Improvement of mechanical properties of boat-type screws of aluminium-silicon alloy AK12 with the help of thermal-cycle processing

Author: Krushenko G.G.
Journal: Сибирский аэрокосмический журнал @vestnik-sibsau
Section: Технологические процессы и материалы
Article in issue: 1 (47), 2013.
Free access
The use of thermal-cycle processing improves the mechanical properties of boat screws of aluminium-silicon alloy АК12.
Thermal-cycle processing, mechanical properties, boat-type screw, aluminium-silicon alloy ак12
Short address: https://sciup.org/148177002
IDR: 148177002 | UDC: 669.715-621.789
Повышение механических свойств лодочного винта из алюминиево-кремниевого сплава АК12 с помощью термоциклической обработки
Термоциклическая обработка повышает механические свойства лодочного винта из алюминиевокремниевого сплава АК12.
Text of the scientific article Improvement of mechanical properties of boat-type screws of aluminium-silicon alloy AK12 with the help of thermal-cycle processing
One of the first inventions for use the thermocyclic treatment (TCT) of alloys was patented in 1978 [1]. In it on the example of aluminum-silicon alloy there was fixed that as a result of 8–12-multiple cycling the «heating ↔ cooling» process of molded articles its strength ( σ в – for 40,8 %) and plasticity ( δ – for 76,4 %) improve at the comparison with a standard regime of thermal treatment «hardening → cooling on air → ageing». The materials of the conference [2] on which there were 75 reports presented show the universality of TCP by its using for improving the mechanical properties of products made of cast iron, steel, aluminum and titanium alloys.
Works on the TCT use are carried out at the present time to improve the mechanical properties of metal products, including those made of aluminium-silicon alloys [3].
TCT was used in this work to improve the mechanical properties of three-bladed helical boat propeller (blades mainly) poured of aluminium-silicon alloy AK12 (10,0– 13,0 % Si; the rest – Al) into the casting mold of same alloy. To prevent the influence of molten metal for the form its surface was painted by the fireproof paint containing 3,92 mass % of nanopowder silicium nitride Si3N4(other components: 5,88 % of oxide zinc ZnO; 11,76 % alkali silicate Na 2 SiO 3 , water is the rest) [4].
We investigated the blades of a three-bladed helical boat propeller 240 mm in diameter (Fig. 1) cast into a mold made from АК12 alloy (11,2 % Si, 0,4 % Fe, 0,01 % Mg, 0,02 % Cu, and trace amounts of Zn). The thickness of the blades of a complex curvilinear form (surface area = 80,207 cm2) varied from 1,5 at the periphery to 6,5 mm at the site of transition to the hub.
The microstructures of aluminum-silicon alloys of hypoeutectic and eutectic compositions in the cast state consists of primary dendrites of the α-solid solution and the eutectic, which fills up the space between their branches. The mechanical properties of the these alloys depend on the shape of the precipitates of the silicon phase in the eutectic and the surface area occupied by it. The more rounded the particles of this phase and the smaller their area of cross section, the higher are the mechanical properties of the alloys [5]. According to the service conditions, the blades must have high strength and plasticity. During the use of well-known conditions of heat treatment of binary silumins, the mechanical properties were observed not to increase very much [6]. This is related to the fact that binary silumins do not contain the elements that form strengthening phases and the conditions of the heat treatment used do not give rise to a high degree of coagulation or spheroidizing of the silicon phase owing to the insufficiently high rate of the "dissolution ↔ precipitation" processes. The acicular precipitates of the silicon phase are spheroidized by thermocyclic treatment (TCT) [7]. Although the general rules of the structural formation of silumins are basically well known during TCT [8], additional investigations are required for the selection of TCT conditions of castings of certain configurations.
The TCT of the boat propeller was performed by the scheme 500 ↔ 20 ºC or 550 ↔ 20 ºC with the number of cycles n = 3; 5; and 7 and a holding time of 10 min at the upper temperature (Tu) and the lower temperature (Tl) and cooling from T u in the next cycle in either air or water (the conditions of the TCT are presented in Table 1). In order to determine the mechanical properties from the least curvilinear part of the blade (transverse direction), samples were cut out (Fig. I, b) with a width of b = 10 mm. Measurements of the variable thickness h of the samples showed that it linearly varied along the length of the sample. The initial thickness h i of the samples at the site of their failure was determined from the equations:
h i = h 2 – (h 2 – h 1 ) ll i , (1) where h 1 and h 2 were the thicknesses of the sample at its thin and thick edges respectively, mm; l i was the distance between the edge and the site of the failure, mm; and l was the length of the sample after the failure, mm. The magnitudes of l and l i were determined after the tests.
Knowing the initial thickness hi and the width of the samples (b = 10 mm), we calculated their initial surface area F at the site of the failure, mm2:
F i = h i b. (2)
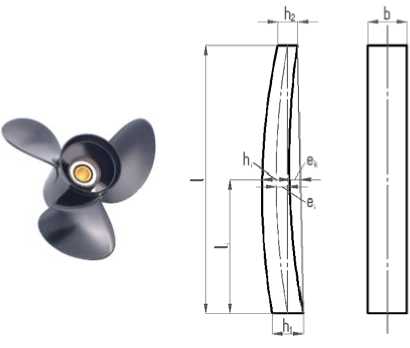
Fig. 1. A three-bladed helical boat propeller [] (a) and a nonstandard sample for testing the mechanical properties sectioned out of a blade of a helical boat propeller (on fig. 1, a)
We determined the apparent ultimate tensile strength (or the true threshold stress at the moment of the failure), viz., σ b u end . Because of the curvilinear form, the sample was not only subjected to tension but also to bending and corrections were made in the calculated values of σ b u end . It is well known that
P σu=Fi, where P is the maximum force, N.
Considering the bending component bend σu
P = +
F i
P ⋅ e i W,
where ei is the eccentricity of the sample at the site of the failure, mm; P ⋅ e i is the bending moment, N, mm; and h 2
W = b ⋅ i is the areal moment of inertia, mm.
The eccentricity ei at any point i (Fig. 1) was determined by the equation:
e i = e k + h i [2 – (h 1 +h 2 )]/4, (5)
where e k is the eccentricity on the lateral surface of the sample, mm.
Using simple transformations, Eq. (4) takes on the form
σ bend P(1+6e i ) = σ ⋅ β. uu
F i b
num was observed to be maximum upon heating to 500– 550 ºC during the course of the TCT. During the subsequent cooling to 20 ºC, the excess silicon precipitated out of the matrix solution. A TCT with a greater number of cycles than the optimum produced high mechanical properties but led to growth of acicular silicon crystals. For example, after TCT with n = 3, a significant amount of refinement took place compared to the structure of the cast alloy with respect to the silicon component of the eutectic (Fig. 2, a, b). Upon TCT with n = 5, the silicon component of the eutectic became coarser in size (Fig. 2, c ) whereas, for n = 7, the eutecfic significantly coarsened.
Consistent with the structural features, the maximum strength properties were obtained in the alloy after TCT with n = 3, which formed the finest dispersion of the eutectic, whereas the highest plasticity was obtained in the alloy after TCT with n = 5 where the eutectic silicon was spheroidal in shape. These results of the investigation are in agreement with the literature data: it was determined in [9; 10] that a higher strength resulted from refinement of the silicon phase whereas plasticity increased due to the spheroidization of the precipitates of this phase.
The results of the tests are presented in Table I. It can be seen that, under all conditions except 9, the properties of the samples after TCT are consistently greater than the properties in the cast state. The highest strength properties were reached after TCT under conditions 4. Upon TCT under identical conditions but cooling in air, the strength indices were somewhat lower in value.
The high level of the mechanical properties of the АК12 alloy after TCT under some conditions was caused by the features of the microstructural formation. Cyclic repetition of the heating and cooling conditions of the alloy leads to fragmentation, spheroidization, and coagulation of the crystals of the silicon phase as a result of the occurrence of the processes of partial dissolution and precipitation of the phase components. The dissolution of silicon in alumi-
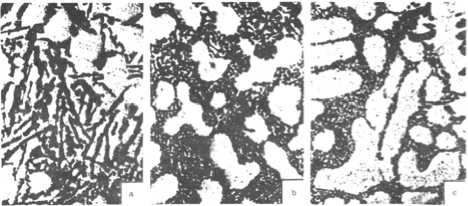
Fig. 2. Microstructure of the АК12 alloy (× 150): a – as-cast state; b, c – TCT by the scheme 550 ↔ 20 ºC, cooling in water, n = 3 and 5 respectively
Table 1
Mechanical properties samples sectioned out of a blade of a boat propeller
|
Conditi-ons of TCT |
Scheme of TCT |
Number of thermal cycles, n |
Coding medium |
σ u |
bend σ u |
δ apr’, % |
НВ |
|
N/m |
m 2 |
||||||
|
Cast (starting) state |
- |
- |
107 |
145 |
3.3 |
50 |
|
|
1 |
3 |
129 |
173 |
10.0 |
55 |
||
|
2 |
5 |
Air |
119 |
160 |
20.0 |
51 |
|
|
3 |
500 ↔ 20 ºC |
7 |
124 |
167 |
8.6 |
52 |
|
|
4 |
3 |
149 |
194 |
6.7 |
56 |
||
|
5 |
5 |
Water |
119 |
160 |
6.7 |
51 |
|
|
6 |
7 |
126 |
172 |
10.0 |
51 |
||
|
7 |
3 |
138 |
186 |
6.7 |
56 |
||
|
8 |
5 |
Air |
111 |
139 |
20.0 |
51 |
|
|
9 |
550 ↔ 20 ºC |
7 |
107 |
143 |
4.7 |
53 |
|
|
10 |
3 |
121 |
163 |
13.3 |
56 |
||
|
11 |
5 |
Water |
115 |
148 |
13.3 |
51 |
|
|
12 |
7 |
111 |
148 |
6.7 |
53 |
||
Notations: σ b u end is the apparent ultimate tensile strength determined by considering the bending of the sample of a curvilinear propeller blade during the tensile test.
However, one should note that, in spite of the fairly high absolute increase in the strength of the alloy (compared to the as-cast state), not a single one of the conditions of TCT met the requirement of GOST 2685–75, viz., σ u ≥ 160 N/mm2. .Correcting σ u by Eq. (6), we obtained an estimate for the value of the ultimate tensile strength considering bending, i. e., σ b u end . It was determined (Table 1) that, after TCT of the alloy by the scheme 500 ↔ 20 ºC σ b u end bend was greater than σ u by 30,0–36,8 %, i. e., β = 1,33 in Eq. (6) and σ b u end = 160–194 N/mm2. Upon TCT by the scheme 550 ↔ 20 ºC, σ b u end turned out to be greater than σ u by 24,7–31,8 % ( β = 1,296) and was equal to 139–186 N/mm 2. Thus, at lower T u , the calculated values of σ b u end do meet the requirements of GOST 2685–75 ( σ u ≥ 160 N/mm2). The legitimacy of the correction to σ u by considering the bending moment is supported by the results of investigation of the mechanical properties of standard cylindrical samples 12 mm in diameter cast from the АК12 alloy of the same composition in a vertical mold. Such samples after TCT by the scheme 500 ↔ 20 ºC followed by water quenching had σ u = 210 N/mm2.
Conclusions. The mechanical properties of samples of the АК12 alloy sectioned out of blades of helical boat propellers after TCT are higher in value than those for the as-cast samples. The highest values of σ u were reached after TCT by the cheme 500 ↔ 20 ºC (n = 3) followed by water quenching.
