Градиентные нетканые материалы с модифицированным поверхностным нанослоем для фильтрационной подготовки воды в строительстве

Автор: Назаров Виктор Геннадьевич, Иванов Леонид Алексеевич, Дедов Александр Васильевич, Бокова Елена Сергеевна, Статник Евгений Сергеевич
Журнал: Нанотехнологии в строительстве: научный интернет-журнал @nanobuild
Рубрика: Технологии производства строительных материалов и изделий
Статья в выпуске: 2 т.15, 2023 года.
Бесплатный доступ
Введение. Целью работы является определение влияния структуры сформированного в результате модификации поверхностного слоя фильтрующих материалов на их водопроницаемость и размер улавливаемых твердых частиц. Материалы и методы исследования. В качестве объектов исследования использовали нетканые полотна из смеси полиэтилентерефталатных (ПЭТФ) (70 масс.%) и бикомпонентных волокон (БКВ) структуры ядро-оболочка. Нетканые материалы получали механическим способом формирования холста с последующим его упрочнением методом иглопрокалывания. Полученные материалы подвергали модификации путем термообработки. Перенос воды в модифицированных материалах определяли по коэффициенту проницаемости, эффективность фильтрации - по количеству улавливаемых частиц определенного размера. Результаты и их обсуждение. Показано, что нетканые иглопробивные материалы без дополнительной термообработки не пригодны для фильтрации воды. Предложен метод тепловой и деформационно-тепловой модификации нетканых полотен, обеспечивающий получение градиентных материалов с регулируемой толщиной наноразмерного поверхностного слоя. Несмотря на снижение водопроницаемости, модифицированный материал улавливает твердые частицы с эквивалентным диаметром 2-4 мкм по сравнению с немодифицированным (порядка 20 мкм), что является достаточным для подготовки воды к использованию в парогенераторах и при производстве строительных материалов. Заключение. Установлены оптимальные параметры деформационно-тепловой обработки для получения высокоэффективного фильтрующего нетканого материала: температура 180оС, скорость обработки 3,5 м/мин.
Нетканое иглопробивное полотно, тепловая обработка, фильтрация воды, фильтрующий нанослой
Короткий адрес: https://sciup.org/142238045
IDR: 142238045 | УДК: 677.529 | DOI: 10.15828/2075-8545-2023-15-2-117-123
Gradient non-woven fabrics with a modified surface nanolayer for water filtration in construction industry
Introduction. The aim of the work is to determine the influence of the structure of the filter materials formed as a result of modification of the surface layer on their water permeability and the size of trapped solid particles. Materials and methods. The non-woven fabrics from a mixture of polyethylene-terephthalate (PET) (70 wt.%) and bicomponent fibers (BCF) of the coreshell structure were used as objects of the study. The non-woven fabrics were obtained by mechanically forming the canvas with its subsequent hardening by needle punching. The resulting materials were modified by heat treatment. The water transfer in the modified materials was determined by the permeability coefficient. The filtration efficiency was determined by the number of trapped particles of a certain size. Results and discussion. The needle-punched non-woven fabrics without additional heat treatment are not suitable for water filtration. The proposed method of thermal and deformationthermal modification provides the production of gradient materials with a controlled thickness of the nanoscale surface layer. Although a decrease in water permeability is observed, the modified material traps solid particles with a smaller (compared to unmodified ~ 20 qm) equivalent diameter of 2-4 qm, which is sufficient to prepare water for use in steam generators and in the production of building materials. Conclusion. The optimal parameters of deformation-heat treatment for obtaining the high-effective filtration non-woven materials were established: the temperature - 180°C, the processing speed - 3.5 m/min.
Текст научной статьи Градиентные нетканые материалы с модифицированным поверхностным нанослоем для фильтрационной подготовки воды в строительстве
Вода и водяной пар широко используются в строительной сфере [1–9]. Качество строительных работ и материалов, а также продолжительность бесперебойной работы установок генерации водяного пара [10–15] во многом зависят от содержания в воде твердых примесей различной природы. Учитывая необходимость использования в строительстве относительно больших объемов воды, фильтрующие материалы в системах ее подготовки должны не только улавливать твердые частицы заданного размера, но и обладать высокой водопроницаемостью. Проницаемость и улавливание твердых частиц прямо противоположно зависят от размеров пор фильтрующего материала. Проницаемость возрастает с увеличением размеров пор, но при этом происходит снижение эффективности фильтрации.
Авторами статьи предложены способы тепловой и деформационно-тепловой обработки нетканых иглопробивных полотен [16–22] для получения градиентных материалов, в которых размеры пор изменяются по толщине [11,15, 19-22]. Получены нетканые материалы с модифицированным поверхност-
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ ным слоем наноразмерной толщины и фиксируемой или регулируемой пористостью в объеме. Толщина и размер пор модифицированного слоя определяют как водопроницаемость, так и эффективность фильтрации, изменение пористости в объеме – водопроницаемость материала. В модифицированном поверхностном слое происходит накопление фильтруемых частиц в виде шлама, что создает возможность для его удаления с фильтра обратным потоком воды и, таким образом, обеспечивает многократное использование фильтрующего материала.
Цель работы – определение влияния структуры поверхностного слоя фильтрующего материала на водопроницаемость и размер улавливаемых твердых частиц.
ОБЪЕКТЫ И МЕТОДЫ ИССЛЕДОВАНИЯ
В качестве объектов исследования использовали нетканые иглопробивные полотна из смеси ПЭТФ (ТУ 6-13-0204077-95-91) и БКВ (фирма Самсунг, Республика Корея) в соотношении 70:30 % масс. Линейная плотность ПЭТФ волокон составляла 0,33 текс (диаметр 20-25 мкм), БКВ – 0,44 текс (диаметр 30-33 мкм). Бикомпонентные волокна имели структуру ядро-оболочка [17,18], где оболочка состояла из низкомолекулярного ПЭТФ с температурой плавления 110–120оС, а ядро – из высокомолекулярного ПЭТФ с температурой плавления 250–270оС.
Нетканые материалы получали механическим способом формирования холста на приставке чесального агрегата «Шпинбау» (Германия) с последующим его упрочнением методом иглопрокалывания на агрегате «Дило» (Германия) при варьировании плотности иглопрокалывания для получения нетканых полотен с разным значением поверхностной и объемной плотности.
Далее часть материалов с поверхностной плотностью 0,35 кг/м2, толщиной 3,0 мм и объемной плотностью 117 кг/м3подвергали тепловой модификации двумя способами.
Согласно первому, нетканые материалы выдерживали на металлической пластине, нагретой до 180оС в течение 0,5; 1,0; 3,0; 4,0; 6,0 и 10,0 мин. Во втором способе использовали специально разработанное оборудование (рис.1), в котором полотно подвергали деформационно-тепловому воздействию в зазоре между нагретым до 180оС валом и транспортерной лентой. Скорость обработки составила 3,5, 12 и 15 м/мин.
Разработанное оборудование позволяет решать технические проблемы, связанные с налипанием волокон на поверхность нагретого вала в случае использования обычного каландра. Центрирование и регулирование натяжения ленты, быстрое охлаж- дение многослойного материала при выходе из зоны деформационно-теплового воздействия, а также футеровка поверхности нагреваемого вала фторкаучу-ком обеспечивают полное и эффективное устранение налипания.
Кроме того, изготовление транспортерной ленты из арамидных волокон методом прокалывания закольцованного полотна обеспечивает длительную эксплуатацию вала при высокой температуре, которая достигает 220оС.
Давление на полотно в зазоре между транспортерной лентой 4 и нагретым валом 2 регулируется положением направляющих валов 3, движение которых ограничивает поперечный сдвиг транспортерной ленты 4 и обеспечивает ее центрирование. Натяжение валов 3 осуществляется пневматическими цилиндрами.
Высокая скорость охлаждения обработанных материалов достигается интенсивным воздушным обдувом.
В зазоре между валом и транспортерной лентой создается достаточно малое механическое воздействие на полотно, что в совокупности с принудительной подачей материала транспортерной лентой способствует уменьшению его вытяжки и позволяет контролировать и регулировать изменение пористости в зоне деформационно-теплового воздействия.
Фиксация структуры обработанных материалов обеспечивается интенсивным обдувом холодным воздухом при выходе полотна из зазора между валом и транспортером. Высокая скорость охлаждения ограничивает вытяжку материала в момент выхода из зазора и прекращения принудительной транспортировки.
Достаточно большой диаметр вала, который составляет 1 м, позволяет увеличить продолжительность деформационно-теплового воздействия на материал, снизить температуру обработки и регулировать прогрев материала по толщине в зависимости от его объемной плотности.
Перенос воды в модифицированных материалах, полученных с применением теплового и деформационно-теплового способов обработки, определяли расчетом коэффициента проницаемости ( К , м2), согласно уравнению:

где µ – коэффициент вязкости воды, Па×с; d – толщина материала, м; ∆Р – напор потока воды, Па; w – скорость фильтрации воды, м/с.
Скорость фильтрации воды в материалах определяли экспериментально согласно требованиям ГОСТ 52608-200 при постоянном напоре воды 500 Па (высота водяного столба 50 мм).
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Исследование пористой структуры модифицированных полотен
На рис. 2 представлены микрофотографии модифицированных градиентных материалов на основе смеси ПЭТФ и БКВ (70:30), полученных на устройстве (рис.1) в зазоре между нагретым валом и транспортерной лентой. Материалы получали при постоянной температуре вала 180оС и скорости обработки: 3,5; 12 и 15 м/мин.
Как видно из приведенных фотографий, для каждого режима термообработки характерно появление в структуре материала поверхностного модифицированного нанослоя, характеризующегося высокой плотностью упаковки волокон. Разница в плотности упаковки способствует формированию материала с градиентом распределения плотности и пористости по толщине. При этом толщина поверхностного модифицированного слоя и структура объемной части материала зависят от скорости обработки, то есть продолжительности контакта с горячей поверхностью вала.
При высокой скорости обработки, равной 15 м/мин, формируется плохо различимый нано-размерный по толщине модифицированный поверхностный слой с выраженной границей раздела между ним и объемной частью полотна. Структура объемного слоя материала в целом соответствует типичной структуре необработанного нетканого полотна (рис. 2 а).
Уменьшение скорости деформационно-тепловой обработки с 15 до 12 м/мин приводит к увеличению толщины модифицированного слоя и формированию переходного слоя между ним и объемной частью материала, в котором существенно уменьшается толщина пучков волокон. Различная плотность упаковки волокон по длине пучков переходного слоя приводит к образованию пор, которые имеют форму конуса, направленного вершиной к модифицированному поверхностному слою (рис. 2 б).
При скорости обработки 3,5 м/мин поверхностный модифицированный слой имеет значительную толщину. В поверхностном слое и в объеме материала появляются плотные сферические структуры различных размеров, расположенные на небольшом расстоянии друг от друга, между которыми формируется система сообщающихся извилистых капилляров (рис. 2 в).
Влияние скорости обработки в зазоре между нагретым валом и транспортерной лентой на формирование структуры поверхности модифицированных градиентных материалов представлено на рис. 3.
Согласно способу получения нетканых полотен методом иглопрокалывания они неизбежно имеют два
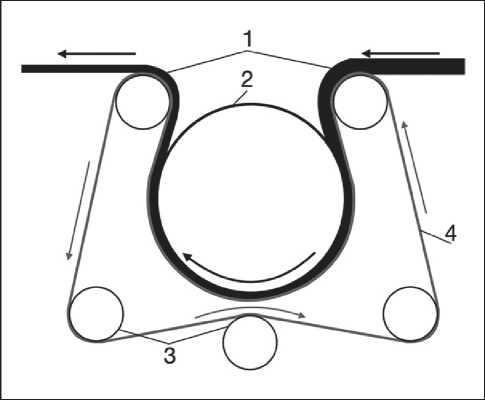
Рис. 1. Схема устройства для деформационнотепловой обработки полотен из волокон с различной температурой плавления: 1 – полотно; 2 – нагретый вал; 3 – направляющие валы; 4 – транспортерная лента (тонкой стрелкой показано направление движения транспортерной ленты; утолщенной стрелкой – движение полотна)
основных весьма распространенных типа дефектов поверхности, влияющих на тонкость фильтрации воды. Первый связан с неравномерным распределением волокон, что проявляется наличием на поверхности полотна характерных чередующихся полос с высокой и низкой плотностью упаковки волокон. Этот дефект является следствием непрерывной продольной протяжки полотна при реализации операции игло-прокалывания. Второй вид дефектов – это отверстия на поверхности материала от действия игл (рис. 3 а).
Очевидно (рис. 3 б, в, г), что при деформационно–тепловой обработке вышеуказанные дефекты нивелируются: исчезновение явно выраженных отверстий на модифицированной поверхности и отсутствие полос свидетельствует о более равномерном распределении волокон в поверхностном слое. Устранение дефектов на поверхности является следствием деформационного сдвига, ориентации и уплотнения волокон поверхностного слоя при прохождении материала в зазоре между валом и транспортерной лентой.
На рис. 4 приведена микрофотография структуры нетканого материала, обработанного на металлической пластине, нагретой до 180оС при продолжительности выдержки 4 мин.
Очевидно, что при этом способе обработки образуется плотный модифицированный микроразмер-ный поверхностный слой, а объемная часть материала характеризуется равномерной по всей толщине плотностью упаковки волокон (рис. 4).
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
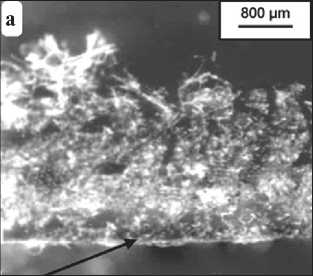
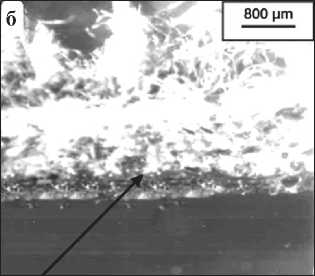
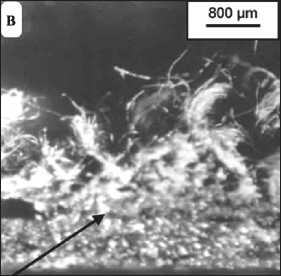
Рис. 2. Микрофотографии поперечного среза термобработанных материалов на основе смеси ПЭТФ (70 %) и БКВ (30 %). Скорость обработки, м /мин: а – 15; б – 12; с – 3,5. Температура вала – 180оС (стрелками показана граница между модифицированным поверхностным слоем и объемом)
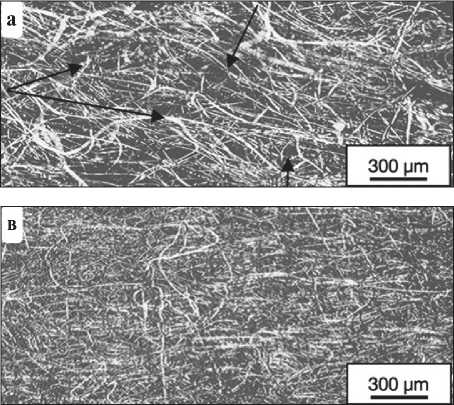
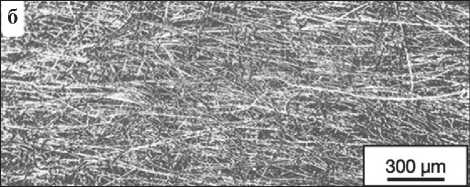

Рис. 3. Микрофотографии поверхности нетканых материалов на основе смеси ПЭТФ (70 %) и БКВ (30 %):
а – исходный немодифицированный нетканый материал. Материал, обработанный при скорости, м /мин: б –15; в – 12; г – 3,5. Температура вала – 180оС (стрелками на поверхности полотна показаны отверстия от действия игл, направление обработки показано стрелками сбоку)
Таким образом, рассмотренные способы тепловой и деформационно-тепловой модификации нетканых полотен на основе смеси ПЭТФ и БКВ позволяют получать градиентные материалы с регулируемой структурой поверхностного и объемных слоев, которые могут использоваться в качестве фильтров предварительной очистки воды.
Исследование водопроницаемости обработанных полотен
Коэффициент проницаемости нетканых полотен ( К ), содержащих бикомпонентные волокна, и материалов, полученных при постоянной температуре вала (180оС) и варьировании скорости движения транспортера, связан с удельным объемом пор, кото-
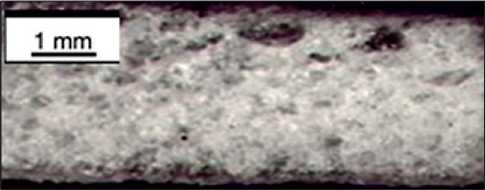
Рис. 4. Микрофотография поперечного среза нетканого материала на основе смеси ПЭТФ (70 %) и БКВ (30 %), термообработанного на пластине. Температура вала – 180оС (поверхность, контактирующая с металлической пластиной, внизу)
рый рассчитывали как объем пор на единицу массы образца ( VM , м3/кг).
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
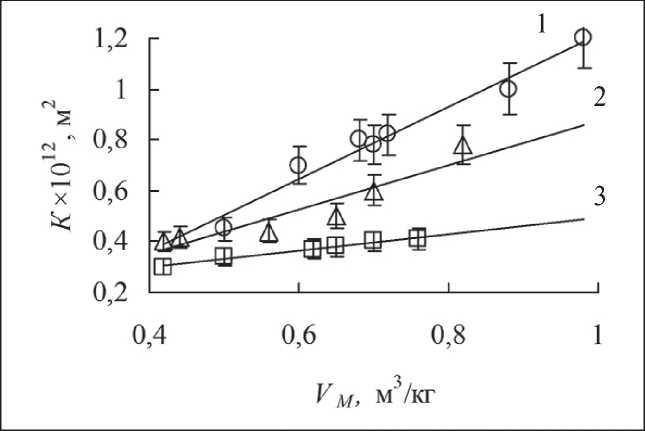
Рис. 5. Зависимости коэффициента водопроницаемости от удельного объема пор полотен различной объемной плотности: 1 – исходное немодифицирован-ное полотно; 2 – материалы, термообработанные на пластине в течение 0,5; 1,0; 3,0; 4,0;6,0 и 10,0 мин; 3 – материалы, полученные обработкой между валом и транспортерной лентой при скорости движения материала 3,5, 12 и 15 м/мин. Температура термообработки – 180оС.
Зависимости К от VM для немодифицированного и модифицированных путем деформационно-тепловой обработки нетканых материалов представлены на рис. 5.
Параметр VM регулировали, используя немо-дифицированные полотна с различной объемной плотностью, а также используя варьирование при получении модифицированных материалов продолжительности выдержки полотна на металлической пластине и скорости обработки.
Соотношение между К и VM модифицированных нетканых полотен, полученных термообработкой на металлической пластине и деформационно- тепловой обработкой между валом и транспортерной лентой, описывается линейными зависимостями, которые подчиняются уравнению общего вида:
К = k×VM , (2)
где k – коэффициент приведения, равный для немодифицированных полотен 1,2; для модифицированных материалов, полученных термообработкой на металлической пластине, – 1,0; при деформационно-тепловой обработке на устройстве (рис. 1) – 0,6 (кг ×м2)/м3.
Линейный вид зависимостей К от VM для немо-дифицированных и модифицированных нетканых материалов при различных методах тепловой обработки свидетельствует о зависимости проницаемости волокнистых материалов от разделения потока воды в поверхностном слое. Кроме того, для моди- фицированных градиентных материалов линейная зависимость отражает прямо пропорциональное соотношение между увеличением толщины поверхностного модифицированного слоя, что отражается уменьшением VM, и снижением коэффициента проницаемости. Проницаемость модифицированных материалов, полученных на нагретой металлической пластине, практически соответствует проницаемости немодифицированных нетканых полотен с соответствующей удельной пористостью (рис. 5). Проницаемость градиентных материалов, полученных обработкой между нагретым валом и транспортерной лентой, зависит от сдвига волокон поверхностного слоя, следствием которого является возрастание плотности упаковки и переориентация волокон.
Исследование эффективности фильтрации воды
Фильтрующие характеристики исходного необработанного нетканого полотна определяли с применением безнасосной установки вакуумного фильтрования при перепаде давления 0,5 атм. Для искусственного загрязнения воды использовали частицы оксида железа. Гранулометрический состав частиц, который определяли по параметру эквивалентного диаметра частиц ( D , мкм) до фильтрации (рис. 6), устанавливали анализом изображений системы «ВидеоТесТ».
Параметр Nf рассчитывали из уравнения:
TV -TV
TV, = 0 1100 , (3)
y TV
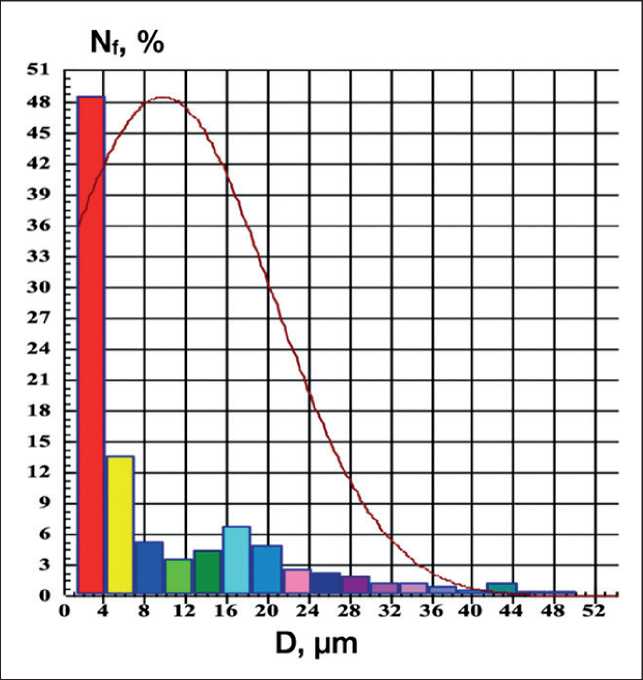
Рис. 6. Гранулометрический состав частиц оксида железа до фильтрации
ТЕХНОЛОГИИ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ где N0 и N1 – число частиц определенной фракции до фильтрации и число частиц этой фракции в фильтрате, соответственно. Чем выше значение Nf, тем больше частиц данной фракции извлекается из воды в процессе фильтрации, что позволяет оценить тонкость фильтрации.
Из рис. 6 видно, что 70% частиц имели эквивалентный размер менее 10 мкм.
Изменение гранулометрического состава частиц ( Nf , %) после фильтрации воды в немодифициро-ванном нетканом полотне и в градиентных модифицированных материалах, полученных обработкой на металлической пластине и валковом оборудовании, представлено на рис. 7. Модифицированные материалы, обработанные двумя способами, имели одинаковую поверхностную плотность 0,35 кг/м2.
Исходное полотно и модифицированный материал, полученный обработкой на металлической пластине в течение 4 мин, практически не фильтруют
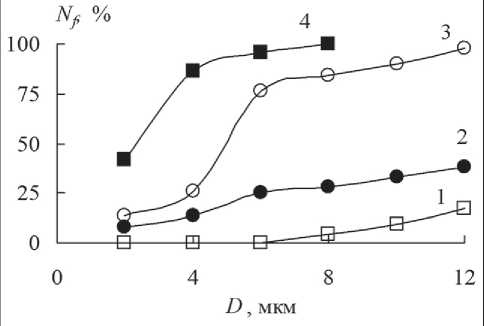
Рис. 7. Гранулометрический состав частиц оксида железа после фильтрации воды через: 1 – немоди-фицированное полотно; 2 – модифицированный материал, полученный при выдержке на нагретой металлической пластине в течение 4 мин; 3, 4 – модифицированный материал, полученный деформационно-тепловой обработкой при скорости 12 (3) и 3,5 (4) м/мин воду от твердых частиц (рис. 7, зависимости 1 и 2), что объясняется высокой дефектностью их поверхностных слоев.
Размер частиц, которые улавливают градиентные нетканые материалы, полученные при деформационно-тепловом воздействии, зависит от скорости обработки. При скорости обработки 12 м/мин получен материал, который задерживает 75% частиц эквивалентным диаметром 6 мкм и полностью задерживает частицы эквивалентным диаметром более 12 мкм (рис. 7, зависимость 3). При снижении скорости обработки до 3,5 м/мин материал улавливает 75% частиц эквивалентным диаметром 3 мкм и полностью улавливает частицы эквивалентным диаметром более 8 мкм (рис. 7, зависимость 4).
Для удаления осадка отфильтрованных частиц с поверхности материалов, полученных при скорости обработки 3,5 и 12 м/мин, использовали метод промывки фильтра обратным потоком воды. После первого цикла фильтрации, который выполняли до снижения проницаемости материала на 50%, масса частиц на фильтре уменьшилась на 92% при постепенном снижении массы удаляемых частиц после 8 циклов фильтрации до 72%.
ЗАКЛЮЧЕНИЕ
– Предложен деформационно-тепловой способ модификации нетканых иглопробивных полотен из смеси полиэтилентерефталатных и бикомпонет-ных волокон в соотношении 70:30, позволяющий получить градиентные материалы с регулируемой толщиной модифицированного поверхностного слоя, структура которого определяет водопроницаемость и эффективность фильтрации воды.
– При скорости деформационно-тепловой обработки, равной 3,5 м/мин, получен материл, который улавливает 75% твердых частиц эквивалентным диаметром 3 мкм и полностью улавливает частицы эквивалентным диаметром более 8 мкм с коэффициентом водопроницаемости порядка 10–11 м2, что является достаточным для фильтрации воды в строительстве и производстве строительных материалов.
Список литературы Градиентные нетканые материалы с модифицированным поверхностным нанослоем для фильтрационной подготовки воды в строительстве
- Patanaik A., Anandjiwala R., Some Studies on Water Permeability of Nonwoven Fabrics. Textile Research J. 2009; 79(2): 147–152.
- Ozen I. Multi-layered breathable fabric structures with enhanced water resistance. J. Engineered Fibers and Fabrics. 2012; 7(4): 63–69.
- Kothari V. K., Das A., Singh S., Filtration behavior of woven and nonwoven fabrics. Indian J. Fibre and Textile Research. 2007. V. 32. № 6. P. 214–220.
- Almanea M.N., Elkhatib E.A., Mahdy A.M. Effects of water treatment residuals on the kinetics of Ni(II) sorption and desorption in some arid soils. Alex. Sci. Exch. J. 2016. 37(2): 287–299.
- Ali F. A study of collapsible behavior of soil blended with fly ash and kota stone dust. Imperial J. Interdisciplinary Res. 2017; 3(2): 446–453.
- Nikonov E.G., Pavlus M., Popovicova M.2D Microscopic and macroscopic simulation of water and porous material interaction. Computer Research and Modeling. 2018; 10(1): 77–86
- Tao F., Valenzuela Garcia A., Xiao T., Chen X., Zhang Y., Yin Y. Interfacial solar vapor generation: introducing students to experimental procedures and analysis for efficiently harvesting energy and generating vapor at the air-water interface. J.Chem. Education. 2020; 97(4): 1093–1100.
- Qin S., Qian M., Chen T., Yang Q., Xu H., Zheng L., Yao Y. Hierarchical microspheres composed of mn-doped cop nanosheets for enhanced oxygen evolution. ACS Appl. Nano Materials. 2020; 3(11): 10702–10707.
- Ivanov L.A., Xu L.D., Bokova E.S., Ishkov A.D., Muminova S.R. Inventions of scientists, engineers and specialists from different countries in the area of nanotechnologies. Part I. Nanotechnologies in Construction. 2021; 13(1): 23–31. https://doi.org/10.15828/2075-8545-2021-13-1-23-31
- Bakhronov K. S. Intensification of the operation of an industrial evaporator. Chem. Petroleum Engineer. 2006; 42 (7): 433–434.
- Pu L., Qu Z., Bai Y., Qi D., Song K., Yi P. Thermal performance analysis of intermediate fluid vaporizer for liquefied natural gas. Appl. Thermal Engineering. 2014; 65(1): 564–574.
- Ivanov L.A., Bokova E.S., Muminova S.R., Katuhin L.F. Nanotechnologies: a review of inventions and utility models. Part I. Nanotechnologies in Construction. 2020, Vol. 12, no. 1, pp. 27–33.
- Ivanov L.A., Xu L.D., Bokova E.S., Ishkov A.D., Borisova O.N. Inventions in the area of nanomaterials and nanotechnologies. Part I. Nanotechnologies in Construction. 2022; 14(1): 18–26.
- Chidambaram Р.К., Jo Y. M., Kim H. D. Theoretical and computational analyses of LNG evaporator. J. Thermal Sci. 2017; 26 (2): 132–137.
- Olaoye T.S., Dewsbury M., Kunzel H. A method for establishing a hygrothermally controlled test room for measuring the water vapor resistivity characteristics of construction materials. Energies. 2021; 14(1): 33–45.
- Dedov A.V., Nazarov V.G. Mechanical characteristical of needlepunch material obtained from a mixture of polyester and polypropylene fibers treated on roll calendar. Fibre Chem. 2011; 43(3): 259–262 .
- Bokova E.S., Dedov A.V. Mechanical characteristical of needlepunch materials theated with heated air. Fibre Chem. 2012; 44(1): 32–34.
- Dedov A.V., Nazarov V. G. Mechanical Properties of Composite Materials Based on Latex-Impregnated Needle-Punched Nonwoven Fabrics from Fibers of Different Nature. Inorganic Materials: Appl. Research. 2018; 9(1):47–51.
- Dedov A. V., Roev B. A., Bobrov V. I., Kulikov G. B., Nazarov V. G. Mechanism of Stretching and Breaking of Needle-Punched Nonwovens. Fibre Chem. 2018; 49(5): 334–337.
- Nazarov V.G., Doronin F.A., Evdokimov A.G., Dedov A.V. Regulation of the wettability of nonwoven cloth by oxyfluorination to improve its impregnation by latex. Fibre Chem. 2020; 52(2): 109–111.
- Dedov A.V., Babushkin S.V., Platonov A.V., Kondratov A.P., Nazarov V.G. Sorptive properties of nonwoven materials. Fibre Chem. 2001; 33(5): 56–58.
- Dedov A.V., Nazarov V.G. Processed Nonwoven Needle punched Materials with Increased Strength. Fibre Chem. 2015; 47(2): 121–125.
