Индуктор для магнитно-импульсной обработки. 3D-печать изоляции его токопровода

Автор: Глущенков В.А., Звонов С.Ю., Юсупов Р.Ю., Разживин В.А., Хакимова К.Р.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.27, 2025 года.
Бесплатный доступ
В статье рассмотрена технология выполнения (3D-печати) главной и витковой изоляции токопровода индуктора для магнитно-импульсной обработки с учётом испытываемых ею электродинамических нагрузок. Проведена оценка свойств используемого для изоляции материала после 3D-печати, определяющих выбор её марки.
Магнитно-импульсная обработка, индуктор, токопровод, изоляция, 3d-печать, испытание индуктора
Короткий адрес: https://sciup.org/148330949
IDR: 148330949 | УДК: 621.7.044.7 | DOI: 10.37313/1990-5378-2025-27-1-98-104
Inductor for magnetic pulse processing: 3D printing of the insulation of its current line
The article considers the technology of performing (3D printing) the main and coil insulation of the inductor current line for magnetic pulse processing, taking into account the electrodynamic loads it experiences. The properties of the material used for insulation after 3D printing, which determine the choice of its brand, have been evaluated.
Текст научной статьи Индуктор для магнитно-импульсной обработки. 3D-печать изоляции его токопровода
EDN: UXVCEV
Предлагаемое техническое решение опробовано на плоском и цилиндрическом индукторах от разработки математической модели и технологии печати до их испытания на рабочих режимах. Предлагаемая технология выполнения изоляции токопровода значительно снижает трудоёмкость её изготовления, полностью устраняя при этом ряд ручных операций. Определена область рационального применения новой технологии.
Постановка вопроса. В общей цепочке технологий машиностроения магнитно-импульсные технологии прочно заняли своё место. Магнитно-импульсная обработка материалов (МИОМ) применяется в различных отраслях машиностроения: авиакосмической, электротехнической, автомобильной, судостроении, металлургии, нефтедобычи и других [1]. Область технологического применения импульсных магнитных полей (ИМП) постоянно расширяется [2]. На рис. 1 представлены технологии, получившие распространение в авиаракетостроении, а на рис. 2 – примеры деталей, полученные с их помощью.
Рисунок 1 - Область применения магнитно-импульсных технологий в авиаракетостроении
Хакимова Кристина Рамильевна, студент кафедры обработки металлов давлением.
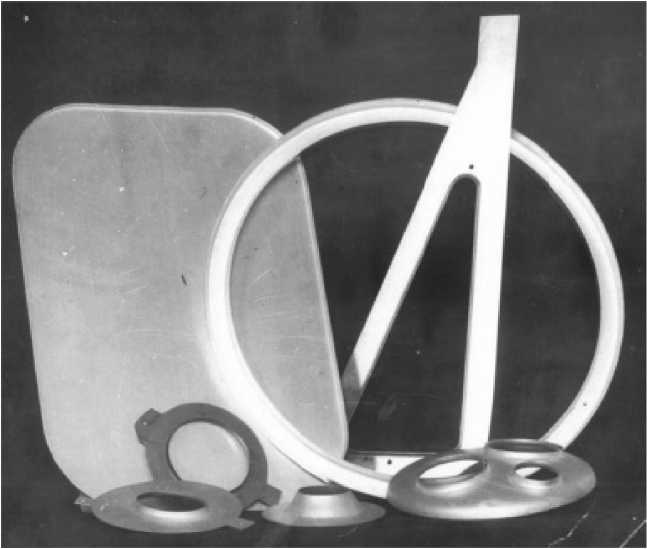
Рисунок 2 - Примеры деталей, полученных с помощью ИМП из листовых заготовок
Для изготовления таких деталей используется инструмент – индуктор. Индуктор представляет собой витую плоскую или цилиндрическую катушку, содержащую изолированный токопровод, соединенный с магнитно-импульсной установкой (МИУ) [3]. На рисунке 3 приведены чертежи, а на рисунке 4 - фотографии типовых конструкций плоских и цилиндрических витых индукторов.
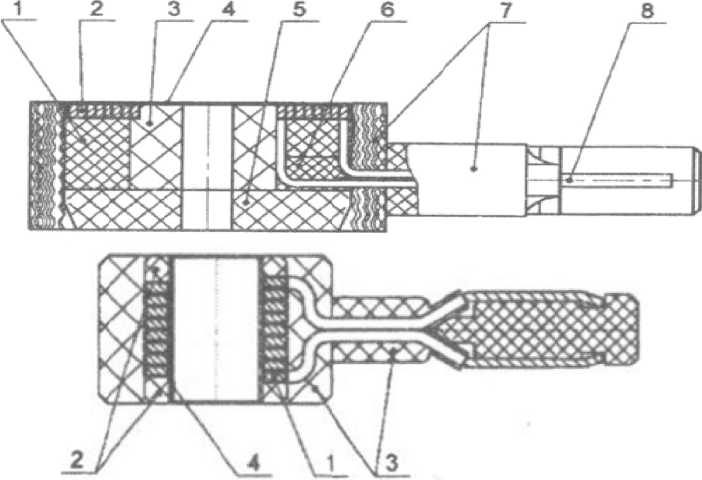
Рисунок 3 – Типовые конструкции плоского и цилиндрического индукторов
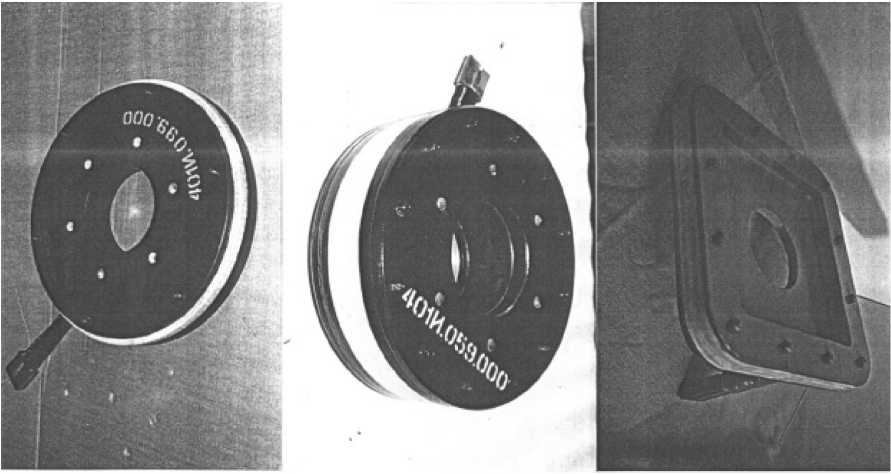
Рисунок 4 - Внешний вид индукторов для МИОМ
В процессе разряда батареи конденсаторов МИУ на индуктор витки спирали (токопровода) находятся под высоким напряжением (U- kV), по ним протекают токи в десятки килоампер. При этом витки испытывают механические воздействия как со стороны обрабатываемой заготовки (P), так и между собой (F) (рис.5).
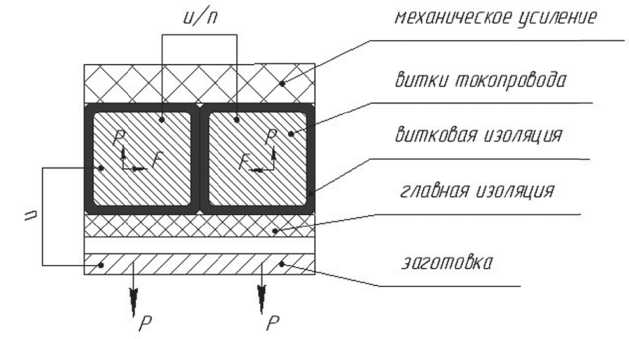
Рисунок 5 - Витки токопровода индуктора, их изоляция и действующие на нее нагрузки
Электродинамические усилия F порождаются взаимодействием параллельно протекающими по виткам токами, Р - усилие взаимодействия токов в индукторе и наведенных в заготовке. Витковая изоляция находится под напряжением U/n (U- напряжение заряда конденсаторной батареи МИУ, n – число витков токопровода), а главная – под напряжением U. Таким образом, изоляция витков токопровода (главная и витковая) должны обеспечить электрическую прочность и противостоять механическому воздействию.
Существующая технология изготовления витых индукторов включает операции изоляции то-копровода, выполняемые, в основном, вручную. Закрепленный в специальном приспособлении то-копровод (шинка) растягивается, рихтуется, зачищается от заусенцев, задиров, освобождается от загрязнений. Далее производится её обезжиривание и изолирование шины выбранным изоляционным материалом путём намотки (в несколько слоёв) до необходимой толщины изоляции (рис.6).
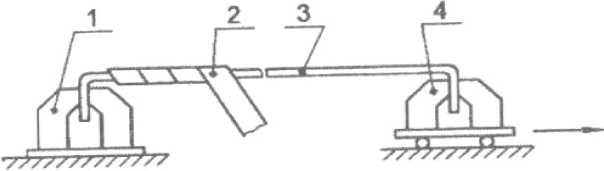
1 – неподвижные тиски; 2 – ленточный изолирующий материал;
3 – шина; 4 – регулируемое натяжное устройство Рисунок 6 - Схема изолирования шинки токопровода индуктора по существующей технологии
Такая технология весьма трудоёмка и требует большого объёма ручных работ. Кроме того, при навивке спирали возможна сдвижка слоев изоляции, что требует технологической осторожности и повышенного внимания, чтобы предотвратить возможность образования дефектов изоляции. Вот почему, задача совершенствования технологии изготовления индукторов и особенно изоляции то-копровода является актуальной.
Предлагаемое техническое решение. Суть предложения состоит в том, что токопровод индук- тора изготавливается механической обработкой (рис. 7), а витковую и главную изоляцию наносят с помощью 3D-печати [4]
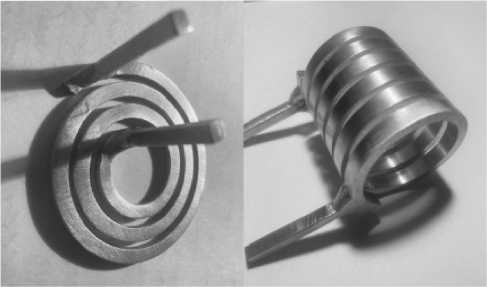
Рисунок 7 - Токопроводы плоского и цилиндрического индукторов
В некоторых случаях возможны варианты получения с помощью 3D-печати не только изоляции, но и других элементов индуктора, соприкасающихся с токопроводом и изоляцией (механической защиты, бандажей и др.)
3D-печать основана на концепции построения объекта последовательно наносимыми слоями, отображающими контуры модели. В данной работе для печати использовался 3D-принтер, внешний вид которого показан на рис

Рисунок 8 - 3D-принтер модель - KINGROON KP3S
Во время печати принтер считывает 3D-печатный файл (как правило, в формате STL), содержащий данные трёхмерной модели токопровода и наносит последовательные слои жидкого (расплавленного) изоляционного материала, выстраивая трёхмерную модель межвитковой и главной изоляции из серии поперечных сечений. При этом изоляция плотно заполняет зазор меду витками, создавая единую монолитную конструкцию.
Технология 3D-печати изоляции опробована на двух типах индуктора (рис.7) с габаритными размерами: 1) плоский индуктор диаметром 55мм и 2) цилиндрический индуктор диаметр 35мм и высотой 40мм Для выполнения операции в опытном режиме потребовалось 2-3 часа вместо 30-40 часов по существующей технологии ручной изоляции.
Выбор изоляционного материала для 3 D-печати. Для 3D-печати возможно использование различных марок изоляционного материала. Например, таких полимерных неэлектропроводных материалов, как PLA, ABS, PETG, FLEX и других [5,6]. Конкретный выбор марки материала определяется исходя из условий эксплуатации индуктора, то есть обеспечением необходимых конечных свойств, предъявляемых к изоляции индукторов: величиной электрического пробоя и механической прочностью. Причём не в исходном для нити состоянии, а в окончательном- после печати.
Для оценки конечных свойств различных марок материала были распечатаны (3D-печать) пластины размерами 100 x100мм и толщиной 1мм.
Оценка электрической прочности (электрический пробой) осуществлялась на испытательном стенде с установкой АИД-70М (рис.9).

Рисунок 9 - Испытательный стенд «Аппарат испытания диэлектриков АИД-70М» для оценки пробивного напряжения
Результаты испытаний представлены в таблице 1.
Таблица 1. Значения электрического пробоя для пластика различных марок
|
Марка материала |
Геометрия |
Напряжение, кВ (*) |
|
|
s |
bxa |
||
|
ABS |
1 |
100x100 |
5 |
|
PETG |
1 |
100x100 |
23 |
|
PLA |
1 |
100x100 |
15 |
|
FLEX |
1 |
100x100 |
13 |
По результатам испытания видно, что наибольшую электрическую прочность имеет пластик марки PETG, на втором месте более распространённый материал марки PLA.
Испытание на растяжение проводилось на образцах, вырезанных из 3Д распечатанных пластин. Размеры образцов 10x100x1 мм. Испытание проводилось на испытательной машине Н5КТ-0536. Результаты испытания представлены в таблице 2.
Таблица 2. Механическая прочность пластика различных марок
|
Марка материала |
Макс, напряжение, МРа |
|
ABS |
38Л - 43,1 |
|
PLA |
29,1 - 34,6 |
|
PETG |
52,8 - 53,8 1 |
Наибольшей прочностью обладает пластик марки PETG.
В результате проведенных испытаний на электрическую и механическую прочность и с учётом технологических свойств нити для изготовления опытных образцов индукторов в качестве изоляционного материала был выбран пластик марки PLA.
Последовательность осуществления операций по предлагаемой технологии изоляции для из-
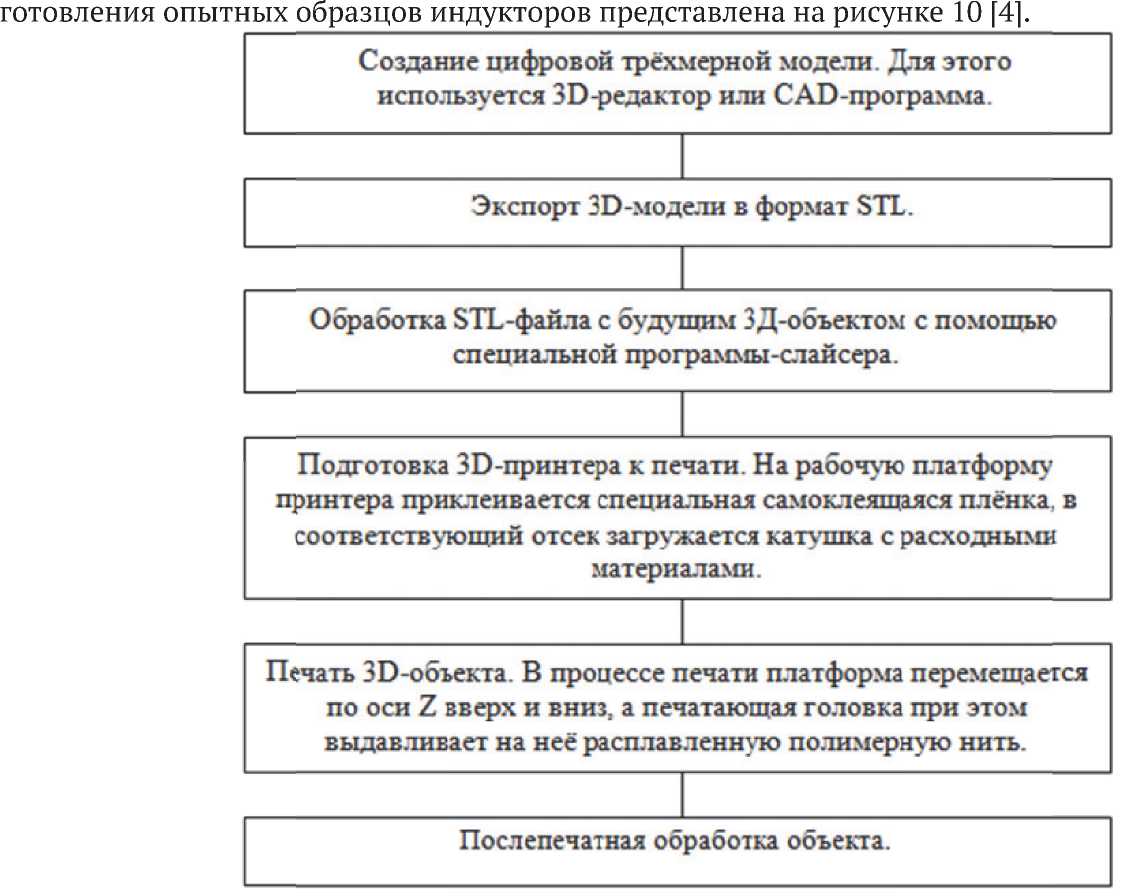
Рисунок 10 - Схема последовательности подготовки и выполнения операции изоляции токопровода при создании опытных образцов индукторов для МИОМ
С помощью этих опе ля примера на фото 11
показан изготовленный ктор.

Рисунок 11 - Плоский индуктор, изготовленный с использованием новой технологии изоляции токопровода
Результаты испытания плоского индуктора. Изоляция выполнена с использованием 3D-печати из пластика PLA. Испытание проводилось на магнитно-импульсной установке МИУ-10В4 на рабочих режимах, начиная с 1 кВ Разрушение индуктора произошло при достижении напряжения 7 кВ (1,27 кДж) (рис.11).

Рисунок 12 - Разрушение индуктора в результате испытания его на рабочем режиме в 7 кВ
Индуктор такого типа использовался для биологических исследований [7]. Рабочее напряжение в биологических исследованиях не превышает 3 кВ. Опытный образец выдержал напряжение 7 кВ, то есть в 2 раза превышающее необходимое.
ВЫВОДЫ
-
1. Предложен новый метод выполнения витковой и главной изоляции индукторов для МИОМ с использованием технологии 3D-печати. Предложенное техническое решение упрощает технологию изготовления индукторов, значительно снижая трудоёмкость и объём ручных работ.
-
2. Проведена оценка электрических и механических свойств изоляционного материала, используемого для 3D-печати и позволяющая осуществлять его обоснованный выбор для индукторов различного назначения.
-
3. Предложенная технология изготовления индукторов опробована при изготовлении опытных образцов индуктора для биологический исследований, результаты испытания которого показали реальность предложенного технического решения и перспективность его использован в технологии изготовления индукторов для магнитно-импульсной обработки.
Список литературы Индуктор для магнитно-импульсной обработки. 3D-печать изоляции его токопровода
- Глущенков, В.А. Технология магнитно-импульсной обработки материалов: монография / В.А. Глущенков, В.Ф. Карпухин. - Самара: Издательский дом "Федоров", 2014. - 208 с.
- Прокофьев, А.Б. Магнитно-импульсная обработка материалов (МИОМ): монография / А.Б. Прокофьев [и др.] - Самара: АНО "Издательство СНЦ", 2019. - 140 с. EDN: XLGSXF
- Глущенков, В.А. Индукторы для магнитно-импульсной обработки материалов: учебное пособие / В.А. Глущенков. - Самара: Учебная литература, 2013. - 148 с.
- Gibson Ian, Rosen David, Stucker Brent. Mhyar Khorasani Additive Manufacturing Technologies Third Editon/ Springer Nature Switzerland AG. - 2021. - P. 685.
- Балашов, А.В. Исследование структуры и свойств изделий, полученных 3d-печатью / А.В. Балашов, М.И. Маркова // Инженерный вестник Дона. - 2019. - № 1 (52). - С. 66. EDN: LSMZMB
- Ермакова, В.А. Исследование прочностных характеристик изделий, полученных методом 3D-печати из PLA / В.А. Ермакова, Е.В. Гасперович, А.И. Ермаков, В.В. Литвяк // Наука и техника. - 2022. - Т. 21. № 2. - С. 107-113. EDN: BSTNXL
- Глущенков, В.А. Воздействие импульсного магнитного поля высокой напряженности на дермальные фибробласты человека в культуре / В.А. Глущенков, Л.Т. Волова, И.А. Беляева и др. // Известия Самарского научного центра РАН. - 2020. - Т. 22. - № 5 (97). - С. 14-22. EDN: DOQVEO
