Гальваническая установка для нанесения покрытий на асимметричном переменном токе

Автор: Деморецкий Дмитрий Анатольевич, Ганигин Сергей Юрьевич, Ибатуллин Ильдар Дугласович, Галлямов Альберт Рафисович, Поляков Григорий Сергеевич, Кретов Сергей Сергеевич, Дурницын Константин Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность изделий и материалов
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В статье описана схема, принцип действия и технические характеристики источника тока для нанесения электрохимических покрытий при стационарных и нестационарных режимах.
Источник тока, асимметричный переменный ток, программно-аппаратурный комплекс
Короткий адрес: https://sciup.org/148200641
IDR: 148200641 | УДК: 620.197;
Galvanic equipment for drawing the coverings on asymmetric alternating current
In article the scheme, principle of action and technical characteristics of a current source for drawing the electrochemical coverings at stationary and non-stationary conditions is described.
Текст научной статьи Гальваническая установка для нанесения покрытий на асимметричном переменном токе
Известно, что качество электрохимических покрытий существенно зависит от формы тока, используемой при их осаждении. В настоящее время наиболее распространены режимы осаждения покрытий на постоянном и импульсном токе, поскольку используемые для этого источники наиболее просты в исполнении. В тоже время имеется множество данных, указывающих на преимущества осаждения покрытий на асимметричном переменном токе. Анализ различных работ в этом направлении [1-3], позволяет констатировать следующие преимущества электроосаждения металлов на асимметричном переменном токе: возможность нанесения покрытий при пониженных температурах; увеличение скорости электролиза и, соответственно, производительности процесса; возможность в широком интервале изменять физико-химические свойства гальванических покрытий; получение более плотных и мелкозернистых покрытий; повышение верхнего предела рабочей плотности тока; снижение внутренних напряжений в покрытии и др.
Механизм интенсификации электрохимических процессов на асимметричном переменном токе объясняется выравниванием концентрации катионов в прикатодном слое за счет периодического анодного растворения, что позволяет повысить верхний предел рабочей плотности тока.
А.И. Ионкин [1] показал, что под действием переменного электрического поля происходит «срывание» гидратных оболочек катионов, что способствует их разряду в катодный полупериод. В работе [2] приведено следующее объяснение процессов, протекающих на асимметричном переменном токе. В течение катодной полуволны происходит рост зерен в соответствии обычными условиями электроосаждения. В анодный полупериод происходит частичное растворение зерен, причем в первую очередь растворению подвергаются наиболее выступающие участки (с наибольшей концентрацией силовых линий), в т.ч. дендриты, благодаря чему электроосаждение ведется тонкими слоями, а покрытие становится более гладким. Таким образом, затрачиваемое на растворение покрытия количество электричества компенсируется [2]: 1) возможностью применения более высоких плотностей тока; 2) улучшением структуры и свойств покрытий; 3) увеличением рассеивающей способности.
Для реализации на практике электроосаждения покрытий на асимметричном переменном токе используются различные методы и устройства [2, 3]. Одним из наиболее простых методов является получение асимметричного переменного тока путем наложения переменного тока на ток однополупериодного выпрямления. Другой способ изменения коэффициента асимметрии (отношения амплитуд токов катодной и анодной полуволны) достигается тем, что часть энергии анодной полуволны рассеивается на регулируемом резисторе. Недостатком обоих технических решений по созданию источника, реализующего асимметричный переменный ток, является невозможность управления его частотой, в то время как частота, наряду с плотностью тока, определяет количество и качество атомных слоев, осаждаемых в течение катодной полуволны. Кроме того, в настоящее время отсутствует промышленные источники асимметричного переменного тока, что делает задачу создания современного автоматизированного технологического оборудования для гальванических производств весьма актуальной.
Для электрохимического серебрения на ас-симетричном переменном токе разработана автоматизированная гальваническая установка, состоящая из двух основных частей - управляющей и силовой. Первая представлена автоматизированной системой управления технологическим процессом (АСУ ТП), структурная схема которой приведена на рис. 1, вторая - источником тока.
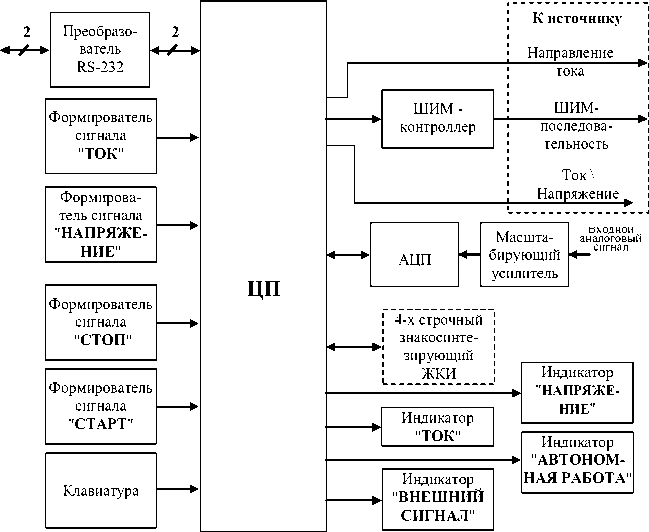
Рис. 1. Структурная схема автоматической системы управления технологическим током серебрения
Для управления источником тока формируется последовательность ШИМ-значений, соответствующих амплитуде тока или напряжения, а также подаются управляющие сигналы для указания режима стабилизации и направления тока. Для задания параметров управления источником технологического тока используется внешние сигналы интерфейса RS232 или аналоговый сигнал. На структурной схеме АСУ ТП изображен блок, который преобразует уровни, оговоренные спецификацией протокола RS-232, в сигналы TTL-уровня. Контроллер декодирует сигналы UART и генерирует управляющие сигналы «Ток / Напряжение», «Направление» и сигналы для создания ШИМ-последовательности. Также параметры управляющих сигналов можно ввести с помощью клавиатуры. Все параметры управления выводятся на дисплей индикатора. Навигация по меню установкам АСУ ТП серебрения осуществляется с помощью клавиатуры. В рассматриваемой схеме выделены следующие структурные элементы: ЦП - центральный процессор, производит обработку сигналов поступающие на цифровые входы от клавиатуры, RS232 - выводит текущую информацию на дисплей индикатора, формирует управляющие сигналы для источника тока и ШИМ; RS-232 - микросхема преобразования протокола RS-232, которая служит для связи АСУ ТП с автоматизированной информационно-измерительной экспертной системой или компьютером; клавиатура служит для ввода значений амплитуды, выбора режима и навигации по меню системы управления; индикатор выводит на дисплей текущее меню системы управления; ШИМ - формирует ШИМ-последовательность для управления источником тока; АЦП - устройство аналого-цифрового преобразования, для получения значений двоичного кода входного управляющего аналогового сигнала определяющего выходной ток/напряжение источника и передачи этих значений центральному процессору; формирователь сигнала «ТОК» - кнопка переключения режима источника «ТОК»; формирователь сигнала «НАПРЯЖЕНИЕ» - кнопка переключения режима источника «НАПРЯЖЕНИЕ»; формирователь сигнала «СТАРТ» - кнопка включения источника; формирователь сигнала «СТОП» - кнопка выключения источника; индикатор «ТОК» - светодиод режима источника «ТОК»; индикатор «НАПРЯЖЕНИЕ» - светодиод режима источника «НАПРЯЖЕНИЕ»; индикатор «АВТОНОМНАЯ РАБОТА» - светодиод режима автономной работы блока управления; индикатор «ВНЕШНИЙ СИГНАЛ» - светодиод режима работы блока управления от внешнего сигнала.
Разработанная гальваническая установка позволяет осуществлять автоматизированное управление электролизом по заданной программе с возможностью выбора тока произвольной формы, задания величины и длительности импульсов прямого и обратного токов, паузы между ними, положительного или отрицательного смещения постоянной составляющей тока, обеспечение стабилизации по току и по напряжению. Отличительной особенностью установки является возможность формирования импульсов с различной крутизной фронта и различной частотой асимметричного переменного тока с регулируемым коэффициентом асимметрии. Основные технические характеристики приведены в таблице 1. Программирование гальванической установки возможно как с пульта управления, так и непосредственного с компьютера. Программа ведет учет и запись формируемых эпюр текущих параметров электролиза (тока и напряжения на выходе источника, напряжения на электродах в гальванической ванне, температуры электролита, удельной проводимости электролита) на протяжении всего процесса нанесения покрытия. Установка обладает широкими возможностями по управлению технологическими режимами нанесения покрытий, включая выбор соотношения анодного и катодного токов (от 1/1,2 до 1/10), плотности тока и частоты (1-200 Гц). Источник тока обладает защитой от перегрузок, перегрева силовых цепей и от превышения выходного напряжения 24 В. На корпусе сверху установлен радиатор и вентилятор, который используются для охлаждения силовых элементов и защищает их от теплового пробоя. На передней панели прибора находятся два контакта для подключения шин гальванических электродов. На задней панели расположены разъемы для подключения напряжения сети и управляющих сигналов, а также клемма заземления и кнопка включения.
Разработанную гальваническую установку можно использовать для выполнения научноисследовательских работ, а также для серийного производства деталей с серебряными покрытиями.
Работа проводилась при финансовой поддержке Министерства образования и науки Российской Федерации.
Таблица 1. Основные технические характеристики гальванической установки
|
максимальный ток нагрузки, А |
50 |
|
максимальная амплитуда напряжения выходного сигнала, В |
24 |
|
точность задаваемого тока на грузки, А |
0,1 |
|
реализуемые формы тока |
постоянный уровень, меандр, гармони ческий сигнал с постоянной составляющей, асимметричный синус |
|
режимы стабилизации |
напряжение/ток |
|
длительность импульса тока, с |
1-0,005 |
|
длительность одного цикла программы |
не ограничено |
|
количество возможных циклов в программе |
10 |
|
тип задания выходного сигнала |
ШИМ-последовательность |
|
питание от сети 50 Гц напряжением, В |
220 |
|
температура эксплуатации, oC |
от -10 до +40 |
|
габариты источника тока, мм |
130x220x450 |
Список литературы Гальваническая установка для нанесения покрытий на асимметричном переменном токе
- Ионкин, А.И. В кн.: Исследования в области прикладной электрохимии/А.И. Ионкин, В.М. Караваев, А.И. Кошелев и др.//Труды Новочерк. политех. ин-та им. С. Орджоникидзе, 1970. С. 97-103.
- Килимник, А.Б. Научные основы экологически чистых электрохимических процессов синтеза органических соединений на переменном токе: монография/А.Б. Килимник, Е.Э. Дегтярева. -Тамбов: Изд-во Тамб. гос. техн. ун-та, 2008. 116 с.
- Килимник, А.Б. Электрохимические процессы на переменном токе/А.Б. Килимник, Е.Э. Дегтярева//Вестник ТГТУ. 2006. Т. 12, № 1. С. 92-105.
