурное сжатие размеров изделия. В данном процессе происходит сжатие не только самого изделия, но и формы, в которой происходит формовка. В зависимости от температурных коэффициентов линейного расширения материалов заготовки и формы возможно возникновение внутренних напряжений в изделии, что снижает его качество. При значительном различии коэффициентов линейного расширения возможно полное разрушение либо формы для формования изделия, либо заготовки изделия. Приведенные варианты являются неприемлемыми, поскольку увеличивают как себестоимость, так и время изготовления готовой продукции.
Данные процессы во многом схожи с процессом изготовления автомобильных стекол, в первую очередь закаленного стекла (сталинит) [7]. Способ изготовления такого стекла заключается в методе специальной термообработки, при которой стекло вначале равномерно нагревают (этап формообразования), а потом равномерно и быстро охлаждают воздушным потоком (этап фиксации формы). Нагревание происходит приблизительно до 650°С, затем охлаждается воздушными струями так, чтобы поверхности охлаждались быстрее, а внутренняя сердцевина - более медленно. При этом создаются высокие поверхностные напряжения, придающие стеклу повышенную механическую прочность и термостойкость. Перепад температур в процессе закалки приводит к появлению зон концентрации механических напряжений в автостекле. Результатом появления зон концентрации механических напряжений приводит к снижению механической прочности. В результате несильный удар по этим областям способно привести к полному разрушению сталинита.
Важно заметить, что появление зон концентрации механических напряжений могут быть вызваны не только перепадом температур, но также и механическим воздействием формующей оснастки на заготовку изделия в процессе твердения. Это приводит к необходимости исследования и разработки технологии, которая позволит снизить влияние формы для изготовления на готовую продукцию. Перспективной технологией, позволяющей получать новые результаты, является технология СВЧ-обработки. Далее приводятся результаты экспериментального исследования процессов формования тестовых образцов стекла при комплексном СВЧ нагреве.
Методы проведения экспериментов. Для формования изделия тестовые образцы нагревали до различных температур. В ходе проведения исследований были реализованы следующие методы формования:
-
- формование в закрытых штампах - нагретую заготовку укладывают в матрицу, после чего под давлением пуансона заготовке придается требуемая форма;
-
- пневмо- и вакуум-формование в матрицу -вакуум создается в объеме, образованном заготовкой изделия и полостью матрицы. При пневмоформовании избыточное давление создается между заготовкой и прижимным кольцом формовочной оснастки;
-
- прессование - наиболее простой способ выработки изделий из стекла или полимеров. При прессовании порцию стекла загружают в корпус пресс-формы. Затем на форму опускают ограничительное кольцо. После этого пуансон начинает прессование, выжимая вязкую стекломассу вверх, в пространство между рабочими поверхностями корпуса, пуансона и ограничительного кольца.
При реализации традиционных способов нагрева в процессе формования стекла используют различные способы конвективного подвода тепла. В приводимых экспериментах реализован комплексный нагрев, а именно сочетание конвективного нагрева с СВЧ-нагревом. Высокоинтенсивное электромагнитное поле нагревает как саму форму, в которой находиться заготовка изделия, так и формуемую заготовку изделия. Данная заготовка также нагревается от формы, которая выполнена из высокотемпературной радиокерамики, способной эффективно поглощать электромагнитное поле, тем самым нагревая заготовку изделия.
Критерием качества для рассматриваемых в данной работе материалов является принятие требуемой формы, а также наличие зон концентрации механических напряжений. Для контроля последних в соответствие с ГОСТ 3519-91 применяют полярископы и поляриметры - предназначенные для определения двойного лучепреломления в плоских заготовках и изделиях из прозрачных и слабо-окрашенных материалов. Поляриметр позволяет получать численную оценку для механических напряжений путем измерения степени поляризации прозрачных и оптических сред. Полярископ в отличие от поляриметра устроен значительно проще, вследствие чего не позволяет измерить степень поляризации, однако позволяет увидеть различия в степени поляризации различных участков материалов из оптически прозрачных сред [6]. Простейший поляриметр состоит из двух скрещенных поляризаторов, способных пропускать свет одной поляризации. Отформованное изделие, содержащее большое число зон концентрации механических напряжений, помещенное между двумя поляризаторами, в проходящем свете будет иметь яркую окраску.
Для количественной оценки качества применен метод гистограммы распределения яркости, широко используемый в технике цифровой фотографии [8]. Суть его заключается в следующем - каждому пикселю на цифровой фотографии соответствует определенное значение яркости. По этим данным строиться гистограмма распределения яркости, где по горизонтальной оси представлена яркость, а по вертикали - относительное число пикселей с данным значением яркости. При этом чем больше участков с различным значением яркости, тем шире гистограмма. Математически данный факт выражается через стандартное отклонение - чем более однородный цвет, тем меньше стандартное отклонение на гистограмме распределения яркости.
Результаты экспериментов. В процессе проведения экспериментов были реализованы 8 различных вариантов формования стекол. Изделие считалось сформованным при достижении поверхности изделия кривизны соответствующей сфере радиусом 300 мм. Размеры тестовых образцов были выбраны равными 60*60 мм. Температурные режимы отличались температурой формования и временем выдержки при заданной температуре (рис. 1).
Параметры рассмотренных вариантов представлены в таблице 1. Каждый обработанный образец помещался в полярископ, фотографировался, полученная фотография подвергалась анализу по гистограмме распределения яркости. Результаты представлены в таблице 2. Примеры обработанных тестовых образцов показаны на рис. 2-3. Соответствующие гисто- граммы распределения яркости показаны на рис. 4-5.
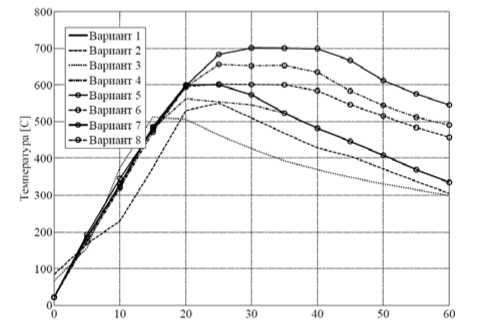
Время [мин]
Рис. 1. Температурные режимы, реализованные в процессе экспериментов
Таблица 1. Параметры вариантов обработки заготовки изделия
|
№ варианта |
Толщина образца, мм |
Те мпе ратура, 0 C |
Время вы-держ-ки при заданной темп., мин. |
Метод формовки |
|
1 |
2 |
600 |
5 |
прессование |
|
2 |
2 |
550 |
5 |
формование в матрицу |
|
3 |
2 |
500 |
5 |
формование в матрицу |
|
4 |
2 |
500 |
10 |
прессование |
|
5 |
4 |
600 |
10 |
формование в матрицу |
|
6 |
6 |
600 |
15 |
формование в матрицу |
|
7 |
2 |
700 |
15 |
в закрытых штампах |
|
8 |
2 |
650 |
15 |
в закрытых штампах |
Таблица 2. Параметры гистограмм распределения яркости при разных режимах
|
Режим |
Стандартное отклонение |
Принятие формы |
|
1 |
27,1 |
да |
|
2 |
26,2 |
да |
|
3 |
25 |
нет |
|
4 |
36,7 |
да |
|
5 |
25,4 |
да |
|
6 |
60,2 |
да |
|
7 |
52,8 |
да |
|
8 |
57,6 |
да |
Результаты, приведенные в таблице 2, показывают, что по критерию минимума стандартного отклонения гистограммы распределения яркости наименьшим количеством зон концентрации механических напряжений обеспечивают режимы 3, 5, 2, 1. При этом образец, обработанный в соответствие с режимом 3, не принял требуемую форму.

Рис. 2. Фотография образца заготовки из стекла для 5 варианта обработки
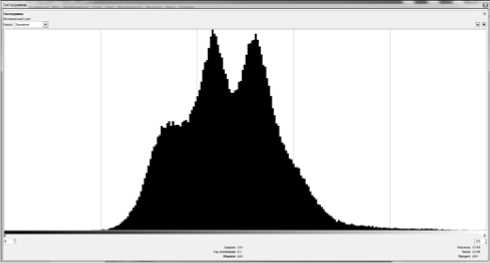
Рис. 3. Гистограмма распределения яркости фотографии образца заготовки из стекла для 5 варианта обработки

Рис. 4. Фотография образца заготовки из стекла для 6 варианта обработки
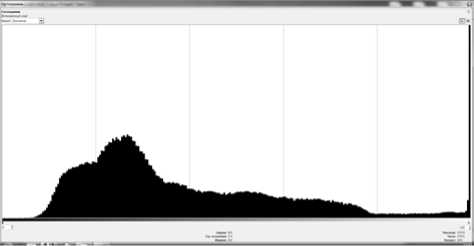
Рис. 5. Гистограмма распределения яркости фотографии образца заготовки из стекла для 6 варианта обработки
Выводы: реализация технологии формования изделий из стекла или термореактивных материалов с использованием СВЧ-обработки происходит при тех же температурах что и технологии, использующие традиционные способы нагрева. Отличие состоит в методе формования. При реализации традиционной технологии наилучшее качество обеспечивает метод формования в закрытых штампах. Использование технологии формования при реализации СВЧ-обработки требует применения другого способа формования, а именно метод формования в матрицу.
Работа проводилась при финансовой поддержке Министерства образования и науки Российской Федерации в рамках государственного контракта №16.513.11.3114.
Список литературы Формование изделий из радиопрозрачных материалов с использованием СВЧ-излучения
- Морозов, Г.А. Низкоинтенсивные СВЧ-технологии (проблемы и реализации)/Г.А. Морозов, О.Г. МОрозов, Ю.Е. Сидельников и др. -М.: Радиотехника, 2003. 112 с.
- Диденко, А.Н. СВЧ-энергетика: Теория и практика/Отв. ред. Я.Б. Данилевич. -М.: Наука, 2003. 446 с.
- Архангельский, Ю.С. Установки диэлектрического нагрева СВЧ установки/Ю.С. Архангельский. -Саратов: Cарат. гос. техн. ун-т, 2008. 343 с.
- Yi, Fang. Microwave sintering of hydroxyapatite ceramics/Yi Fang, Dinesh K. Agrawal, Delia M. Roy, Rustum Roy//J. Mater. Res. 1994. V. 9, N. 1, Jan. P. 180-187.
- Калганова, С.Г. Влияние СВЧ воздействия электромагнитного поля на кинетику отверждения эпоксидной смолы/С.Г. Калганова. -Вестник Саратовского государственного технического университета. 2006. Т. 1. № 1. С. 90-95.
- ГОСТ 3519-91 Материалы оптические. Методы определения двулучепреломления
- http://ru.wikipedia.org/wiki/Сталинит
- Хрящев, Д.А. Об одном методе анализа цифрового изображения с применением гистограмм/Д.А.Хрящев//Вестник Астраханского государственного технического университета. Серия: Управление, вычислительная техника и информатика. 2010. № 1. С. 109-113.
