Иерархический подход в разработке программного комплекса моделирования процессов прокатки

Автор: Мальцев П.А., Дубинский Ф.С., Выдрин A.B.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 14 (147), 2009 года.
Бесплатный доступ
При определении формы и размеров переходных сечений малоизученным вопросом является определение уширения металла, а также формы поверхности, свободной от контакта с валками. Для решения этой задачи разработан программный комплекс на основе иерархического подхода, который объединяет научные методы моделирования процессов сортовой прокатки и эмпирические зависимости на различных уровнях решения задач.
Моделирование процессов прокатки, очаг деформации, калибр, программный комплекс, метод конечных элементов
Короткий адрес: https://sciup.org/147156622
IDR: 147156622 | УДК: 621.771.01
Hierarchical approach to developing the bundled software of rolling processes modeling
While defining the form and sizes of transitive sections, the definition of spreading of metal and the surface shape contactless with forming rolls is an insufficiently known question. To solve this problem a bundled software on the basis of the hierarchical approach was developed. It combines the scientific flat-and-edge rolling simulation techniques with empirical dependence at different levels of the problem solving.
Текст научной статьи Иерархический подход в разработке программного комплекса моделирования процессов прокатки
При проектировании процессов прокатки важно не только правильно выбрать схему деформации металла, но и с достаточной точностью прогнозировать форму и размеры переходных сечений в каждом проходе. Последнее является наиболее сложным в плане обеспечения требуемой точности, так как необходимо учитывать множество влияющих на деформацию металла факторов -материал и состояние поверхности валков, скоростной и температурный режимы, расположение клетей стана и др. При определении формы и размеров переходных сечений достаточно сложно прогнозируемыми являются вопросы уширения металла и формы поверхности, свободной от контакта с валками в очаге деформации.
Для решения данных вопросов хорошо зарекомендовал себя метод конечных элементов и программные продукты на его базе. Однако из известных авторам программных средств, они либо сложны и требуют специального изучения, либо ориентированы на определенные процессы с жестко заданными граничными условиями.
При использовании метода конечных элементов необходимо заранее знать ряд граничных условий, которые выступают в качестве первого приближения. К ним, для условий горячей сортовой прокатки, относятся режим обжатий, форма валков и калибров, скоростной и температурный режимы прокатки.
При разработке программного комплекса авторами использовался иерархический подход, который предусматривает совместное использование научных методов моделирования процессов прокатки сортовых профилей и эмпирических зависимостей на различных уровнях решения задач.
В целом алгоритм программного комплекса можно представить в виде иерархии процессов (рис. 1). На нулевом уровне производится ориентировка комплекса на объект. В качестве объекта выступают типы станов, классифицированных по расположению клетей. На первом уровне производится приближенный расчет формоизменения, энергосиловых параметров, температурного и скоростного режимов по клетям стана. На основе результатов приближенного расчета дальнейшие действия выполняются на втором уровне. Это либо возвращение на первый уровень для корректировки исходных данных и повторного расчета для достижения заданной точности, либо для расчета формоизменения металла внутри очага деформации методом конечных элементов (МКЭ).
На нулевом уровне использование программного комплекса не может вызывать каких-либо затруднений, так как здесь необходимо только воспользоваться включенной в комплекс базой данных.
Для приближенных вычислений на первом уровне в комплекс внедрены авторские и альтер-
О уровень 1 уровень 2 уровень
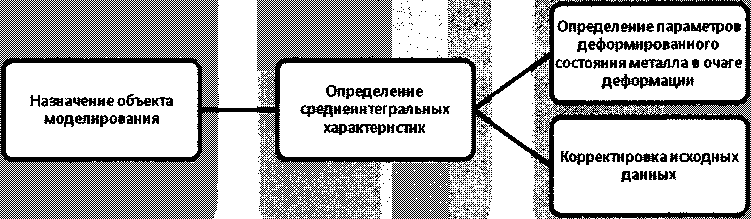
Рис. 1. Иерархическая модель расчетной части программного комплекса
нативные методики как для расчета показателей формоизменения, энергосиловых параметров, скоростных и температурных режимов прокатки [1], так и для проектирования калибров и валков [2].
На втором уровне производится уточнение результатов расчетов показателей формоизменения и геометрии деформируемой полосы на базе конечно-элементной математической модели [3].
Как и предусматривает МКЭ, геометрическая модель объема очага деформации на этом уровне анализа была заменена на совокупность конечных элементов в форме тетраэдров с дополнительным узлом в центре тяжести каждого. Предварительная оценка показала, что для использования модели при определении формоизменения простых сортовых профилей достаточно 21 конечного элемента, координаты узлов которых для адаптации к конкретной форме калибра необходимо задавать в функциональном виде:
Уд = y,j zy = 2y(F2i,j\ где j - номер узла z-ro конечного элемента; FXi -кусочно-аналитическая функция, описывающая геометрию очага деформации в плоскости Z0Y для области, к которой принадлежит z-й конечный элемент; F2j - кусочно-аналитическая функция, описывающая геометрию очага деформации в плоскости X0Z для области, к которой принадлежит z-й конечный элемент. Зависимости типа (1) были получены для 16 типов калибров, наиболее часто встречающихся на сортовых станах. Приведенная иерархическая модель программного комплекса является базовой составляющей его алгоритмического обеспечения в целом, которое дополнительно усилено элементами для более быстрого, удобного моделирования и анализа процессов прокатки. Среди этих элементов можно отметить: - группу алгоритмов для графического представления данных; - алгоритмы создания выходной документации; - алгоритмы реализации сервисных возможностей системы. Перечисленные алгоритмы реализованы в виде модулей программного комплекса и непосредственно связаны с расчетной частью. Модуль графического представления данных позволяет с учетом результирующих значений выходных параметров отобразить в масштабе эскиз калибра и полосы на выходе из очага деформации. Модуль создания выходной документации позволяет просматривать до девяти решений по представлению результатов расчетов, которые условно можно разделить на текстовые и графические (рис. 2). Рис. 2. Текстовые и графические решения представления выходных данных Сервисные возможности комплекса функционируют как в виде самостоятельных модулей (база данных), так и являются частью перечисленных. Например, в расчетных модулях может произво- Мальцев П.А., Дубинский Ф.С., Выдрин А.В. Иерархический подход в разработке программного комплекса моделирования процессов прокатки диться машинный контроль адекватности входящих данных, предотвращающий некорректные расчеты, которые явно противоречат физике процесса прокатки или зависимостям из геометрии. Среди «самостоятельных» сервисных возможностей, можно отметить: - операции сдвига одного или нескольких проходов, вставки данных прохода из уже разработанной калибровки; - операции ускоренного ввода исходных данных; - операции принудительного изменения расчетных технологических параметров в ходе проектирования (совмещение расчетных и экспериментальных данных). Разработанный программный комплекс можно использовать для проектирования новых и совершенствования существующих технологий прокатки сортовых профилей, для обучения и контроля знаний технологического персонала прокатных станов промышленных предприятий, а также студентов, обучающихся по специальности «Обработка металлов давлением».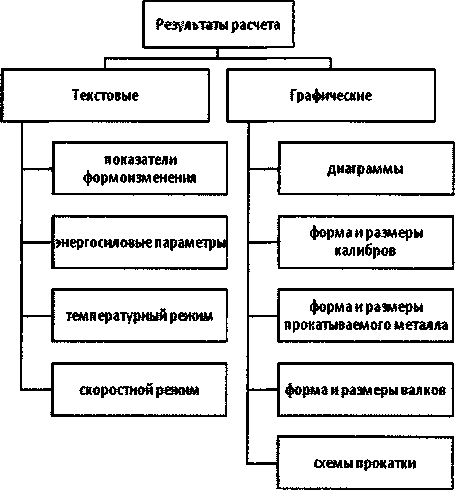
Список литературы Иерархический подход в разработке программного комплекса моделирования процессов прокатки
- Моделирование температурных полей в очаге деформации при прокатке сортовых профилей/Ф.С. Дубинский, A.B. Выдрин, П.А. Мальцев, М.А. Соседкова//Вестник ЮУрГУ. Серия «Металлургия». -2006. -№ 12(84). -С. 30-32.
- Моделирование и проектирование технологических процессов прокатки/Ф.С Дубинский, A.B. Выдрин, П.А. Мальцев, М.А. Соседкова//Вестник ЮУрГУ. Серия «Металлургия». -2007. -№ 13(85). -С. 24-27.
- Дукмасов, В.Г. Математические модели и процессы прокатки профилей высокого качества/В.Г. Дукмасов, A.B. Выдрин. -Челябинск: Изд-во ЮУрГУ, 2002. -215 с.
