Гибкий мониторинг мехатронных технологических машин

Автор: Тугенгольд Андрей Кириллович, Волошин Роман Николаевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4 (87) т.16, 2016 года.
Бесплатный доступ
Целью данной работы является представление основных аспектов системы гибкого мониторинга состояния мехатронных технологических машин, в том числе многооперационных станков с программным управлением. В качестве основы такой системы рассматривается отказ от стратегии реагирования на поломки в пользу гибкого упреждающего и прогностического технического обслуживания. Обоснованы основные принципы построения системы гибкого мониторинга, обеспечивающего возможность адаптации к складывающейся ситуации. Предложен вариант реализации гибкой системы, основанной на интеллектуальных технологиях. В их числе - сочетание нейронечетких подсистем для реализации таких функций, как выбор различных видов ТО, определение срочности их проведения, выбор комплектов средств обслуживания, формирование рекомендаций по целесообразности изменения технологического режима при работе в пределах пограничной зоны работоспособности машины.
Гибкий мониторинг состояния, мехатронные технологические машины, многооперационные станки, нечеткая граница работоспособности, система e-mindmachine, нейронечеткая модель
Короткий адрес: https://sciup.org/14250249
IDR: 14250249 | УДК: 62-50 | DOI: 10.12737/22149
Flexible monitoring of mechatronic technological machines
He work objective is the presentation of the main aspects of the flexible monitoring system of the mechatronic processing machines state including the multioperational computer-controlled machines. The basis of such a system is considered the abandonment of the response strategy to failure in favor of a flexible proactive and predictive maintenance. A variant of the flexible system implementation based on the intelligent technologies is proposed. The basic principles of the flexible monitoring system that makes possible the adaptive capability to the unfolding situation are proved. They include combined neuro-fuzzy subsystems to implement such features as the selection of various types of technical maintenance, the determination of the urgency of its carrying out, the choice of the service facilities, and making the recommendations on the feasibility of the technological mode change at work within the border area of the machine runnability.
Текст научной статьи Гибкий мониторинг мехатронных технологических машин
Введение. В современной глобальной конкуренции обрабатывающая промышленность нацелена на сокращение и ликвидацию дорогостоящих внеплановых простоев и неожиданных поломок [1]. Проблемы эффективного поддержания высокой надежности особенно актуальны при автоматическом функционировании технологических машин. В первую очередь это относится к мехатронным машинам с компьютерным управлением, способным работать в так называемом «безлюдном производстве». Немалое значение имеет совершенствование системы мониторинга таких машин. Под мониторингом технического состояния подразумевается процесс, обеспечивающий возможность определения текущей эксплуатационной готовности машин и автоматического принятия оперативных и тактических решений [2, 3].
Одним из наиболее эффективных методов контроля состояния оборудования, которому уделяется повышенное внимание научно-технической общественности, является непрерывный мониторинг [4–9]. Мониторинг и диагностика позволяют обнаружить и устранить большинство опасных дефектов. При этом определяется не только место поломки, но и ее причины. При известных величинах дефектов и скоростях их развития можно проследить зависимость времени службы оборудования от величины износа, а также прогнозировать остаточный ресурс.
В дополнение к известным методам в статье предлагается построение гибкого мониторинга технологических мехатронных машин.
Концептуальная основа гибкого технического обслуживания (ГТО) — переход от стратегии реагирования на поломки инструментов, агрегатов и мехатронных технологических машин (МТМ) в целом к программам гибкого упреждающего (превентивного) и прогностического технического обслуживания. При этом важно сконцентрироваться на тех аспектах, которые влияют на основные показатели МТМ и процесса обработки деталей, улучшая рабочие характеристики.
Под гибкостью системы мониторинга производственного оборудования в широком плане следует понимать ее способность быть адекватной в заданном смысле текущим и планируемым условиям функционирования оборудования, чтобы параметры рабочих процессов были постоянно на требуемом уровне качества и надежности.
Формирование гибкого технического обслуживания МТМ (фактически речь идет о его адаптации к меняющейся ситуации) основывается на следующих принципах:
-
1) возможность упреждающего обслуживания станка или другой единицы технологического оборудования для обеспечения бесперебойной работы с высокой надежностью;
-
2) быстрая реакция и адекватные решенияв соответствии со складывающейся ситуацией;
-
3) вариативность используемых подходов и методов (для каждой конкретной ситуации определяется лимитирующее свойство, от которого зависит гибкость в принятии решений по виду и технике обслуживания);
-
4) комплект средств и действий, характеризующих конкретное содержание обслуживания, должен быть минимально необходимым;
-
5) иерархичность структуры системы гибкого обслуживания (задачи планирования и управления действиями на любом уровне разбиваются на несколько подзадач с различными временными горизонтами и моделями, различающимися степенью детализации и способами достижения);
-
6) гибкость должна устанавливаться на оптимальном уровне.
Эта концепция гибкости хорошо сочетается с назначением мониторинга оборудования, выявления возможных неисправностей и принятием мер по их предотвращению, что предусмотрено ГОСТ Р ИСО 17359-2009 «Контроль состояния и диагностика машин» [9, 10].
Использование методов и алгоритмов искусственного интеллекта в разработанной авторами системе eMindmachine [11] позволяет обеспечить желаемую гибкость, реализуемую иерархической системой знаний и системой управления с единой информационной базой, достичь поставленных целей в сложившихся обстоятельствах и предвидеть их изменения в перспективе. Важным свойством ГТО становится возможность наращивания инфраструктуры информационного обеспечения систем управления обслуживанием, итеративный характер построения, обучения и накопления опыта.
Сложности в реализации концепции связаны с тем, что функции планирования и управления в техническом обслуживании требуют совершенно разных временных ресурсов. Формирование перспективной программы действий в обслуживании затруднено также отсутствием или неполнотой априорной информации об особенностях функционирования МТМ.
Организационно-техническое управление состоянием технологического оборудования характеризуется следующими свойствами:
-
1) нестационарность производственных процессов, связанная с необходимостью изготовления на одном и том же технологическом оборудовании разнообразных изделий и различной загруженностью технических установок по времени;
-
2) большое число возмущающих воздействий и, следовательно, стохастический характер поведения объектов (могут меняться характеристики процессов резания, вид и свойства заготовок, режущие свойства инструмента, а также параметры среды функционирования, в том числе давление, температура, влажность и др.);
-
3) значительная интенсивность материальных и энергетических потоков;
-
4) необходимость переработки больших массивов организационно-технологической и производственноэкономической информации в процессе принятия решений по обслуживанию;
-
5) возможность использования совокупности средств и методов обслуживания (например, при автоматическом методе может быть предусмотрено участие оператора станка с ЧПУ или внешних ремонтных служб);
-
6) участие в управлении обслуживанием МТМ и формировании программы автоматизированного ГТО группы компетентных экспертов-операторов и лиц, принимающих решения по видам, средствам и срочности обслуживания;
-
7) возможность применения методов интеллектуального управления [12-14].
Формализация процедуры экспертного управления гибким техническим обслуживанием МТМ. Основной критерий качества системы технического обслуживания МТМ — надежное поддержание работоспособности, т. е. состояния технологической машины, при котором она способна выполнять заданные функции процессов обработки с параметрами, установленными требованиями технической документации. В предлагаемом подходе используются два формальных представления работоспособности — работоспособность МТМ как функция F m совокупности показателей оценки объекта в целом и как функция F d совокупности показателей составляющих устройств или сборочных единиц из множества D этих устройств в МТМ .
В первом представлении:
F m = ( M , Q , R , 5 , T , U ,...), (1)
где M — множество параметров периодов составляющих планового обслуживания; Q — множество показателей технического состояния МТМ по данным онлайн-диагностики и предыстории; R — режимы работы станка (загруженность) до момента оценки состояния; 5 — значения времени оценки состояния станка или устройства относительно прогнозируемой нечеткой границы работоспособности [11]; T — продолжительность времени работы станка в технологическом режиме (под нагрузкой) до очередного планового обслуживания; U — планируемый режим работы станка на следующем технологическом переходе (операции).
Работоспособность МТМ как функция совокупности показателей составляющих n устройств из множества D :
F d = (f i , J : ,..., f. ,... fn ). (2)
Здесь J , — множество показателей работоспособности i- го устройства. Целесообразно при этом, чтобы порядок чередования f соответствовал уровню критичности каждого устройства из множества D. Критичность состояния устройства оценивается весовым коэффициентом в диапазоне от 1 до 0 в соответствии со степенью его важности в обеспечении работоспособности МТМ [9]. Для этого осуществляется ранжирование устройств. Во внимание принимаются следующие факторы:
-
— относительные убытки от простоя станка и брака изготавливаемой детали в связи с отказом;
-
— частота отказов;
-
— время на устранение отказов;
-
— стоимость технического обслуживания, ремонта или замены;
-
— безопасность.
Мероприятия технического обслуживания и планово-предупредительных ремонтов (ППР) для МТМ, например станка, устанавливаются ГОСТ (например, ГОСТ 18322—78) и рекомендациями завода-изготовителя. При этом предусматриваются периоды М времени в последовательности составляющих технического обслуживания. В соответствии с этим предлагается устанавливать соответствующие периоды Mi для каждого устройства из множества устройств D , которые в первую очередь критичны по отказам. В ряде случаев М . для узлов регламентируются заводом-изготовителем в эксплуатационной документации. Эти значения могут быть откорректированы комиссией экспертов предприятия-потребителя.
Множество показателей Q технического состояния МТМ по данным онлайн-диагностики определяется некоторым множеством показателей оценки качества функционирования n устройств из множества D :
Q = ( q i , q 2 ,..., q„... qn ), (3)
где qi — показатели оценки состояния устройства i в текущий момент времени.
При программной регистрации значений диагностических признаков состояния устройства qi ( t ) , они представляются в форме, зависящей от способов диагностики, получения данных измерений и первичной обработки.
При этом в обобщенном суждении о показателе состояния q i может быть принято значение оценки вероятности безотказного функционирования устройства:
q . D = Pi о - (4)
Для регистрации отказов и трендов в изменении характеристик состояния оборудования предлагается в структуру функций e-Mindmachine ввести узел «История МТМ» с реализацией решений, принятых экспертной системой гибкого ТО. Для пополнения данных в «Истории МТМ» предусмотрена регистрация сведений о видах отказов qi , показателей критичности отказов qi ( к ) устройств, тренда параметров q y (f ) и пр .
Наблюдение тренда параметров является эффективным средством в задачах контроля и диагностики. При этом нужно принять во внимание, что повторяемость измерений более важна, чем точность измерения абсолютных значений [10]. Тренд результатов измерений на основе накопления опыта позволяет выявить развитие неисправности. Он может быть использован как средство прогнозирования и назначения (или корректировки) нечеткой пограничной полосы работоспособного состояния, обозначаемого FBO [11], для предупреждения о работе станка во вре- менной зоне, близкой к отказу. Это позволяет уточнить значения времени нечеткой границы относительно установленного базового уровня работоспособности F.
Время работы под нагрузкой до очередного планового обслуживания — Т оценивается для станка в целом. Если принять ti0 за относительное значение оставшегося периода до планового обслуживания, то ti0 = Ti0/Mi, (5)
где M i — продолжительность действующего этапа в периодичности обслуживания устройства i ; T i0 — значение времени, оставшегося до следующего планового обслуживания устройства i из множества D.
При решении вопросов по организации гибкого обслуживания МТМ важно учитывать загруженность машины по мощности R p и интенсивность ее работы R t как показатели режима работы множества R . Оценка по мощности R p определяет отношение средней расходуемой мощности в течение периода ( М — Т ) к номинальной мощности станка. Оценка интенсивности работы R t принимается как отношение времени работы станка под нагрузкой к продолжительности периода ( М — Т ).
Мероприятия гибкого ТО для каждого устройства относительно работы станка в прогнозируемой близкой к отказу временной зоне FBO ориентируются по S — т. е. по времени оценки состояния устройства относительно FBO . При этом необходимо учитывать планируемый режим работы U станка на следующем технологическом переходе выполняемой операции. Если переход длительный и станку придется работать в пределах FBO , то для предупреждения отказа при нецелесообразности прерывания резания в связи с наступлением граничного состояния следует снизить силовую нагрузку. Для этого нужно изменить режимы резания в соответствии с рекомендациями базы данных облегченных технологических режимов для условий этого перехода [11].
Оценка состояния по данным онлайн-диагностики. При реализации системы ГТО для получения сведений онлайн - диагностики используются устройства, которыми оснащаются современные станки, а также дополнительное специально устанавливаемое диагностическое оборудование и средства в рабочей зоне модуля [13, 14]. В качестве примера можно привести один из методов, которым воспользовались авторы представляемой работы, — это оценка состояния шпиндельных узлов станков (на примере станка HAAS SuperMiniMill ) с помощью акселерометра — MPU 6050, платы ArduinoNano и ноутбука с программным обеспечением ARDUINO 1.5.1 и MatLab 2015. На рис. 1 показано, что датчики устанавливаются на корпус шпинделя близко к зоне резания, чтобы во время проверки получить наиболее информативные значения показателей вибрации. Проводился анализ значения максимальных амплитуд и средних значений показаний акселерометра. Эти данные использовались для онлайн - оценки состояния шпиндельного узла.

Рис. 1. Контроль вибраций шпиндельного узла
Экспертная система гибкого технического обслуживания. Предложенный подход реализован в виде экспертной системы, созданной на базе методов искусственного интеллекта для автоматизации принятия решений системой e-Mindmachine по техническому обслуживанию МТМ. Решения этой системы предусматривают совокупность мер по техническому обслуживанию МТМ, в том числе металлорежущих станков. В структуре экспертной системы (рис. 2) применены модели нейронечетких подсистем для реализации следующих функций:
-
• выбор различных видов ТО — модель ННСА ,
-
• определение срочности проведения ТО различных видов — модель ННСВ ,
-
• выбор комплектов средств обслуживания — модель ННСС ,
-
• рекомендации целесообразности изменения технологического режима станка при работе в пределах пограничной зоны работоспособности — модель ННСD .
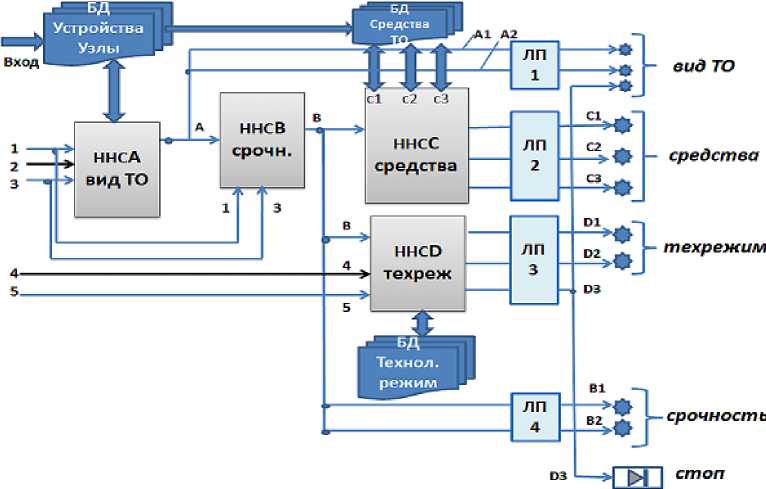
Рис. 2. Структура системы гибкого технического обслуживания
Решения принимаются по каждому устройству (узлу) станка поочередно, в зависимости от уровня критичности состояния, сформированного в БД устройства.
В число входных переменных включены следующие показатели технического состояния в соответствии с факторами из множеств (1) и (2):
-
1) время до очередного техобслуживания;
-
2) режим работы станка (загруженность) до момента оценки состояния;
-
3) оценка состояния по данным онлайн-диагностики;
-
4) планируемый режим работы станка на технологическом переходе;
-
5) текущее время относительно нечеткой пограничной полосы.
Данные на входе подразделяются на общие, характерные для станка в целом — 2, 4, и на узловые — 1, 3, 5.
Здесь черные стрелки соответствуют входным сигналам по состоянию станка в целом, а синие — по состоянию устройства (узла).
Преобразование сигналов входных переменных в решения системы осуществляется с учетом сведений баз данных «Устройства — узлы», «Средства ТО» и «Технологический режим». Нейронечеткие подсистемы обучены так, что их сигналы на выходе — A , B , C , D принимают значения от 0 до 1, а логические преобразователи ЛП1, ЛП2, ЛП3, ЛП4 выполняют представление результирующих команд принятия решений в лингвистическом виде. Так, на выходе системы преобразование сигнала А «вид ТО» в лингвистические значения А 1 — « упреждающее ТО » или А 2 — « плановое ТО » проводится по логическим правилам: — если А ≥ 0,5, то проводить «упреждающее ТО» ;
— если А < 0,5, то проводить «плановое ТО».
Преобразование сигнала В «срочность» ТО в значения В 1 — « неотложно » или В 2 — « по графику ППР » проводится по аналогичным правилам.
Для сигналов С «средства» ТО и D «техрежим» при работе станка в пределах пограничной полосы преобразования следующие:
— если 0,667≤ C1≤ 1,0 , то использовать «автосредства станка с ЧПУ» ;
— если 0,333 ≤ C 2 < 0,667 , то использовать еще и «средства оператора», т. е. станочного модуля;
— если 0 < C 3 < 0,333 , то использовать «средства ремонтных служб» ;
— если 0,667< D ] <1,0 , то использовать «легкий технологический режим» ;
— если 0,333 < D 2 < 0,667 , то «не изменять режим» программы ЧПУ;
— если 0 < D 3 < 0,333 , то «стоп», т. е. останов станка .
На основе приведенных структурных представлений создана программа ГТО, реализованная в среде MatLab.
Фрагмент, иллюстрирующий один из элементов структуры, — нейронечеткую модель принятия решения по срочности проведения обслуживания, показан на рис. 3.
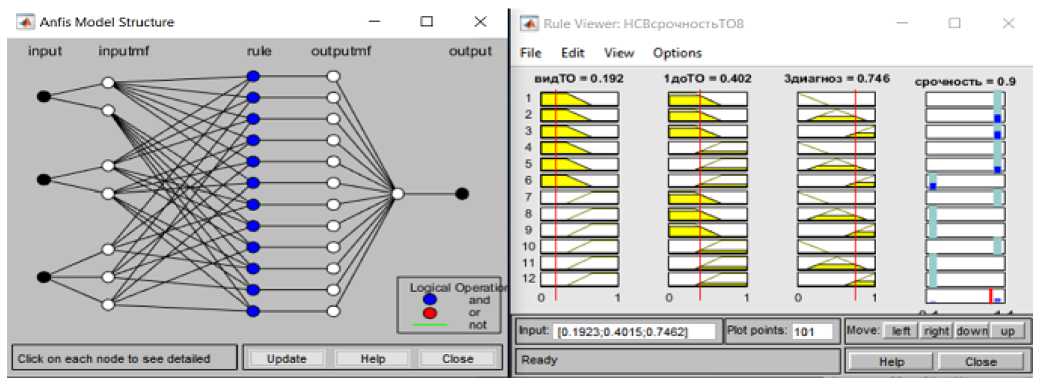
а ) б )
Рис. 3. Нейронечеткая модель «Срочность проведения ТО»: структура нейронной сети ( а ); графическое представление правил принятия решений ( б )
Автоматически получаемые решения системы гибкого технического обслуживания дают предписания для выполнения команд (рис. 2) по виду обслуживания (упреждающее или плановое) и срочности проведения работ, применяемым техническим средствам и необходимости изменения режимов обработки деталей.
Адекватность выводов, принимаемых разработанной экспертной системой гибкого технического обслуживания, подтверждена многочисленными проверками в производственных условиях на таких мехатронных технологических машинах, как многооперационные станки с ЧПУ.
Заключение. Рассмотренный подход к построению системы гибкого мониторинга технического обслуживания направлен на реализацию способности мехатронных технологических машин соответствовать текущим и планируемым условиям их функционирования. При этом параметры выполняемых рабочих процессов должны оставаться на требуемом уровне качества и надежности. Главным из реализованных принципов стала возможность упреждающего обслуживания каждого станка или другой единицы оборудования для обеспечения бесперебойной работы в динамичных условиях их функционирования. В каждом случае выбираются средства и действия, характеризующие конкретное содержание обслуживания с использованием различных комплектов устройств:
— которыми оснащен непосредственно станок для автоматического устранения возможных неисправностей,
-
— входящими в станочный комплекс и находящимися в распоряжении оператора;
-
— внешними средствами ремонтных служб.
Построение системы ГТО и ее адаптация к конкретным производственным условиям проводятся с возможным участием компетентных экспертов и лиц, принимающих решения по видам, средствам и срочности ТО. Использование методов и алгоритмов искусственного интеллекта в данном случае основано на принципах разработанной авторами системы e-Mindmachine . Это позволяет ГТО наращивать инфраструктуру информационного обеспечения систем управления обслуживанием при итеративном характере их построения, обучения и накопления опыта.
В работе используются два формальных представления работоспособности технологических машин: как совокупности показателей оценки объекта в целом и как совокупности показателей составляющих устройств или сборочных единиц машины . При этом в совокупности показателей включены:
-
— параметры составляющих планового обслуживания;
-
— показатели технического состояния по данным онлайн - диагностики и предыстории;
-
— загруженность МТМ до момента оценки состояния;
-
— время оценки состояния относительно прогнозируемой нечеткой границы работоспособности;
— время работы под нагрузкой до очередного планового обслуживания и др.
В связи с существенным усложнением современных МТМ, в том числе металлорежущих станков с ЧПУ, и увеличением количества комплектующих узлов и различных устройств рекомендуется в состав технической документации включать сведения о периодах нормативного обслуживания для каждого устройства, и в первую очередь — для критичных по отказам.
На базе основных положений представленного подхода создана экспертная система гибкого технического обслуживания. Она построена на базе сочетания нейронечетких подсистем для реализации следующих функций: — выбор различных видов ТО, — определение срочности проведения ТО различных видов, — выбор комплектов средств обслуживания,
— выдача рекомендаций по целесообразности изменения технологического режима машины при работе в пределах пограничной зоны работоспособности.
В целом представленный подход является существенным вкладом в исследования по моделированию технического обслуживания машин. Применение созданной системы управления мониторингом состояния МТМ обеспечивает повышение надежности, позволяет снизить процент простоя оборудования, своевременно проводить идентификацию неисправностей и сократить время на обслуживание.
Список литературы Гибкий мониторинг мехатронных технологических машин
- Intelligent prognostics tools and e-maintenance/Lee, J. //Computers in Industry. -2006. -№ 57. -P. 476-489.
- ISO 13372:2012 Condition monitoring and diagnostics of machines /International Organization for Standardization. -Режим доступа: http://www.iso.org/iso/iso_catalogue/catalogue_tc/catalogue_detail.htm?csnumber=52256 (дата обращения: 19.11.16).
- Мальцев, А. И. Мониторинг технического состояния крупных машин/А. И. Мальцев, А. А. Мальцев. -Электросталь: ДАМО, 1998. -62 с.
- Djurdjanovic, D. Watchdog Agent -an infotronics-based prognostics approach for product performance degradation assessment and prediction/D. Djurdjanovic, J. Lee, J. Ni//Advanced Engineering Informatics. -2003. -№ 17 (3). -P. 109-125.
- Moore, W.-J. An intelligent maintenance system for continuous cost-based prioritisation of maintenance activities/W.-J. Moore, A.-G. Starr//Computers in Industry. -2006. -№ 6. -P. 595-606. -(Elsevier. Special issue on E-maintenance).
- Wonderware System Platform. Condition based monitoring 3.0 /Wonderware. -Режим доступа: www.wonderware.ru (дата обращения: 12.12.15).
- Круглова, Т. Н. Диагностирование и прогнозирование технического состояния мехатронных модулей движения технологического оборудования/Т. Н. Круглова, Н. А. Глебов. -Новочеркасск: ЮРГТУ (НПИ), 2011. -119 с.
- E-Maintenance update: the road to success for modern industry/C. Emmanouilidis //Proceedings of the 24th International Congress on condition monitoring and diagnostic engineering management. -Stavanger, 2011. -423 с.
- Тугенгольд, А. К. Модуль E-Mindmachine в интеллектуальной системе мониторинга станка/А. К. Тугенгольд, Р. Н. Волошин, С. В. Ющенко/Международный научно-исследовательский журнал. -2015. -№ 9 (40), ч. 2. -С. 100-102.
- Контроль состояния и диагностика машин. Общее руководство по организации контроля состояния и диагностирования: ГОСТ Р ИСО 17359-2009/Межгосударственный Совет по стандартизации, метрологии и сертификации. -Москва: Стандартинформ, 2010. -20 с.
- Тугенгольд, А. К. Мониторинг состояния многооперационных станков на базе концепции e-Mindmachin/А. К. Тугенгольд, Р. Н. Волошин, С. В. Ющенко//Вестник Дон. гос. техн. ун-та. -2016. -Т. 16, № 1 (84). -С. 77-86.
- Тугенгольд, А. К. Интеллектуальные функции и управление автономными технологическими мехатронными объектами/А. К. Тугенгольд, Е. А. Лукьянов. -Ростов-на-Дону: Изд. центр ДГТУ. -2013. -203 с.
- Жернаков, С. В. Применение технологии нейронных сетей для диагностики технического состояния авиационных двигателей/С. В. Жернаков//Интеллектуальные системы в производстве. -2006. -№ 2. -С. 70-83 с.
- Никитин, Ю. P. О построении системы диагностирования станков с ЧПУ/Ю. P. Никитин, И. В. Абрамов//Мехатроника, автоматизация и управление. -2011. -№ 4. -С. 32-35.
