Импульсная лазерная наплавка лопаток газотурбинных двигателей

Автор: Сотов Антон Владимирович, Смелов Виталий Геннадиевич, Носова Екатерина Александровна, Косырев Сергей Алексеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-4 т.15, 2013 года.
Бесплатный доступ
В данной статье рассмотрена лазерная наплавка торца пера лопатки с использованием присадочной проволоки на импульсной лазерной установке, проведено металлографическое исследование наплавляемой поверхности, также проведено измерение микротвердости по сечению наплавки. Разработана и апробирована технология восстановления торцевой поверхности пера лопатки ГТД.
Лазерная наплавка, импульс, микроструктура, микротвердость
Короткий адрес: https://sciup.org/148202678
IDR: 148202678 | УДК: 621.431.75
Impulse laser build-up welding blades of gas turbine engines
In this article we described impulse laser build-up welding upper of end blade using filler wire, conducted a metallographic investigation of the surface and measured microhardness by section surface. The technology of a jet engine shovel feather surface restoration is developed and approved.
Текст научной статьи Импульсная лазерная наплавка лопаток газотурбинных двигателей
мической обработки.
Метод лазерной наплавки с подачей присадочной проволоки вручную позволяет снизить объем выполнения механической обработки лопаток после наплавки, т.к. припуски на последующую механическую обработку не превышают 100 мкм и практически находятся в геометрическом поле допуска после наплавки. Зоны термического влияния находятся на уровне сотни микрон, а наплавленный слой имеет мелкозернистую структуру.
Недостатком данной технологии является ручной способ подачи проволоки, где оператор установки вручную подводит присадочный материал к месту обработки [2].
Лазерная наплавка позволяет расширить зоны ремонта лопаток вследствие минимизации зон термического влияния по сравнению с элект-родуговой наплавкой с 1/3 по высоте до 100%, т.е. до зоны крепления лопатки.
Для восстановления геометрических размеров поверхности методом импульсной лазерной наплавки был разработан алгоритм, изображенный на рис. 1.
В данной работе была произведена операция восстановления геометрии торцевой поверхности пера лопатки ГТД методом импульсной лазерной наплавки с применением присадочного материла в виде проволоки. Образцы лопаток были подобраны с износом по торцу пера с занижением высоты. Определён химический состав материала лопаток и наплавных материалов с помощью растровой электронной микроскопии. Установлено, что материал лопаток - жаропрочный сплав на никелевой основе. Для сравнения качества наплавленного слоя на образце 1 наплавка проведена на лазерной установке HTS-Mobile 300, на образце 2 – на оборудовании арго-но – дуговой сварки. Результаты наплавки представлены на рис. 2.
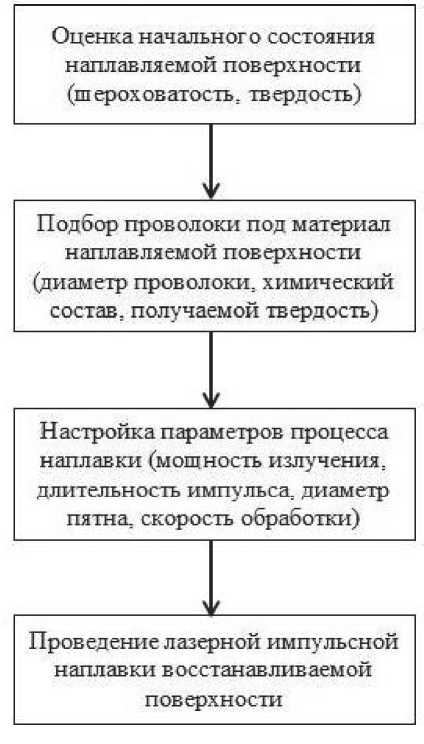
Рис. 1. Алгоритм проведения лазерной наплавки
Для исследования качества наплавленного слоя образцов лопаток был произведен рентгено-контроль и анализ макро- и микроструктуры восстановленной поверхности. По результатам рен-тгеноконтроля дефектов в соединении лопатка + наплавка всех присланных образцов не обнаружено. Макро- и микроанализ во всех исследованных сечениях несплавлений, трещин не показал.
Для проведения процесса восстановления поверхности была рассмотрена наплавка торца пера лопаток с использованием импульсной лазерной установки (рисунок 3). Наплавку проводили на партии деталей, откуда была выбрана одна лопатка для проведения металлографических исследований. Восстановление поверхности торца осуществляли с использованием присадочной проволоки в среде защитного газа – аргон. Диаметр наплавляемой проволоки 0,4 мм, материал проволоки подобран по материалу лопатки. Работу проводили на импульсной лазерной установке HTS-Mobile 300 фирмы ОКБ «Булат». Установка включает в себя импульсный твердотельный лазер на YAG:Nd с длиной волны излучения 1,06 мкм, длительность импульса излучения от 0,2 до 20 мс, частота следования импульсов излучения от 1 до 20 Гц, диаметр сфокусированного пучка от 0,25 до 2 мм.
Наплавка осуществлялась послойно. Первый и второй слой наплавлялись с одинаковыми напряжениями на накопителе, длительностью ла-
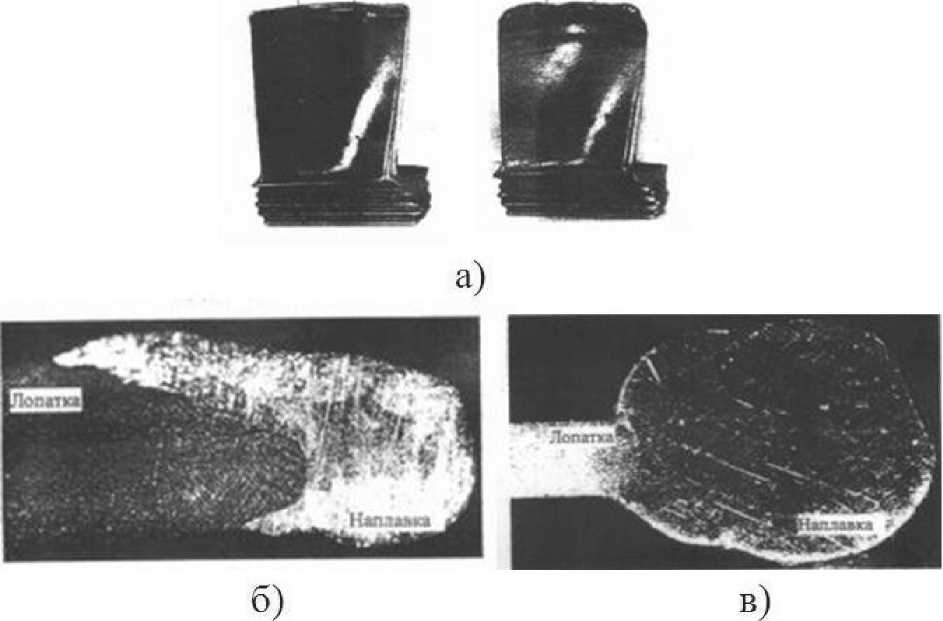
Рис. 2. Внешний вид (а) и макроструктура лопаток после лазерной наплавки: б – образец 1; в – образец 2

Рис. 3. Вид торца лопатки до наплавки зерного излучения и одинаковыми диаметрами пятна. Третий и четвертый слой – с изменением длительности импульса на большее значение. Результат наплавки представлен на рис. 4.
Для дальнейших исследований из лопатки был изготовлен поперечный микрошлиф, полученный электроэрозионной обработкой (рис. 5).
Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Данный способ обработки оказывает минимальное влияние на изменение кристаллического строения (микроструктуры) и фазовых превращений в поверхностных слоях металла.
При внешнем осмотре наплавленных соединений трещин, несплавлений и других дефектов не выявлено. Для определения качества наплавки лопатки ГТД на полученном образце проводили рентгеноконтроля, при котором дефектов в соединении лопатка + наплавка не обнаружено. Высота наплавленного слоя торца лопатки составила 0,8 мм.
Для исследования микроструктуры полученного наплавленного соединения был использован микроскоп металлографический МЕТАМ ЛВ - 32. Увеличенное изображение микрошлифа лопатки представлено на рис. 6.
Для более детального изучения микроструктуры наплавленного соединения проведено травление поверхности шлифа. Структура жаропрочных сплавов на никелевой основе вытравливается в течение 4 – 5 мин в холодном реактиве, состоящем из 100 см3 HCl, 5 см3 H2SO4, 20 г CuSO4 5H2O, 80 см3 H2O [4]. Результат травления поверхности микрошлифа изображен на рис. 7.
После травления шлифа выявлен наплавленный слой металла на торце лопатки. Анализ микроструктуры показал, что зона наплавки одно-
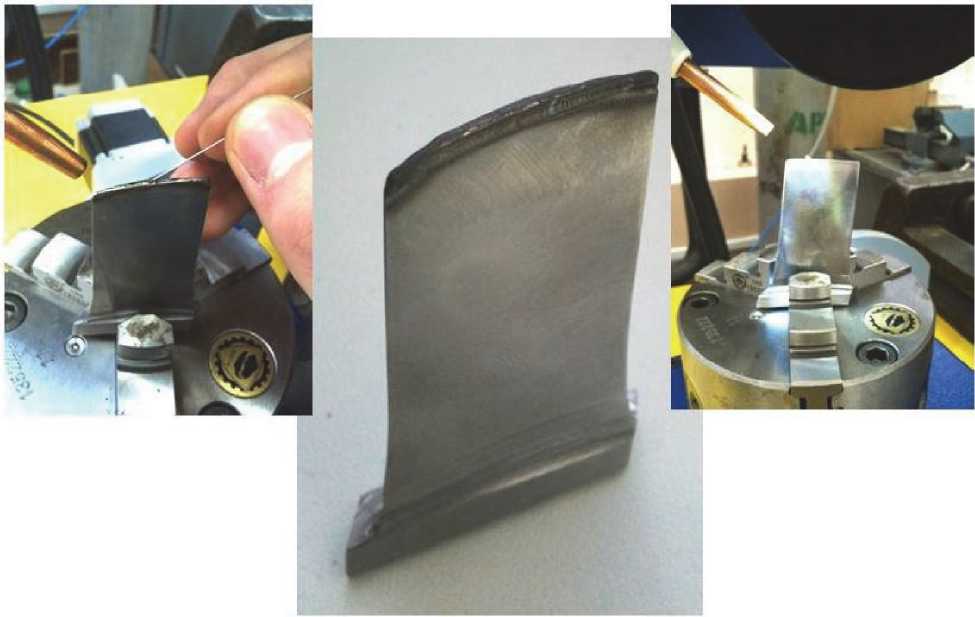
Рис. 4. Наплавка торца пера лопатки
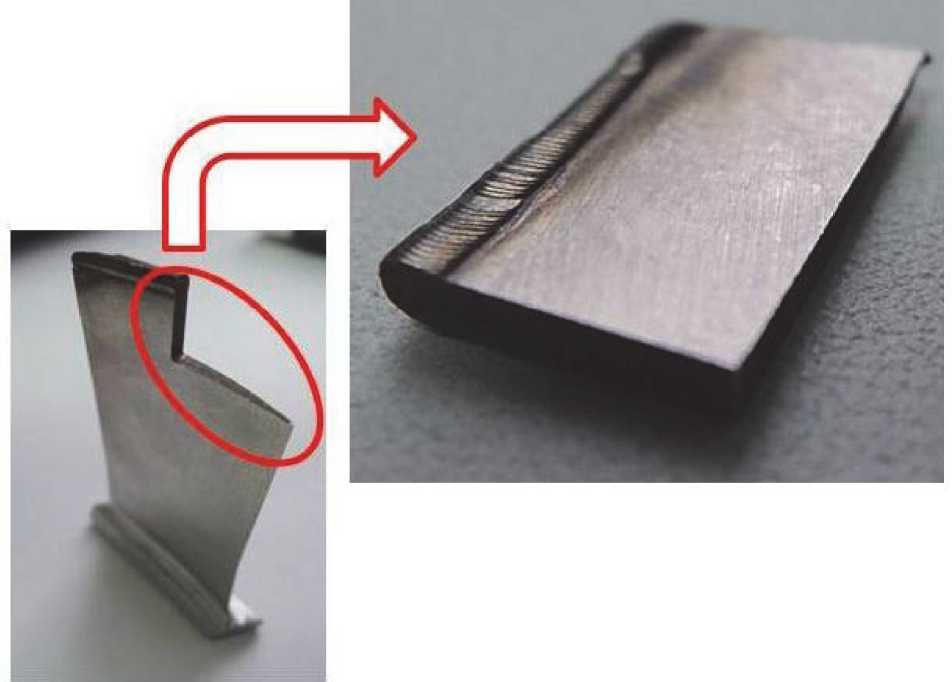
Рис. 5. Поперечный микрошлиф лопатки
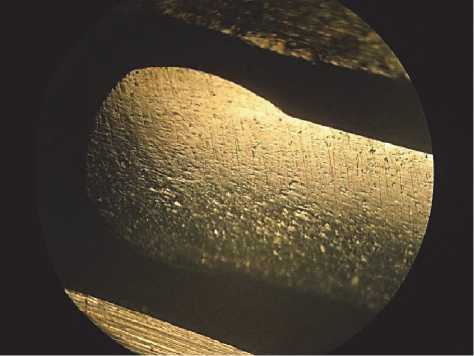
Рис. 6. Вид нетравленого шлифа торца пера лопатки, х70
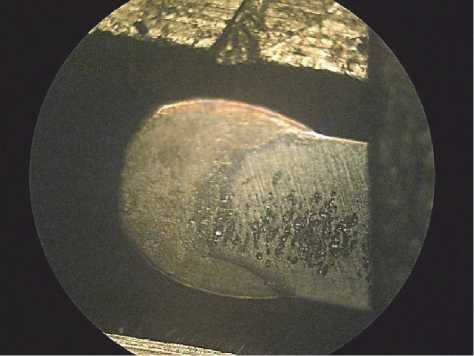
Рис. 7. Вид травленого шлифа торца пера лопатки
родна, без явных трещин и пор, многослойность наплавки не просматривается. На участке сплавления с основным материалом дефектов не обнаружено. В поверхности наплавки трещины и непроплавы не выявлено.
Для установления влияния наплавки на свойства восстановленного слоя проведён замер микротвердости по глубине: на участке сплавления с основным материалом и на участке основного материала лопатки. Для этого использован микротвердомер ПМТ-3 с нагрузкой 50 г. На рис. 8 пред- ставлен вид лопатки с указанием значений микротвердости. Результаты значений сведены в табл. 1.
Анализ полученных результатов показал, что микротвердость наплавленного слоя в среднем на 20% выше микротвердости основного металла. Переходная зона имеет значения микротвердости, выше на 50-60% по сравнению со сплавом основы, что может быть связано с протеканием процессов закалки и старения в этой области и выделением в ней дисперсных фаз на основе ин-терметаллидов [4].
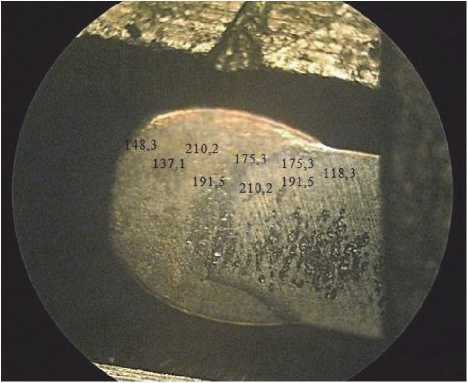
Рис. 8. Вид лопатки с указанием значений микротвердости
ВЫВОДЫ
-
1. Проведена лазерная наплавка жаропрочного сплава турбинной лопатки на лазерной импульсной установке HTS-300M фирмы ОКБ «Булат». Наплавка лопатки производилась по торцу пера.
-
2. Наплавленный металл трещин, несплав-лений и других дефектов не имеет. Зона наплавки однородна, многослойность отсутствует.
-
3. В наплавленном слое формируется мелкодисперсная структура, обеспечивающая повышенную износостойкость поверхностного наплавленного слоя с уровнем микротвердости, выше микротвердости материала лопаток.
Исходя из проведенных исследований, можно сделать вывод, что лазерная импульсная наплавка лопаток газотурбинных двигателей решает проблему восстановления геометрических размеров лопаток, и требует дальнейших исследований в этой области. По результатам рабо-
Таблица 1. Значения микротвердости на поверхности шлифа лопатки
Список литературы Импульсная лазерная наплавка лопаток газотурбинных двигателей
- Матвеев Е.С. Применение лазерного оборудования: лазерная наплавка [Электронный ресурс]. URL: http://laser-bulat.ru/page109 (дата обращения 23.11.2013)
- Григорьянц А.Г. Технологические процессы лазерной обработки: учеб. пособие для вузов [ПОД ред. А.Г. Григорьянца]. М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. 665 с.
- Ларкин В.А. Влияние пластической деформации на структуру и свойства заготовок дисков из порошкового жаропрочного никелевого сплава ЭП741НП//Технология металлов. 2011. № 9. С. 33-35.
- Каблов Е.Н., Светлов И.Л., Петрушин Н.В. Никелевые жаропрочные сплавы для литья лопаток с направленной и монокристаллической структурой//Материаловедение. 1997. № 4. С. 32-39.
- Основные способы сварки и их применение при изготовлении узлов летательных аппаратов и их двигателей: учеб. пособие/С.Ф. Демичев, А.В. Рясный, А.Л. Усольцев. Самара: Изд-во Самар. гос. аэрокосм. ун-та, 2007. 76 с.
- CO2 laser welding of very large thickness materials with wire filler/J.M. Roman, D. Kechemair, J.P. Ricaud//Welding International. 1994. 8 (5). P. 376-379.
