Химическое полирование изделий из титанового сплава ВТ6, изготовленных методом селективного лазерного сплавления

Автор: Скуратов Дмитрий Леонидович, Балякин Андрей Владимирович, Жученко Евгений Игоревич, Швецов Алексей Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-1 т.20, 2018 года.
Бесплатный доступ
В статье приведены результаты исследования химического полирования образцов из титанового сплава ВТ6, изготовленных методом селективного лазерного сплавления. Проанализированы скорость травления и изменение шероховатости поверхности образцов в продольном и поперечном направлениях после полирования растворами, содержащими различные концентрации плавиковой и азотной кислот. Дана рекомендация по оптимальному составу и концентрации раствора кислот при полировании изделий из титановых сплавов, получаемых методом селективного лазерного сплавления.
Селективное лазерное сплавление, титановый сплав вт6, химическое полирование, состав и концентрация раствора, шероховатость поверхности
Короткий адрес: https://sciup.org/148314016
IDR: 148314016 | УДК: 621.357
Chemical polishing of products from titanium alloy ВТ6, manufactured by method of selective laser alloying
The results of a study of chemical polishing of samples made of titanium alloy VT6 made by selective laser alloying are presented in the article. The etching rate and the surface roughness change in the longitudinal and transverse directions after polishing with solutions containing various concentrations of hydrofluoric and nitric acids were analyzed. A recommendation is given on the optimal composition and concentration of the acid solution in the polishing of articles made of titanium alloys produced by selective laser fusion.
Текст научной статьи Химическое полирование изделий из титанового сплава ВТ6, изготовленных методом селективного лазерного сплавления
Высокие эксплуатационные характеристики деталей из титановых сплавов, в том числе хорошая коррозионная стойкость и биосовместимость делают востребованными эти сплавы во многих отраслях промышленности [1, 2]. В настоящее время титановые сплавы широко используются в аэрокосмической, машиностроительной, медицинской и других отраслях, например для изготовления высокоточных, тонкостенных, сложнопрофильных деталей, иногда с системой внутренних каналов и полостей [3, 4].
Интенсивно развивающиеся аддитивные технологии позволяют послойно изготовить любое изделие при наличии её компьютерной 3D-модели [5, 6]. Такие процессы создания объекта ещё называют «выращиванием», из-за постепенности процесса изготовления. В зависимости от технологии, объект может строиться снизу-вверх или наоборот и получать различные свойства.
Селективное лазерное сплавление (СЛС) -одно из направлений аддитивного производства, при котором происходит формирование трехмерного изделия путем последовательного сплавления слоев порошкового материала лучом лазера по заданной программе. Технология СЛС обеспечивает высокий коэффициент ис-
пользования материала и позволяет получить у заготовки минимальный припуск на постобработку, что делает СЛС привлекательной альтернативой для производства деталей сложной формы, особенно из титановых сплавов. Детали, полученные в настоящее время по технологии СЛС, как правило, имеют достаточно большую шероховатость поверхности до Ra = 4,5 мкм и Rz =32 мкм, что не удовлетворяет требованиям, предъявляемым к деталям в аэрокосмической, машиностроительной и медицинской отраслей.
Вопрос постобработки сложнопрофильных тонкостенных деталей, изготовленных по данной технологии, проявляется особенно остро, когда требуется обработка внутренних поверхностей деталей и очищение поверхностей от не-сплавленных частиц порошка. Методами механической обработки резанием не всегда удается достичь требуемого результата из-за сложного профиля, тонких стенок деталей и малых припусков на механическую обработку. Кроме того, при механической обработке тонкостенных деталей из титановых сплавов в их поверхностном слое из-за низкой теплопроводности материала могут произойти структурные и фазовые изменения, сопровождающиеся формированием растягивающих остаточных напряжений и коробление деталей [7, 8].
В данной работе рассмотрен способ химического полирования деталей из титанового сплава ВТ6. Основным реактивом, применяемым для химического полирования титана и его сплавов, является плавиковая кислота (HF) [9]. Уравнение химической реакции при полировании титанового сплава в этом случае имеет вид:
Ti + 3HF ^TiF3 + | h2 T.
При полировании титана и его сплавов с использованием HF, выделяется трифторид тита-
Таблица 1. Химический состав титанового сплава ВТ6 в % по ОСТ 1 900013-81 [14]
|
Ti |
Al |
V |
C |
Fe |
Si |
Zr |
O 2 |
N 2 |
H 2 |
Сумма прочих примесей |
|
не более |
||||||||||
|
Основа |
5,3–6,8 |
3,5–5,3 |
0,10 |
0,60 |
0,10 |
0,30 |
0,20 |
0,05 |
0,015 |
0,30 |
Таблица 2. Исходные данные и результаты химического полирования образцов в растворах различных составов с содержанием HF равной 3%
|
Раствор для химического полирования |
Толщина образца перед травлением, мм |
Толщина образца после травления, мм |
Средняя потеря толщины образца, мм |
Скорость травления, мм/мин |
Масса образца до травления, граммах |
Масса образца после травления, граммах |
Время травления, мин |
|
3%HF |
2,14 |
2,06 |
0,08 |
0,005 |
2,9399 |
2,8561 |
15 |
|
3%HF+ 3% HNO 3 |
2,12 |
2,08 |
0,04 |
0,003 |
2,5321 |
2,4679 |
15 |
|
3%HF+ 6%HNO 3 |
2,15 |
2,06 |
0,09 |
0,006 |
2,6495 |
2,5834 |
15 |
|
3%HF+ 10% HNO 3 |
2,13 |
2,08 |
0,05 |
0,003 |
2,8357 |
2,7695 |
15 |
|
3%HF+ 15%HNO 3 |
2,15 |
2,09 |
0,06 |
0,004 |
2,5432 |
2,4848 |
15 |
|
3%HF+ 20%HNO 3 |
2,15 |
2,07 |
0,08 |
0,005 |
2,6423 |
2,5602 |
15 |
Таблица 3. Исходные данные и результаты химического полирования образцов в растворах различных составов с содержанием HF равной 5%
|
Раствор для химического полирования |
Толщина образца перед травлением, мм |
Толщина образца после травления, мм |
Средняя потеря толщины образца, мм |
Скорость травления, мм/мин |
Масса образца до травления, граммах |
Масса образца после травления, граммах |
Время травления, мин |
|
5%HF |
2,19 |
2,07 |
0,12 |
0,008 |
2,9141 |
2,7726 |
15 |
|
5%HF+3% HNO 3 |
2,18 |
2,10 |
0,08 |
0,005 |
2,9990 |
2,9061 |
15 |
|
5%HF+6% HNO 3 |
2,15 |
2,07 |
0,08 |
0,005 |
2,9509 |
2,8176 |
15 |
|
5%HF+10% HNO 3 |
2,07 |
2,02 |
0,05 |
0,003 |
2,2521 |
2,1037 |
15 |
|
5%HF+15% HNO 3 |
2,05 |
2,02 |
0,03 |
0,002 |
2,0485 |
1,9074 |
15 |
|
5%HF+20% HNO 3 |
2,06 |
2,02 |
0,04 |
0,006 |
2,3538 |
2,1896 |
7 |
Таблица 4. Исходные данные и результаты химического полирования образцов в растворах различных составов с содержанием HF равной 5%
|
Раствор для химического полирования |
Толщина образца перед травлением , мм |
Толщина образца после травления, мм |
Средняя потеря толщины образца, мм |
Скорость травления, мм/мин |
Масса образца до травления, граммах |
Масса образца после травления, граммах |
Время травления, мин |
|
10%HF |
2,15 |
2,00 |
0,15 |
0,021 |
3,0660 |
2,8681 |
7 |
|
10%HF+3% HNO 3 |
2,15 |
2,00 |
0,15 |
0,021 |
2,9074 |
2,7084 |
7 |
|
10%HF+6% HNO 3 |
2,10 |
1,95 |
0,15 |
0,021 |
3,2482 |
2,8574 |
7 |
|
10%HF+10% HNO 3 |
2,12 |
2,00 |
0,12 |
0,024 |
3,5643 |
3,333 |
5 |
|
10%HF+15% HNO 3 |
2,14 |
2,01 |
0,13 |
0,026 |
3,6154 |
3,4718 |
5 |
|
10%HF+20% HNO 3 |
2,10 |
1,95 |
0,15 |
0,030 |
3,3727 |
2,9954 |
5 |
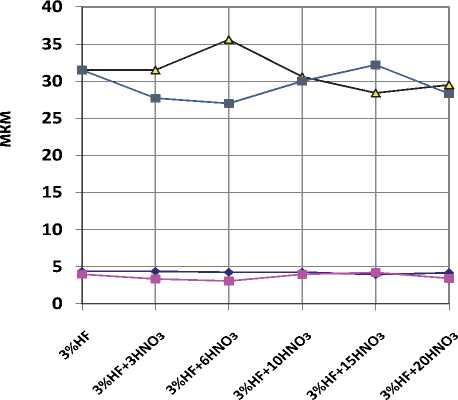
Таблица 5. Шероховатость поверхности образцов до и после химического полирования в растворах различных составов с содержанием HF равной 3%
|
Раствор для химического полирования |
Шероховатость поверхности образца, мкм |
Коэффициент изменения шероховатости |
||||
|
До полирования |
После полирования |
Вдоль образца |
Поперек образца |
|||
|
Вдоль образца |
Поперек образца |
Вдоль образца |
Поперек образца |
|||
|
3%HF |
Ra = 4,36 |
Ra = 4,18 |
Ra = 3,97 |
Ra = 4,00 |
1,10 |
1,04 |
|
Rz =31,50 |
Rz = 32,20 |
Rz =31,90 |
Rz =32,20 |
0,98 |
1,00 |
|
|
3%HF+3% HNO 3 |
Ra = 4,36 |
Ra = 4,18 |
Ra = 3,35 |
Ra = 4,29 |
1,30 |
0,97 |
|
Rz =31,50 |
Rz = 32,20 |
Rz = 27,70 |
Rz =34,00 |
1,13 |
0,95 |
|
|
3%HF+6% HNO 3 |
Ra = 4,24 |
Ra = 3,84 |
Ra = 3,06 |
Ra = 3,29 |
1,38 |
1,17 |
|
Rz =32,60 |
Rz =31,30 |
Rz = 27,00 |
Rz = 26,00 |
1,21 |
1,20 |
|
|
3%HF+10% HNO 3 |
Ra = 4,26 |
Ra = 2,64 |
Ra = 3,96 |
Ra = 2,36 |
1,07 |
1,11 |
|
Rz =30,60 |
Rz =28,30 |
Rz = 30,00 |
Rz = 31,10 |
1,02 |
0,91 |
|
|
3%HF+15% HNO 3 |
Ra =3,93 |
Ra =3,89 |
Ra = 4,21 |
Ra = 4,01 |
0,93 |
0,97 |
|
Rz =28,40 |
Rz =33,20 |
Rz = 32,20 |
Rz = 31,90 |
0,88 |
1,04 |
|
|
3%HF+20% HNO 3 |
Ra = 4,18 |
Ra = 4,01 |
Ra = 3,42 |
Ra = 4,07 |
1,22 |
0,98 |
|
Rz =29,50 |
Rz =29,50 |
Rz = 28,30 |
Rz = 30,08 |
1,04 |
0,98 |
|
Таблица 6. Шероховатость поверхности образцов до и после химического полирования в растворах различных составов с содержанием HF равной 5%
|
Раствор для химического полирования |
Шероховатость поверхности образца, мкм |
Коэффициент изменения шероховатости |
||||
|
До полирования |
После полирования |
Вдоль образца |
Поперек образца |
|||
|
Вдоль образца |
Поперек образца |
Вдоль образца |
Поперек образца |
|||
|
5%HF |
Ra = 3,78 |
Ra = 3,55 |
Ra = 2,86 |
Ra = 2,92 |
1,32 |
1,21 |
|
Rz =25,20 |
Rz = 29,60 |
Rz =40,70 |
Rz =27,00 |
0,62 |
1,10 |
|
|
5%HF+3% HNO 3 |
Ra = 3,78 |
Ra = 3,55 |
Ra = 2,05 |
Ra = 3,07 |
1,84 |
1,16 |
|
Rz =25,20 |
Rz = 29,60 |
Rz = 21,10 |
Rz = 25,60 |
1,19 |
1,16 |
|
|
5%HF+6% HNO 3 |
Ra =3,63 |
Ra =3,97 |
Ra = 2,41 |
Ra = 0,35 |
1,50 |
11,34 |
|
Rz =25,70 |
Rz =27,90 |
Rz = 25,50 |
Rz = 3,84 |
1,01 |
7,26 |
|
|
5%HF+10% HNO 3 |
Ra = 6,70 |
Ra = 7,24 |
Ra = 4,30 |
Ra = 5,16 |
1,56 |
1,40 |
|
Rz =36,70 |
Rz =46,80 |
Rz = 35,70 |
Rz = 42,10 |
1,03 |
1,11 |
|
|
5%HF+15% HNO 3 |
Ra = 6,70 |
Ra = 7,24 |
Ra =4,19 |
Ra = 0,97 |
1,60 |
7,46 |
|
Rz =36,70 |
Rz =46,80 |
Rz = 37,40 |
Rz = 22,90 |
0,98 |
2,04 |
|
|
5%HF+20% HNO 3 |
Ra =6,70 |
Ra = 7,24 |
Ra = 4,98 |
Ra = 4,48 |
1,34 |
1,62 |
|
Rz =36,70 |
Rz =46,80 |
Rz = 35,30 |
Rz = 39,80 |
1,04 |
1,17 |
|
— ♦ — Ra ( до полирования)
— ■ — Ra ( после полирования)
—£— Rz ( до полирования)
— ■ — Rz (после полирования)
Рис. 4. Шероховатость поверхности образцов, измеренная вдоль образца, после химического полирования в растворах различных составов с содержанием HF равной 3%
—*— Ra ( до полирования)
— ■ — Ra ( после полирования)
—а— Rz ( до полирования)
— ■ — Rz (после полирования)
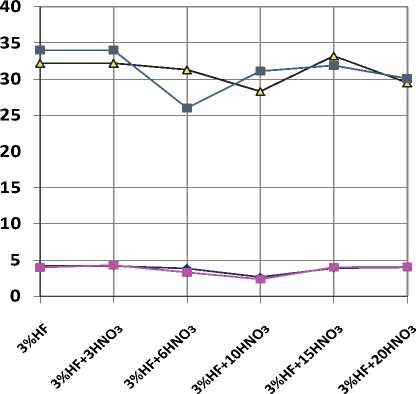
Рис. 5. Шероховатость поверхности образцов, измеренная поперёк образца, после химического полирования в растворах различных составов с содержанием HF равной 3%
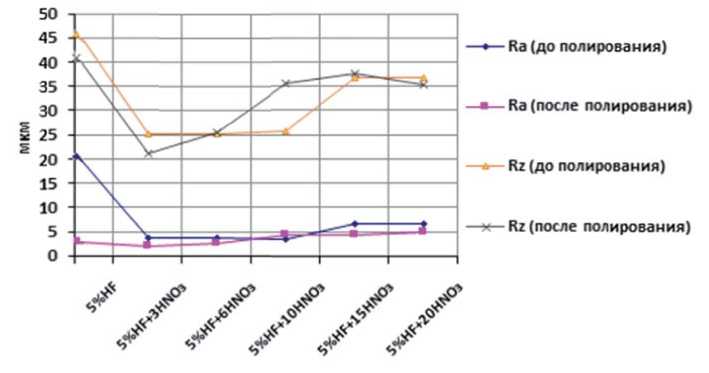
Рис. 6. Шероховатость поверхности образцов, измеренная вдоль образца, после
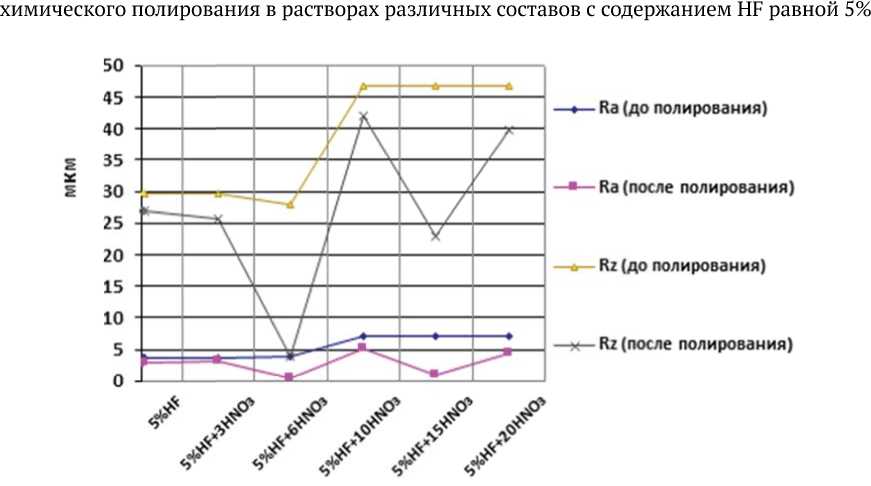
Рис. 7. Шероховатость поверхности образцов, измеренная поперек образца, после химического
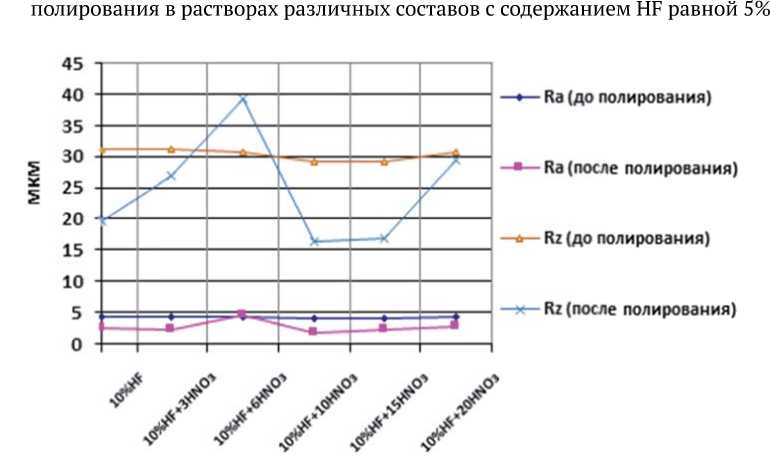
Рис. 8. Шероховатость поверхности образцов, измеренная вдоль образца, после химического полирования в растворах различных составов с содержанием HF равной 10%
Таблица 7. Шероховатость поверхности образцов до и после химического полирования в растворах различных составов с содержанием HF равной 10%
Ti + 6HF + 4HN03 ^ H2TiF6 + 4N02 T +4H20 .
Как видно из данного уравнения химической реакции, травление титана вызывает образование гексафторотитановой кислоты, двуокиси азота и воды. При использовании этого раствора HF становится более стабильной, водород не выделяется, а скорость травления при определённых концентрациях азотной кислоты увеличивается.
МЕТОДИКА И РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
Для исследования влияния растворов с различными концентрациями фтористоводород-
ной и азотной кислот на процесс химического полирования титановых сплавов, а именно: скорость травления и качество обработанной поверхности [12], был выполнен комплекс натурных экспериментов.
В качестве материала для исследования был выбран титановый сплав ВТ6. Этот сплав относится к системе титан-алюминий-ванадий, имеет двухфазную структуру ( α + β ) и подвергается упрочнению при термической обработке, включающей закалку и старение, которая позволяет повысить его прочность при некотором снижении пластичности [13]. Химический состав титанового сплава ВТ6 приведен в табл. 1.
Образцы были получены методом селективного лазерного сплавления на установке SLM 280 [15] и имели следующие размеры : длину - 35 мм, ширину - 10 мм, толщину - 2 мм. Выращивание осуществлялось на режиме : мощность лазерного излучения P = 275 Вт, скорость сканирования S = 805 мм/с. Перед полированием образцов были измерены их масса и шероховатость поверхности в продольном и поперечном направлении. Условия травления были одинаковыми для каждого из исследуемых образцов. Температура раствора равнялась 25”С, а объём раствора – 50 мл. Растворы изготавливались в массовых процентах. Для травления использовались полипропиленовые ёмкости.
Исходные данные и результаты химического полирования образцов в растворах различного состава с содержанием HF равного 3%, 5% и 10%, а также влияние этих составов на скорость химического полирования образцов приведены в табл. 2-4 и на рис. 1-3.
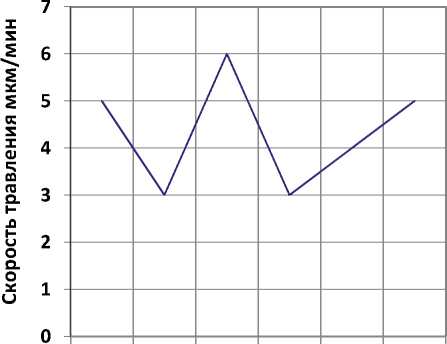
---содержание HF 3%
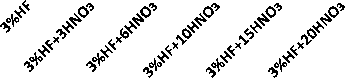
Рис. 1. Зависимость скорости травления в растворах с содержанием HF равной 3% и различных концентрациях HNO3
Результаты исследования шероховатости поверхности образцов в продольном и поперечном направлениях в растворах ранее указанных составов представлены в табл. 5-6 и на рис. 4-9.
ОБСУЖДЕНИЕ
Поверхность детали после селективного лазерного сплавления имеет выпуклости и вогнутости, расположение которых зависит от стратегии
сканирования лазерным лучом. Пример стратегии сканирования приведён на рис. 10. Раствор, предназначенный для химического полирования, воздействует на обрабатываемую поверхность с одинаковой интенсивностью, поэтому шероховатость поверхности, измеренная перпендикулярно направлению трека, будет значительно отличаться от шероховатости, измеренной вдоль трека.
Химическое полирование раствором фтористоводородной кислоты как показало ис-

— ♦ — содержание HF 5%

Рис. 2. Зависимость скорости травления в растворах с содержанием HF равной 5% и различных концентрациях HNO3
—•— содержание HF 10%
Рис. 3. Зависимость скорости травления в растворах с содержанием HF равной 10% и различных концентрациях HNO3
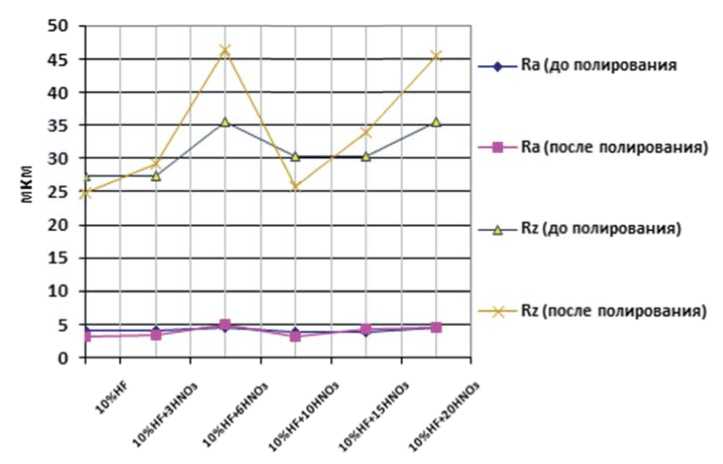
Рис. 9. Шероховатость поверхности образцов, измеренная поперек образца, после химического полирования в растворах различных составов с содержанием HF равной 10%
следование, является достаточно медленным процессом и сопровождается образованием побочного продукта. Этим продуктом является газообразный водород. Добавление азотной кислоты в раствор увеличивает скорость травления, устраняет образование газообразного водорода и позволяет получить более гладкую поверхность. Повышение концентрации азотной кислоты выше десяти процентов мало влияет на скорость травления. Кроме того, с увеличением концентраций HF на поверхности материала наблюдается образование оксида титана, имеющего белый цвет, и его очень тяжело удаляемого с обрабатываемой поверхности [16, 17].
На скорость травления и шероховатость по- верхности образцов, изготовленных методом селективного лазерного сплавления и подвергнутых химическому полированию раствором, состоящим из HF и HNO3, влияют характер исходной шероховатости поверхности и наличие или отсутствие несплавленых участков (рис. 11).
Влияние ранее перечисленных факторов на качество полирования проявляется в скоплении во впадинах поверхности, величина и расположение которых определяется стратегией сканирования лазерным лучом, что в свою очередь перекрывает доступ раствора для химического полирования к обрабатываемой поверхности и, как следствие, к ухудшению её конечной шероховатости.
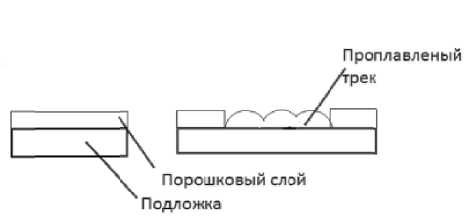
Рис. 10. Пример «однозонной» стратегии сканирования
На основании проведения эксперимента по исследованию влияния различных химических концентраций на скорость травления и качество поверхности при химическом полировании титанового сплава ВТ6 раствором фтористоводородной и азотной кислоты, было установлено, что оптимальным составом для полирования являются растворы с содержанием 10%HF+10%HNO3 и 5%HF+6% HNO3. Шероховатость поверхности образцов в продольном и поперечном направлениях при их химическом полировании первым раствором уменьшились соответственно в 2,36 и в 1,24 раза, а при полировании вторым снизились соответственно в 1,50 и в 11,34 раза.
ВЫВОДЫ
Рассмотренный в данной статье способ химического полирования деталей из титанового сплава ВТ6 раствором плавиковой кислоты с добавлением азотной кислоты может быть использован в качестве постобработки сложнопрофильных тонкостенных деталей, изготовленных по технологии СЛС. В качестве основного раствора для химического полирования титановых сплавов авторы рекомендуют использовать 10% раствор фтористоводородной и азотной кислот.
Интенсивность химического полирования титановых сплавов раствором кислот HF+ возможно увеличить за счет обеспечения циркуляции раствора или встряхивания образца. Это освободит обрабатываемую поверхность от скопления гексафторотитановой кислоты, двуокиси азота и воды.
Авторы выражают особую благодарность сотрудникам кафедры химии Самарского университета, оказавшим помощь в приготовлении растворов для травления и проведении экспериментальных исследований.
Список литературы Химическое полирование изделий из титанового сплава ВТ6, изготовленных методом селективного лазерного сплавления
- Авиационные материалы: Справочник: В 9 т. . М-во авиац. пром-сти СССР. Всесоюз. науч.-исслед. ин-т авиац. материалов. 6-е изд., перераб. и доп. М.: ОНТИ, 1973. 22 см. Т. 5: Магниевые и титановые сплавы . 1973. 583 с.
- Ильин А.А., Колачёв Б.А., Полькин И.С. Титановые сплавы. Состав, структура, свойства. М.: ВИЛС -МАТИ, 2009. С. 520.
- Исследование применения технологий быстрого прототипирования для изготовления лопаток турбины ГТД/А.В. Балякин, Е.М. Добрышкина, Р.А. Вдовин, В.П. Алексеев//Известия Самарского научного центра РАН. 2016. Т. 18. № 4(6). С. 1168-1172
- Агаповичев А.В., Смелов В.Г., Балякин А.В. Разработка методики литья сложных деталей аэрокосмического профиля с использованием аддитивных технологий//Вестник Самарского государственного аэрокосмического университета им. академика С.П. Королёва (национального исследовательского университета). 2014. №5-2 (47). С. 166-173
- Балякин А.В., Носова Е.А., Галкина Н.В. Остаточные напряжения заготовок из сплава ВТ-22 после деформации и отжига//Известия Самарского научного центра РАН. 2017. Т. 19. № 1. Ч.1. С. 25-30
