Имитационная модель процесса конструкторской проработки цепи преобразования женской верхней одежды

Автор: Захаркевич Оксана Васильевна
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (29), 2015 года.
Бесплатный доступ
В статье разработана имитационная модель процесса конструкторской проработки женской верхней одежды, которую можно использовать для прогноза работы предприятия в условиях гибкой переориентации производства на выпуск новых видов изделий. При этом решены задачи представления графической модели процесса конструкторской проработки изделий, определения стабильных и мобильных характеристик процесса, а также осуществлено имитационное моделирование в пакете Arena (Rockwell Automatіon) на примере предприятий массового производства женской верхней одежды. В качестве информации об объекте моделирования использованы результаты анализа особенностей работы швейных предприятий, а также каталоги модельных решений изделий. Верификация имитационной модели выполнена путем расчета критерия Фишера. В результате доказано, что имитационную модель можно использовать для последующих исследований цепей преобразования модельных решений женской верхней одежды и формирования рекомендаций по их использованию для оптимизации работы конструктора в условиях быстрого изменения проектных ситуаций. Разработанная имитационная модель позволяет провести исследования зависимостей между количеством конструкторов, временем разработки конструкторской документации на одну модель изделия и коэффициентом загруженности конструкторов.
Имитационная модель, цепь преобразования, модуль, сущность, атрибут
Короткий адрес: https://sciup.org/142184928
IDR: 142184928 | УДК: 687.016.5:
Simulation model of the design of transformation chain of women’s outerwear
This research is devoted to developing of the simulation model of the design process in sewing industry. Such model could be used for predicting the results of the rapid change in production of women''s outerwear. The entity-relationship model of the design process was formed. All of entities in this model were represented as particular modules in simulation package Arena (Rockwell Automation). Each module was described with some attributes, which could be changed for different sewing companies. Analysis of the design process in sewing industry and data base of transformation elements were used as original information for simulating. Fisher-test was used for verification of the simulation model. So simulation model of the design process in sewing industry is the base for research of the transformation chains and relationship between parameters of the design process in sewing industry.
Текст научной статьи Имитационная модель процесса конструкторской проработки цепи преобразования женской верхней одежды
SIMULATION MODEL, TRANSFORMATION CHAIN, MODULE, ENTITY, ATTRIBUTE
This research is devoted to developing of the simulation model of the design process in sewing industry. Such model could be used for predicting the results of the rapid change in production of women's outerwear.
The entity-relationship model of the design process was formed. All of entities in this model were represented as particular modules in simulation package Arena (Rockwell Automation). Each module was described with some attributes, which could be changed for different sewing companies.
Analysis of the design process in sewing industry and data base of transformation elements were used as original information for simulating.
Fisher-test was used for verification of the simulation model. So simulation model of the design process in sewing industry is the base for research of the transformation chains and relationship between parameters of the design process in sewing industry.
каждое предприятие постоянно изменяет ассортимент одежды, с которым работает (в связи с сезонными изменениями).
Вопросы регулирования гибкости конструкторско-технологической подготовки, обновление ассортимента в условиях предприятия рассмотрены в работе [1]. Автором предложена концепция регулирования ассортимента на основе сочетания аксиологических и морфологических взаимосвязей для ситуационных преобразований ассортимента на примере женского жакета.
Особенности преобразований разновидностей женской верхней одежды, которые в совокупности составляют пальтово-костюмный ассортимент (в соответствии с ГОСТ 25295–2003 [2]), рассмотрены в работах [3–4]. Автором [3] введено понятие типологического ряда видов одежды, который содержит совокупность изделий с общим признаком и предусматривает возможность преобразований от исходной модели до последней модели такого ряда. Внутри типологического ряда женской верхней одежды выделены цепи преобразований.
Цепи преобразований женской верхней одежды – это простые последовательности разновидностей изделий, которые позволяют задавать вектор действий в конкретной проектной ситуации, обеспечивая видоизменяемую трансформацию женской верхней одежды [3].
Соответственно, для того, чтобы предприятие в любой момент времени могло быстро перенастроить производство на другие виды изделий, нужно иметь готовую групповую конструкторскую документацию на разновидности одежды, которые входят в наиболее часто встречаемые цепи преобразований.
Условия, которые определяют количество видов изделий в цепи преобразований, до сих пор неизвестны. Кроме того, при выборе цепей преобразований следует учитывать ряд внешних факторов: мода, возможности и мощности предприятия, спрос и т. д. Такие факторы не всегда можно прогнозировать на длительный период времени, а тем более со значительной долей уверенности. Именно поэтому сложно построить точную аналитическую модель процесса конструкторской проработки цепей преобразований женской верхней одежды.
Когда явления в системе настолько сложны и многообразны, что аналитическая модель становится слишком грубым приближением к действительности, исследователь вынужден использовать имитационное моделирование [5].
Такое моделирование используется в разных сферах экономики и промышленности: имитационная модель процесса гребнечесания [6], моделирование гибких швейных потоков [7], моделирование процессов монтажа изделий [8–9].
Имитационная модель процесса конструкторской проработки цепей преобразований могла бы решить задачу анализа производственной системы, отображая особенности разработки швейного изделия от момента получения заказа (задания на разработку модели) до формирования пакета конструкторской документации на модель изделия.
Цель работы – разработка имитационной модели процесса конструкторской проработки цепи преобразования женской верхней одежды для прогноза работы предприятия в условиях гибкой переориентации производства на выпуск новых видов изделий.
При этом предстоит решить следующие задачи:
-
• представить графическую модель процесса конструкторской проработки;
-
• определить стабильные и мобильные характеристики процесса;
-
• осуществить имитационное моделирование на примере предприятия массового производства женской верхней одежды.
Имитационная модель должна обеспечить возможность исследования характеристик процесса конструкторской проработки и сопоставления их с предложенной длиной цепи.
В качестве информации об объекте моделирования использованы результаты анализа особенностей работы швейных предприятий, а также каталоги модельных решений изделий.
В результате анкетирования представителей предприятий получены цифровые характеристики процесса разработки изделия: затраты времени на конструкторскую разработку изделия, мощность предприятия, время между отдельными разработками моделей (заказами), принцип построения расписания работы конструкторов на предприятии, количество конструкторов, стоимость разработки конструкторской документации на одну модель (табл. 1).
Цепи преобразований могут иметь различную длину, то есть могут состоять из разного количества разновидностей изделий: от двух до десяти. Минимальное количество разновид-
Таблица 1 – Результаты анкетирования представителей предприятий швейной отрасли
Количественный анализ цепей преобразований показывает, что среди них чаще всего встречаются следующие элементарные цепи: «Куртка – Анорак», «Анорак – Полупальто», «Полупальто – Жакет», «Жакет – Труакар» и «Макинтош – Редингтон», «Редингтон – Жакет-спенсер». Соответственно, в процессе конструкторской подготовки производства можно использовать пакеты конструкторской документации, обеспечивающие производство разновидностей изделий, входящих в названные элементарные цепи.
Разработка имитационной модели процесса конструкторской проработки цепи преобразования выполнена на примере двух элементарных цепей «Куртка – Анорак» и «Анорак – Полупальто», которые объединяются в цепь преобразования: «Куртка – Анорак – Полупальто».
Для выполнения исследований использована информация о цепях преобразований модельных решений из базы данных трансформирующих элементов [3], в частности листы: «Цепи преобразований модельных решений 10-1-28» и «Соединение цепей преобразований 10-1-28», «10-1(13)-28», «10-1(31)-28», «10-1(103)-28», «10-1(104)-28», «10-1(105)-28», «10-1(106)-28». Номенклатура цепей преобразований представлена цифровыми обозначениями (соединение порядковых номеров разновидностей женской верхней одежды в списке). Цепи преобразований модельных решений с одинаковым решением анорака (порядковый номер 1) и разными модельными решениями куртки (порядковый номер 10) и полупальто (порядковый номер 28), обозначены как «10-1(№А)-28», где «10» – обозначение множества модельных решений курток; «1» – обозначение множества модельных решений анораков; № А – номер общего модельного решения анорака; «28» – обозначение множества модельных решений полупальто.
В таблице 2 показано соотношение видов изделий в цепях преобразований модельных решений «10-1-28». Количество моделей курток определяет множество их моделей, которое может быть преобразовано в одну и ту же модель анорака. Соответственно, модели полупальто составляют множество, в которое может быть преобразована модель анорака.
Для отображения семантических отношений элементов изучаемого процесса в виде концептуальной модели выбраны графические средства ER-модели (entity-relationship model) – модели «сущность—связь».
В данном случае это подразумевает представление графическими объектами всех элементов, которые в совокупности обеспечивают процесс конструкторской проработки цепи преобразования в различных возможных ее вариантах. Информация об этих элементах и имеющихся взаимосвязях между ними может быть получена из таблицы 1.
Процесс разработки новых моделей изделий на основе цепей преобразований зависит от особенностей выбранной цепи, так как цепь отображает заданное направление разработки. Например, цепь «Куртка—Анорак—Полупальто» может быть изображена в трех вариантах (рис. 1). Орграфы цепи преобразования составляют основу для ER-модели (рис. 2).
В качестве элементов системы приняты: цепь преобразования, состоящая из видов изделий (анорак, куртка, полупальто), непосредственный исполнитель работ (конструктор) и момент начала разработки конструкторской документации
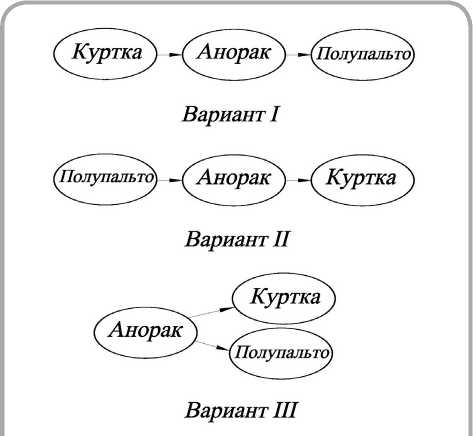
Рисунок 1 – Варианты орграфов цепи преобразования «Куртка–Анорак–Полупальто»
на модель или модели изделия (заказ).
Свойства элементов системы (видов изделий) представлены атрибутами: количеством моделей определенного вида изделия, приоритетом разработки (высокий, средний, низкий – в зависимости от срочности выполнения заказа), затратами времени на конструкторскую подготовку одной модели определенного вида изделия, коэффициентами унификации элементарных цепей преобразования. Количество конструкторов, время работы и заработная плата выступают атрибутами исполнителя работ (конструктора).
Необходимость начала процесса разработки конструкторской документации на модель изделия характеризуется атрибутами: расписание
|
Таблица 2 – Распределение видов изделий в цепях преобразований «10-1-28» |
|||||
|
Условное обозначение цепи преобразования |
Количество моделей, ед |
Распределение, % |
|||
|
курток |
полупальто |
всего |
курток |
полупальто |
|
|
«10-1(13)-28» |
12 |
8 |
20 |
60 |
40 |
|
«10-1(31)-28» |
2 |
2 |
4 |
50 |
50 |
|
«10-1(103)-28» |
14 |
14 |
28 |
50 |
50 |
|
«10-1(104)-28» |
6 |
12 |
18 |
33 |
67 |
|
«10-1(105)-28» |
6 |
12 |
18 |
33 |
67 |
|
«10-1(106)-28» |
2 |
1 |
3 |
66 |
34 ____J |
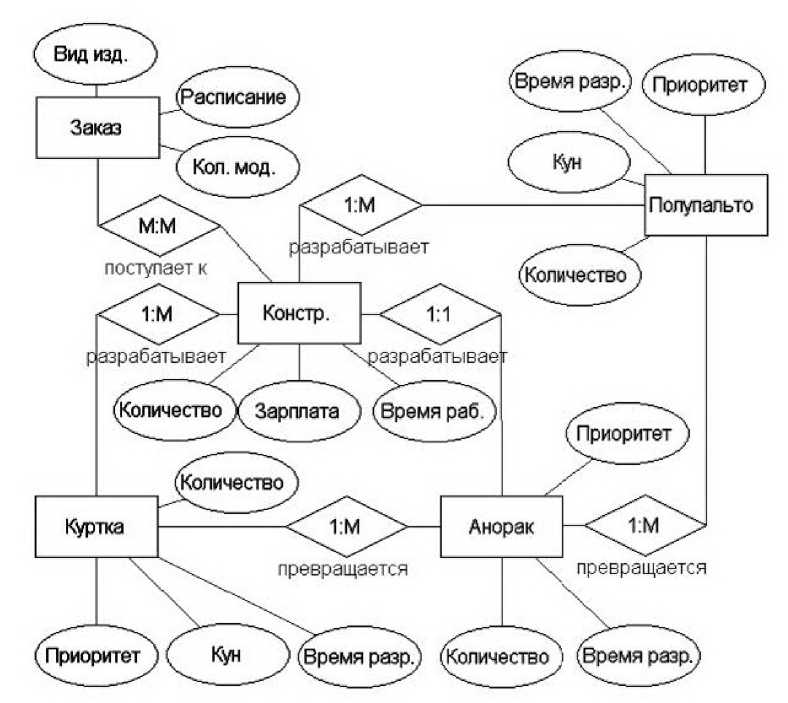
Рисунок 2 – ER-модель процесса конструкторской проработки цепи преобразования «Куртка – Анорак –
Полупальто» на основе ІІІ варианта орграфа заказов, вид изделия, срок выполнения заказа и количество моделей, которые надо разработать.
Модели изделий – это индивидуальные элементы, которые обрабатываются в системе, следовательно, они являются сущностями для моделирования процесса конструкторской проработки цепей преобразований разновидностей одежды.
Критериями выбора программного пакета моделирования являются достаточность и полнота средств реализации концептуальной модели, доступность, простота и легкость освоения, скорость и корректность создания программной модели. Для разработки имитационной модели процесса конструкторской проработки целесообразно использовать пакет Arena (Rockwell Automatіon), который соответствует названным критериям.
Создание модели с помощью пакета Arena начинают с анализа доступных модулей программы и их возможного функционального использования для имитации известных этапов конструкторской проработки изделия на предприятии.
В результате сформирован следующий перечень модулей:
-
• Create (точка создания сущностей) – соответствует этапу технического задания на разработку модели определенного вида изделия, в данном случае – анорака;
-
• Process – имитация процесса разработки конструкторской документации на каждую отдельную модель изделия;
-
• Decide – задание соотношения количества моделей различных видов изделий в одной цепи преобразования модельных решений;
-
• Resource используется для каждого свойства как самостоятельный модуль, определяет
количество и особенности работы конструкторов;
-
• Schedule – распорядок поступления заказов, план их выполнения;
-
• Separate создает копии ранее созданных моделей, имитируя процесс копирования разработанного проекта (конструкции, лекал или всего комплекта конструкторской документации), например: с помощью команды «Сохранить как» – AutoCAD, «Сохранить предмет как ...» – САПР «Julivi», «Создать новый алгоритм на базе старого» – САПР «Грация».
Фрагмент блок-схемы имитационной модели процесса конструкторской проработки с использованием цепи преобразования (на примере цепи 10-1(13)-28 (вариант ІІІ)) отображён на рисунке 3. Назначение свойств модулям модели представлено в виде таблиц 3 и 4.
Для разработанной модели выбран механизм продвижения модельного времени «от события к событию».
Параметры модулей Process, характеризиру-ющие время разработки модели, приведены в таблице 5. Значения рассчитаны на основании результатов опроса представителей предприятий швейной промышленности (табл. 1) и данных о коэффициентах конструктивной однородности моделей изделий в цепях преобразования (из «Базы данных трансформирующих элементов»).
В окне рабочего поля модели представлены: структура (блок-схема) модели, часы, календарь, счетчик количества разработанных анораков и две диаграммы, отображающие количество разработанных полупальто и курток (рис. 4).
Верификация имитационной модели выполнена путем сравнения полученных количественных характеристик с данными официальных сайтов предприятий [10–12], данными методических указаний по планированию экспериментальных цехов швейных предприятий [13], результатами опроса представителей швейной отрасли (табл. 6).
В результате сравнения критерия Фишера расчетного ( F p ) и табличного ( F T ) можно утверждать, что имитационная модель адекватно отображает процесс конструкторской проработки на швейных предприятиях Украины ( F p = 2,81< F T = 4,28). Таким образом, имитационную модель можно использовать для последующих исследований цепей преобразования модельных решений женской верхней одежды и формирования рекомендаций по их использованию для оптимизации работы конструктора в условиях быстрого изменения проектных ситуаций. Модель позволяет провести исследования зависимостей между количеством конструкторов, временем разработки конструкторской документации на одну модель изделия и коэффициентом загруженности конструкторов. Полученные результаты могут быть использованы в экспертной системе для выбора длины цепи [14].
После апробации обобщенной модели каждый модуль Process можно представить как отдельную подсистему (Submodel). Такая модель будет отображать этапы подготовки конструкторской документации и создавать условия для их исследования.
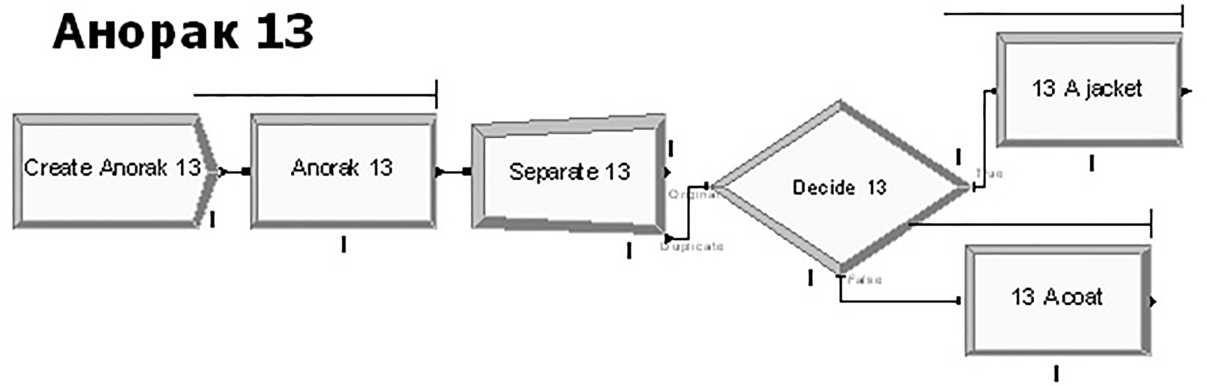
Рисунок 3 – Блок-схема имитационной модели процесса конструкторской проработки в среде моделирования Arena: цепь преобразования, в основе которой лежит модель анорака 13
|
Таблица 3 – Изменяемые характеристики модулей имитационной модели процесса конструкторской проработки в среде моделирования Arena |
||||||
|
Модуль |
Назначение модуля |
Описание модуля |
Параметр |
Назначение параметра |
Описание |
Значения параметров |
|
Create |
Исходная точка для сущностей |
Необходимость разработки модели |
Type |
Способ формирования потока прибытия |
Способ определения количества заказов на разработку модели |
Constant (среднее значение) |
|
Schedule (по расписанию) |
||||||
|
Value |
Среднее значение времени между прибытиями сущностей |
Время между заказами на разработку модели |
Constant (среднее значение для каждого предприятия отдельно) |
|||
|
Schedule Name |
Название расписания, определяющего характер прибытия сущностей в систему |
Расписание, определяющее характер и частоту поступления заказов на разработку модели |
Schedule 1 |
|||
|
Units |
Единицы измерения времени между прибытиями сущностей |
Единицы измерения времени между поступлениями заказов на разработку модели изделия |
День, час |
|||
|
Process Anorak №А (Process Jacket №А; Process Coat №А) |
Основной модуль процесса обработки сущностей |
Разработка конструкторской документации на модель изделия |
Priority |
Приоритет модулей, которые используют один и тот же ресурс |
Срочность выполнения заказа (поочередность разработки моделей) |
High, Medium, Low |
|
Resources |
Ресурсы, которые будут обрабатывать сущности в модуле |
Количество конструкторов на предприятии, чел. |
1 ÷ 5 (определяется для каждого предприятия) |
|||
|
Units |
Единицы измерения времени пребывания сущности в модуле |
Единицы измерения времени разработки конструкторской документации на модель изделия |
День, час |
|||
|
Allocation |
Определяет необходимость учета стоимостных характеристик |
Определяет необходимость учета стоимости разработки конструкторской документации на модель изделия |
Value Added (Учитывать стоимость разработки конструкторской документации) |
|||
|
Delay Type |
Тип распределения или процедура, определяющая параметры задержки сущности в модуле |
Тип распределения, соответствующий особенностям работы человека |
Triangular |
|||
|
Separate №А |
Модуль создания копий раньше созданных сущностей |
Копирование файлов проектов и/или конструкторской документации ранее разработанных моделей |
# of Duplic |
Количество создаваемых копий входящей сущности |
Количество моделей, которые могут быть созданы на основе данной модели анорака (сумма моделей курток и полупальто для конкретной цепи преобразования) |
Таблица 2 |
|
Окончание таблицы 3 |
||||||
|
Decide |
Описание логики модели с учетом принятия решения |
Описание логики модели с учетом принятия решения |
Percent True |
Значение, определяющее процент сущностей, который пойдет по направлению True |
Процент, определяющий количество моделей курток в цепи преобразований |
Таблица 2 |
|
Resource |
Определение ресурсов и их свойств |
Особенности работы конструкторов |
Capacity |
Количество ресурсов, находящихся в системе |
Количество конструкторов |
Определяется для каждого предприятия (прогона модели) |
|
Busy |
Почасовая стоимость обработки сущности ресурсом |
Почасовая стоимость разработки модели конструктором |
12 грн |
|||
|
Idle |
Стоимость ресурса, когда он свободен |
Почасовая оплата работы конструктора, когда он свободен |
12 грн |
|||
|
Schedule |
Расписание |
Частота прибытия сущностей |
Type |
Тип расписания |
Расписание получения заказов на разработку моделей |
Arrival (расписание для модуля Create) V |
|
Таблица 4 – Распределение видов изделий в цепях преобразований «10-1-28» |
||||
|
Модуль |
Параметр |
Значения параметров |
||
|
Название |
Описание |
Физическое содержание |
||
|
Create |
Name |
Имя модуля |
Условный номер модели анорака |
Create №А |
|
Entity Type |
Название типа сущности |
Условный номер модели анорака |
Entity №А |
|
|
Entities per arrival |
Количество сущностей, входящих в систему за 1 прибытие |
Количество моделей, составляющих один заказ |
5 шт |
|
|
Max arrivals |
Максимальное число сущностей, формируемое модулем (ресурс генератора) |
Максимальное количество моделей, которые могут быть заказаны для разработки |
Infinite |
|
|
First Creation |
Время, через какое приходит первая сущность в модель, от начала моделирования |
Время, через какое приходит первый заказ на разработку модели |
0,0 |
|
|
Process 1_______ |
Name |
Имя модуля |
Название модели изделия |
Anorak №А (Jacket №А, Coat №А) |
|
Type |
Логическая схема модуля |
Детализация процесса конструкторской проработки модели анорака |
Standard (модуль не содержит субмоделей) |
|
|
Action |
Тип обработки, происходящей внутри модуля |
Порядок работы конструктора при разработке моделей анораков |
Seize Delay Release (конструктор занят разработкой модели определенное время, после которого освобождается) ) |
|
|
Окончание таблицы 4 |
||||
|
Separate |
Name |
Имя модуля |
Условный номер исходной модели анорака |
Separate №А |
|
Type |
Способ распределения входящих в модуль сущностей |
Способ распределения конструкторской документации исходной модели анорака |
Duplicate Original (дублирование конструкторской документации исходной модели анорака) |
|
|
Percent Cost to Duplicates |
Процент исходных сущностей, которые нужно скопировать |
Процент моделей анораков, конструкторскую документацию которых нужно скопировать |
100 % |
|
|
Decide |
Name |
Имя модуля |
Условный номер анорака |
Decide №А |
|
Type |
Тип принятия решений |
Определение количества моделей полупальто и моделей курток в каждой цепи |
2-way by Chance (выбор решения основывается на вероятности заданной процентом моделей курток в цепи, табл. 1) |
|
|
Resource |
Name |
Имя ресурсов |
Конструктор |
Konstryktor |
|
Type |
Метод, определяющий вместимость ресурса |
Метод, определяющий количество конструкторов |
Fixed Capacity (фиксированное количество) |
|
|
Schedule Name |
Название расписания |
Название расписания |
Schedule 1 |
|
|
Schedule |
Name |
Название расписания |
Название расписания |
Schedule 1 |
|
Time Units |
Масштаб оси времени в графике расписания |
Масштаб оси времени в графике расписания |
Дни |
|
Таблица 5 – Параметры модулей Process
|
Proc ess |
№А |
Minimum, час |
Maximum, час |
Value, час |
Std Dev, час |
|
Anorak |
13, 31, 103, 104, 105, 106 |
1 |
40 |
11,8 |
11,06 |
|
Jacket |
13 |
0,3 |
12 |
3,54 |
3,32 |
|
Coat |
13 |
0,4 |
16 |
4,72 |
4,42 |
|
Jacket |
31 |
||||
|
Coat |
31 |
0,3 |
12 |
3,54 |
3,32 |
|
Jacket |
103 |
||||
|
Coat |
103 |
0,2 |
8 |
2,36 |
2,21 |
|
Jacket, Coat |
104, 105, 106 |
0,3 |
12 |
3,54 |
3,32 ____J |
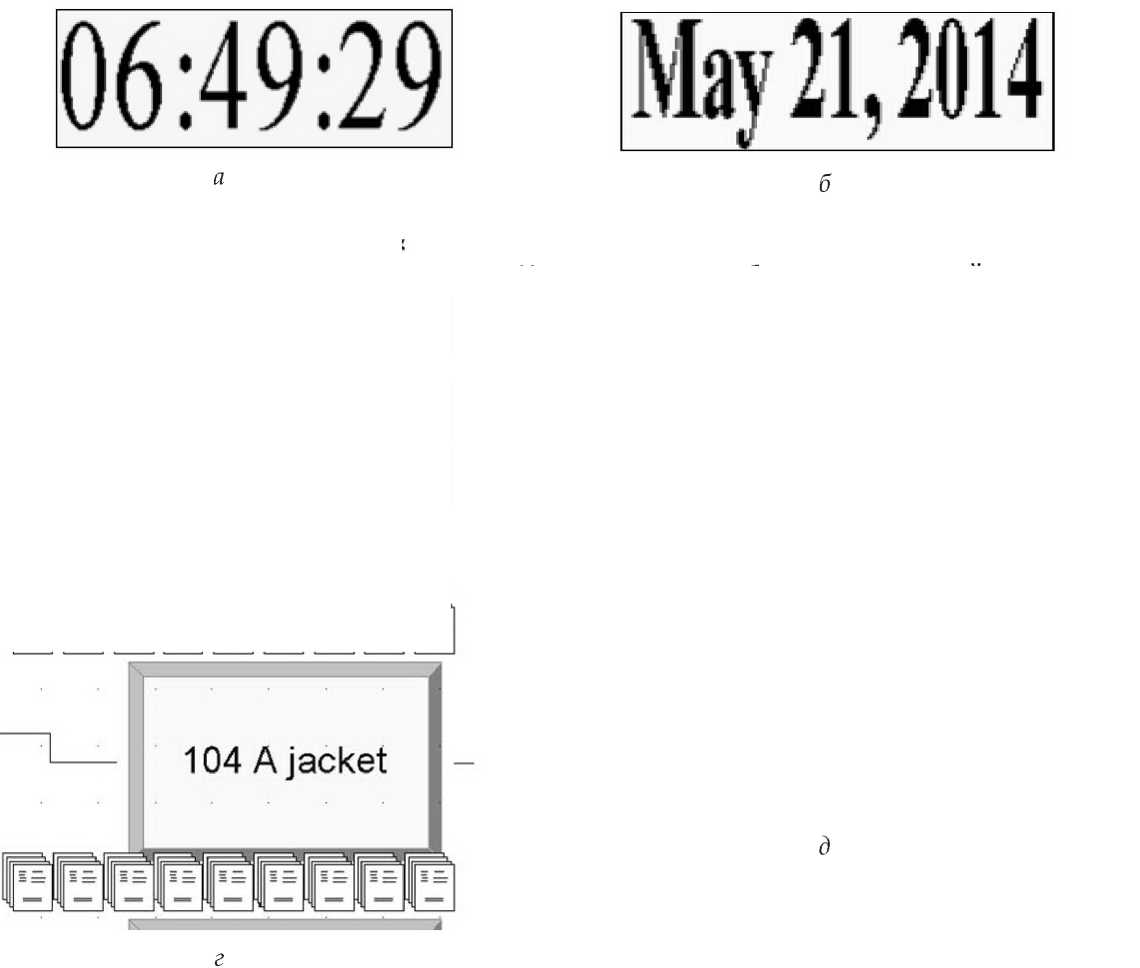
Рисунок 4 – Фрагменты рабочего окна во время прогона имитационной модели: а – часы; б – календарь; в – счетчик количества разработанных моделей анораков; г – результат прогона модели; д – диаграммы,
Количество разработанных
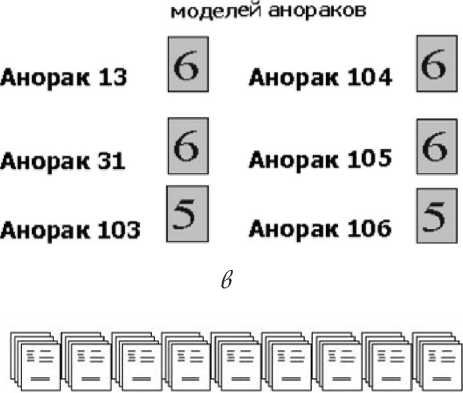
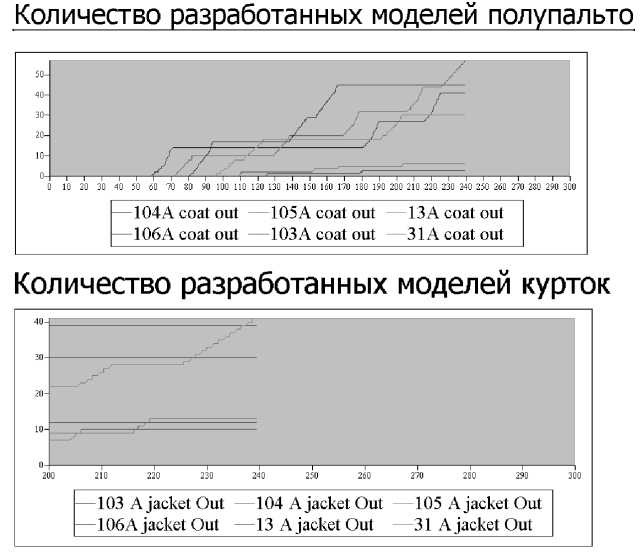
отображающие процесс разработки моделей полупальто и курток
J
|
Таблица 6 – Экспериментальная проверка результатов работы имитационной модели |
|||||
|
Название предприятия |
Количество конструкторов |
Количество разработанных моделей, ед. |
|||
|
Эмпирические данные |
В имитационной модели |
||||
|
min |
max |
Среднее значение |
|||
|
«Володарка» [10] |
5 |
360 |
450 |
405 |
478 |
|
«Галичина» [11] |
4 |
260 |
340 |
300 |
361 |
|
«ГАЯН» [12] |
4 |
320 |
350 |
335 |
361 |
|
«Опанасенко» |
3 |
110 |
130 |
120 |
114 |
|
С [13] |
3 |
105 |
110 |
107,5 |
114 |

Список литературы Имитационная модель процесса конструкторской проработки цепи преобразования женской верхней одежды
- Славiнська, А.Л., Штомпiль, О.М. (2012), Концепцiя регулювання гнучкостi конструкторсько -технологiчної пiдготовки оновлення асортименту в умовах пiдприємства, Вiсник Хмельницького нацiонального унiверситету, 2012, № 4, С. 173-178.
- ГОСТ 25295-2003. Одежда верхняя пальтово -костюмного ассортимента. Общие технические условия, Москва, Стандартинформ, 2006, 11 с.
- Захаркевич, О.В. (2012), Формування рацiональних ланцюгiв перетворення жiночого плечового одягу, Вiсник Хмельницького нацiонального унiверситету, 2012, № 2, С. 73-76.
- Захаркевич, О. В. (2013), Основнi пiдходи до формування концептуальної моделi експертної системи гнучкої переорiєнтацiї виробництва жiночого верхнього одягу, Вiсник Хмельницького нацiонального унiверситету, 2013, № 1, С. 207-211.
- Замятина, О.М. (2009), Моделирование систем, Томск, 186 с.
- Рыклин, Д.Б., Катович, О.М. (2013), Разработка имитационной модели процесса гребнечесания, Вестник Витебского государственного технологического университета, 2013, № 25, С. 50-58.
- Мокеева, Н.С., Профорук, Е.В., Заев, В.А., Зыбарева, A.A. (2002), Методология имитационного моделирования гибких швейных потоков модульного типа. Сообщение 1, Известия вузов. Технология текстильной и легкой промышленности, 2002, № 2, С. 120-123.
- Waldemar, Grzechca (2011), Assembly Line Balancing in Garment Production by Simulation, Assembly Line -Theory and Practice, Available from: http://www.intechopen.com/books (accesed 15 August 2014).
- Daniel, Kitaw, Amare, Matebu, Solomon, Tadesse, (2010), Assembly Line Balancing Using Simulation Technique in a Garment Manufacturing Firm, Journal of EEA, 2010, Vol. 27, рр. 69-80.
- Офiцiйний сайт «Володарка». . -Режим доступу: http://www. volodarka.com/. -Дата доступу: 25.05.2014.
- Виробничо -торгове швейне пiдприємство «Галичина». . -Режим доступу: http://galychyna.biz/contacts. -Дата доступу: 25.05.2014.
- ШВЕЙНА ФАБРИКА «ГАЯН», ПП. . -Режим доступу: http://shveyna-fabrika-gayan.business-guide.com.ua/-Дата доступу: 25.05.2014.
- ХНУ -Проектування швейних пiдприємств . -Режим доступу: http://dn.tup.km.ua/dn/k_default.aspx?M=k0335&T=12&lng=1&st=0000. -Дата доступу: 23.05.2014.
- Захаркевич, О.В., Почупрiн, А.В. (2014), Розробка прототипу експертної системи гнучкої переорiєнтацiї виробництва жiночого верхнього одягу, Схiдно -Европейський журнал передових технологiй, 2014, № 2/2 (68), С. 50-55.
