Гальваническое покрытие золотом (золочение) художественных изделий в технике златоустовской гравюры на металле
 художественных изделий в технике златоустовской гравюры на металле")
Автор: Блинова И.В., Амосова Ю.Е., Кукушкина В.А.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 1 т.26, 2026 года.
Бесплатный доступ
Гальваническое золочение является неотъемлемым и ключевым этапом в производстве художественных изделий в технике златоустовской гравюры на металле. Данный метод позволяет наносить на поверхность изделий тонкий, но прочный слой золота, обеспечивая не только высокие декоративно-эстетические качества, но и надёжную защиту от коррозии и износа. В статье подробно описаны технологические особенности гальванического золочения, применяемого на предприятиях Златоуста, включая подготовку поверхности, выбор электролитов и режимы осаждения. Особое внимание уделено необходимости предварительного никелирования изделия, что исключает диффузию меди в золотое покрытие и повышает его адгезию. Рассмотрены переход от традиционных цианистых электролитов к более безопасным лимоннокислым составам, соответствующим современным экологическим требованиям. Приведён состав электролита золочения, параметры процесса (температура, плотность тока, рН), а также методы контроля качества покрытия. Исследовано влияние толщины золотого слоя (от 0,1 до 5,0 мкм) на его пористость, долговечность и декоративные свойства. Подчеркивается важность тщательной подготовки изделия – от обезжиривания и декапирования до правильного крепления на подвесках. Сочетание традиционных ремёсел и современных электрохимических технологий позволяет сохранять уникальность златоустовской гравюры, обеспечивая её высокую художественную и эксплуатационную ценность на протяжении десятилетий.
Гравюра, металл, электролит, ванна химической активации
Короткий адрес: https://sciup.org/147253303
IDR: 147253303 | УДК: 762.11(470.55) | DOI: 10.14529/met260101
Gold electroplating (gold plating) of artwork using the Zlatoust metal engraving technique
Electroplating is an essential and key stage in the production of artistic objects using the Zlatoust metal engraving technique. This method allows for the application of a thin yet durable layer of gold to the surface of objects, providing not only high decorative and aesthetic qualities but also reliable protection against corrosion and wear. This article describes in detail the technological features of electroplating used at Zlatoust enterprises, including surface preparation, the choice of electrolytes, and deposition modes. Particular attention is paid to the need for preliminary nickel plating of the object, which prevents copper diffusion into the gold coating and improves its adhesion. The transition from traditional cyanide electrolytes to safer citric acid compositions that meet modern environmental requirements is considered. The composition of the gilding electrolyte, process parameters (temperature, current density, pH), and coating quality control methods are presented. The influence of the gold layer thickness (from 0.1 to 5.0 μm) on its porosity, durability, and decorative properties is studied. The importance of meticulous preparation – from degreasing and pickling to proper mounting – is emphasized. The combination of traditional crafts and modern electrochemical technologies preserves the uniqueness of Zlatoust engravings, ensuring their high artistic and functional value for decades to come.
Текст научной статьи Гальваническое покрытие золотом (золочение) художественных изделий в технике златоустовской гравюры на металле
Гальваническое золочение – ключевой этап в создании изделий в технике златоустовской гравюры на металле. Этот метод позволяет наносить тонкий слой золота на поверхность изделий, обеспечивая долговечность, эстетику и защиту от коррозии. В отличие от традиционных способов (например, амальгамного, который сегодня не используется из-за токсичности), гальваника стала основным методом отделки благодаря точности и возможности контроля толщины покрытия. Электрохимический процесс, при котором ионы золота из электролита осаждаются на поверхности изделия под действием электрического тока, образует тонкий, но прочный слой золота, обладающий декоративными и защитными свойствами, гарантируя долгосрочные эксплуатационные свойства изделиям. Сегодня в златоустовской гравюре используют гальваническое золочение, сочетая его с современными технологиями. Например, для создания особо сложных рельефов применяют компьютерное моделирование, а контроль качества покрытия осуществляют с помощью спектрального анализа. При этом сохраняются традиционные этапы обработки, такие как ручная гравировка и термическая обработка. Таким образом, гальваническое золочение остаётся ключевым элементом златоустовской гравюры, обеспечивая уникальность и долговечность изделий. Сочетание древних техник с современными технологиями позволяет мастерам создавать произведения, которые сохраняют художественную ценность и практичность на протяжении многих десятилетий [1].
В целом физико-химические свойства гальванических покрытий определяются природой подложки и промежуточных слоев, а также условиями их осаждения.
В работе исследованы условия осаждения гальванических покрытий с внешним слоем золота различной толщины (от 0,1 до 5,0 мкм).
Правильная подготовка и нанесение гальванических покрытий (никелирование, золочение, серебрение) – одно из важнейших условий качества златоустовской гравюры.
Для получения качественного гальванического покрытия золота важно правильно приготовлять растворы для химической активации состава гальванических ванн. Следует отметить, что в технологии златоустовской гравюры на металле золото кроется только на никелевое покрытие, поэтому изначально все изделие никелируют, чтобы исключить диффузию меди в покрытие и только потом приступают к золочению, используя растворы и электролиты химической активации [2].
С начала 60-х годов XX столетия на производстве изготовления златоустовской гравюры использовали цианистые электролиты золочения, которые по большинству показателей обеспечивают наилучшие результаты по сравнению с нецианистыми электролитами. Основным компонентом в таких электролитах является анион золота, что исключает контактное вытеснение им меди или иных металлов. Осаждение золота на поверхности происходит во время восстановления драгоценного металла из цианауратного электролита [3].
С 2000-х годов из-за ядовитости цианистых электролитов золочения стали применять лимоннокислые электролиты золочения благодаря их хорошим физико-химическим свойствам [4].
Технология золочения изделий в технике златоустовской гравюры на металле включает в себя следующие этапы.
Сначала осматривают деталь визуально, оценивается размер, форма, геометрия изде-
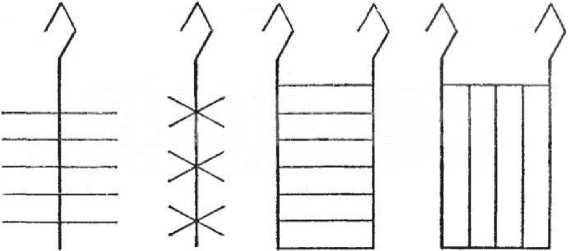
a) b) c) d)
Рис. 1. Несколько видов типичных подвесок Fig. 1. Several types of typical pendants
лия, наличие декоративных элементов, гравировки, рельефных деталей, не допускают наличие лака на поверхности детали, подлежащей золочению.
Далее поверхность изделия необходимо обезжирить. С поверхности удаляют жировые загрязнения, окислы, загрязнения технологического или случайного происхождения [5]. Обезжиривают деталь протиркой ватным диском, смоченным в спирте.
После обезжиривания проводится промывка в стальной ванне с краном. Используется вода техническая проточная, перчатки резиновые, губка поролоновая. Промывать детали необходимо поролоновой губкой под струей холодной воды.
Далее необходимо смонтировать детали на подвесы из медной или латунной проволоки (рис. 1).
Размеры подвесок нужно соразмерять с параметрами ванны, длина выбирается с учетом глубины, а число – в зависимости от количества одновременно загружаемых деталей. Верхние изделия должны погружаться в электролит не менее чем на 5 см, а нижние располагаться на таком же удалении от дна. Остальные размеры подвесок подбираются с учетом длины штанг и расстояния между электродами. Расстояние между боковыми поверхностями подвешенных изделий должно быть максимально равномерным. Конкретный вид подвески должен соответствовать величине и форме изделий, покрываемых золотом [6].
С особой тщательностью изготавливается катодный крюк, он должен иметь максимально большую площадь электроконтакта с катодной штангой (рис. 2). При несоблюдении указанных условий возникают риски нарушения процесса позолоты со всеми вытекающими негативными последствиями.

Рис. 2. Катодный крюк правильной формы Fig. 2. Cathode hook of the correct shape
Контакты-держатели не должны касаться предназначенных к покрытию поверхностей и обеспечивать им равномерное распределение тока по всей площади. Теоретическое решение выбора положения следует подтверждать практическими пробами, в случае необходимости вносятся коррективы с целью выбора оптимального положения.
Для повышения прочности сцепления покрытия с основным металлом применяется операция, называемая декапированием, которое заключается в легком потравливании деталей в слабом растворе кислоты с целью снятия небольших окислов с очищенной и обезжиренной поверхности. Тонкие окисные пленки всегда образуются на металле при обезжиривании и промывках и, являясь как бы изолирующим слоем, ухудшают прочность сцепления покрытия с основным металлом. Декапирование осуществляется в следующей последовательности: сначала детали промывают технической водой путем 2–3-кратного окунания в ванну холодной промывки и декапируют раствором соляной кислоты – 100–200 г/л, режим обработки – 18–25 °C, время выдержки – 2 мин, используют емкость из винипласта или пластика и вытяжной зонд. Эта операция яв- ляется заключительной в процессе подготовки поверхности деталей к покрытию золотом. После декапирования поверхность металла очень активна и легко окисляется, поэтому детали следует немедленно завешивать в ванну покрытия.
Также к процессам подготовки поверхности изделий перед покрытием золотом относится промывка деталей в технической воде 2–3-кратным окунанием в стальной ванне. Целью промывок является удаление с поверхности изделий остатков кислых и щелочных растворов, могущих загрязнить гальванические ванны [7].
После декапирования и промывки переходим к процессу золочения.
Ванны, применяемые для покрытия деталей золотом, должны отвечать требованиям государственных стандартов. Толщина покрытия и масса золота – один из главных показателей, на который обращают внимание во время обработки деталей. Примерный расход драгоценного металла на единицу площади представлен в табл. 1.
Пористость золотого покрытия, а следовательно, физико-химические и декоративные свойства, во многом зависит от его толщины. Однако в связи с высокой стоимостью золота необходимо выбрать минимальную толщину, обеспечивающую требуемые свойства. В связи с этим нами была исследована рекомендуемая выше система с внешним слоем золота толщиной 0,1–5,0 мкм. Для золочения используются вытяжной зонд, ванна из винипласта или пластиката, выпрямитель (0–5 А), можно использовать аноды из платинированного титана или из нержавеющей стали (12Х18Н10Т), что исключает накопление на аноде ионов железа, никеля, хрома, которые могут включаться в покрытие и снижать содержание золота в них.
Приготовление электролита золочения приводится в табл. 2. В 1/2 объема электролита растворить лимонную кислоту. Произвести нейтрализацию раствора лимонной кислоты 10%-ным раствором едкого калия до рН = 4,5. Отдельно растворить никель сернокислый или кобальт сернокислый и ввести его в нейтрализованный раствор лимонной кислоты. Отдельно растворить калий дицианоаурат и ввести его в раствор. Довести уровень электролита до рабочего и отфильтровать его в ванну золочения.
К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на
Таблица 1
Table 1
Расход драгоценного металла на единицу площади
Consumption of precious metal per unit area
|
S , мкм |
0,05 |
0,1 |
0,3 |
0, 5 |
0,7 |
|
m Au , мг |
9,66 |
19,32 |
57,96 |
96,6 |
135,24 |
|
S , мкм |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
|
m Au , мг |
193,2 |
386,4 |
579,6 |
772,8 |
966 |
Таблица 2
Состав электролита золочения
Table 2
Composition of gold plating electrolyte
Состав раствора:
дициано-(1)-аурат калия 6–8 г/л (в пересчете на металл)
кислота лимонная 80 г/л никель сернокислый 1–3 г/л
Режим электролиза:
температура 18–25 °C
Время выдержки:
-
2 мин для гравюры на стали
-
3–4 мин для изделий и деталей из латуни
Плотность тока 0,3–0,5 А/дм, pH 4,5
Примечание: не допускается снижение рН 4,5–5,5
поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса. Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой покрытия золотом (рис. 3). Иногда деталь обрабатывают несколько раз в зависимости от конкретной технологии и конечной задачи. Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее [8].
Сроки анализа и корректировки электролита золочения сводятся к периодическому добавлению дицианоаурата калия и лимонной кислоты по данным анализа согласно табл. 3.
После золочения детали промывают в стальной ванне – улавливания в дистиллированной воде методом окунания последова-
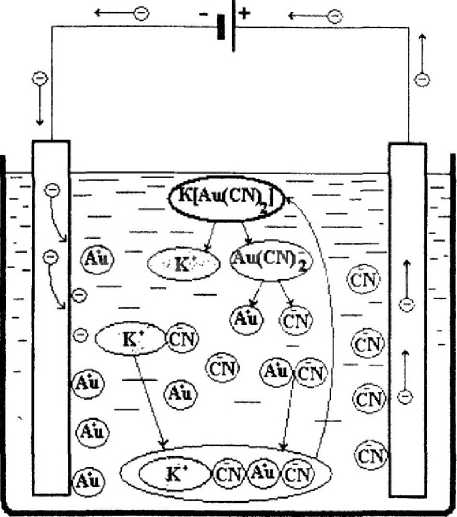
Рис. 3. Процессы, протекающие в гальванической ванне Fig. 3. Processes occurring in a galvanic bath
Таблица 3
Table 3
Анализ и корректирование электролита золочения
Analysis and adjustment of gold plating electrolyte
|
Наименование ванн |
Состав ванн, г/л |
Сроки анализа и корректирования ванн после анализа |
Сроки фильтрации |
Сроки чистки ванн |
|
Ванна золочения |
Калий дицианоаурат (в пересчете на металл) – 4,4 Кислота лимонноая – 80 Никель сернокислый –1–3 Кобальт сернокислый – 1–3 |
1 раз в квартал; рН корректировать по мере необходимости |
1 раз в месяц |
1 раз в квартал |
|
Ванна-сборник № 3 |
Золото – следы |
Примечание. Растворение недостающего количества химикатов производить в растворе из ванны-сборника № 3 в случае низкого уровня электролита или в электролите золочения, если уровень раствора в ванне рабочий.
Рис. 4. Изделие после никелирования
Fig. 4. Products after nickel plating
Рис. 5. Изделие после нанесения золота
Fig. 5. The product after the application of gold
тельно в 3 ваннах улавливания для возвращения солей золота. После чего детали промывают в ванне с горячей водой при температуре 70–100 °C и просушивают их сухим сжатым воздухом, очищенным от влаги и масла, методом обдува.
После этого демонтируют детали с подвесов и производится контроль на рабочем столе. Осматривается 100 % деталей на качество покрытия (рис. 4, 5).
Бензином марки «Галоша», используя вату медицинскую и кислотощелочестойкие перчатки, методом протирки ватным тампоном, смоченным в бензине, удаляется изолирующий лак с поверхности покрытых деталей.
Выводы и заключения
Преимущества гальванического метода:
– долговечность – покрытие устойчиво к коррозии, окислению и механическим повреждениям;
– эстетика – золото придаёт изделиям благородный вид и сохраняет блеск на протяжении многих лет;
– точность нанесения – метод позволяет создавать тонкие линии и сложные узоры, что критично для гравюры;
– экономичность – по сравнению с другими методами (например, нанесением сусального золота) гальваника требует меньше материала и времени.
