Инерционная установка для плоского виброшлифования периферией круга

Автор: Симаков Александр Александрович, Василенко Юрий Валерьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 4-2 т.15, 2013 года.
Бесплатный доступ
Предложена конструкция установки, позволяющей осуществлять финишную обработку плоских поверхностей деталей с сообщением заготовке поперечных колебаний с целью повышения производительности шлифования и получения ненаправленного микрорельефа.
Шлифование, рабочая поверхность, микрорельеф, установка, вибрация
Короткий адрес: https://sciup.org/148202298
IDR: 148202298 | УДК: 621.923
Inertial unit for the flat vibrogrindings by the grinding wheel periphery
The design of unit, allowing to carry out finishing processing of flat surfaces of details with the message to preparation the transverse oscillations for the purpose of increasing the efficiency of grinding and receiving the nondirectional microrelief is offered.
Текст научной статьи Инерционная установка для плоского виброшлифования периферией круга
Одним из актуальных научных направлений в технологии машиностроения является совершенствование известных и разработка новых методов и способов обработки, обеспечивающих формирование на обработанной поверхности детали регулярного микрорельефа или ненаправленного микрорельефа. Формирование данных микрорельефов значительно улучшает эксплуатационные свойства обработанной поверхности. Формирование регулярного или ненаправленного микрорельефа, как правило, происходит за счет совершенствования кинематики процесса. Задача формирования данного микрорельефа эффективно решена для ряда лезвийных и абразивных способов механической обработки. В частности, на кафедре АСИС Госуниверсите-та-УНИК разработан способ плоского шлифования периферией круга с поперечной осцилляцией заготовки, обеспечивающий снижение шероховатости обработанной поверхности, формирование на ней ненаправленного микрорельефа и повышение производительности обработки [1].
Для реализации предложенного способа была разработана и изготовлена специальная установка с механическим приводом, в которой в качестве осциллятора используется эксцентриковая втулка (рис. 1). С применением этого приспособления был получен ненаправленный микрорельеф, а также достигнуто увеличение длины дуги контакта абразивного зерна с заготовкой до 24% и скорости съема металла до 76% при частоте осцилляций f = 85 Гц, амплитуде а =0,6 мм.
Согласно проведенным теоретическим и экспериментальным исследованиям, для совершенствования данного метода обработки необходимо повышение скорости осцилляции, которая в свою очередь имеет прямую зависимость
от амплитуды и частоты [1, 2]. Однако конструкция существующей установки по своим динамическим характеристикам имеет ограничение по скорости осцилляций. На основании этого была поставлена задача разработки установки, позволяющей значительно повысить частоту осцилляций при незначительном снижении амплитуды, без существенного усложнения конструкции и повышения потребляемой мощности. В качестве осциллятора выбран механизм инерционного движения за счет свободно вращающегося маховика-эксцентрика (рис. 2).
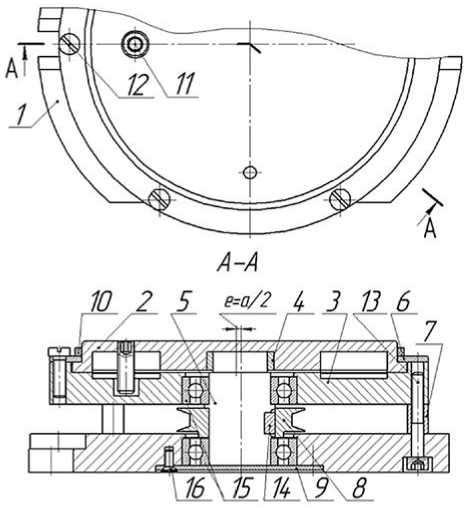
Рис. 1. Установка для реализации процесса плоского шлифования с поперечной осцилляцией заготовки
Конструкция разработанной установки представлена на рис. 3. Промежуточная плита 2 может совершать поперечные перемещения по направляющим типа «ласточкин хвост»
жения используются плоские металлополимер- 3
циллятор, также смонтированный на промежу- 2
оси электродвигателя закреплена шестерня 8 , входящая в зацепление с зубчатым колесом 9 , 6
точное отношение зубчатой пары равно 1:1. На 6
рично друг другу смонтированы два одинаковых маховика-эксцентрика 10. Крышка 11 предназначена для установки подшипников осей установки и двигателя с целью придания им жесткости, а также для защиты рабочего в случае аварии. Осциллятор и направляющие установки защищены от попадания шлама и СОТО кожухом, на рисунке не показанном. Предусмотрена возможность монтажа пружин-ограничителей, установленных таким образом, что в нормальном режиме работы (при амплитуде осцилляций до 1-2 мм) они не оказывают влияния на работу установки, а служат для ограничения перемещений осциллятора в аварийном режиме работы, т.е. при превышении заданного значения ампли туды.
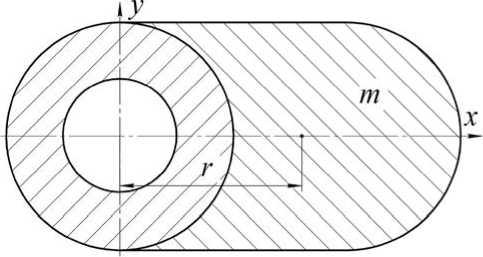
Рис. 2. Маховик-эксцентрик
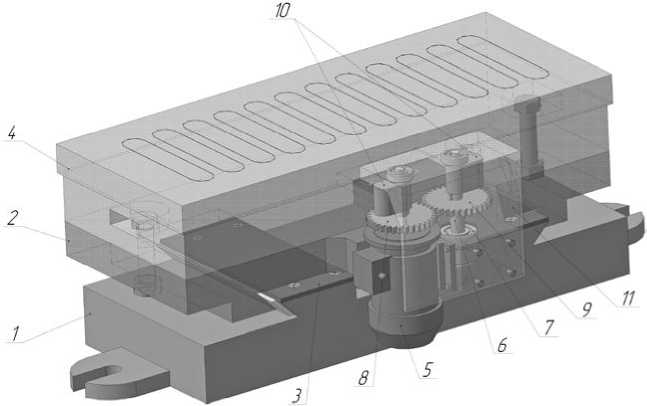
Рис. 3. Инерционная установка для виброшлифования
Маховик-эксцентрик представляет собой z (рис. 2). Эксцентричную часть его можно рас- m
z диусом г, проходящим через его центр масс. В процессе работы в результате согласованного вращения маховиков в одной фазе, но в проти-y маховики уравновешивают друг друга, а в x неуравновешенных масс m со скоростью vM. v уравнения координаты x от времени t [3]:
n
x(t) = r - sin —t k30 У
dx v( t ' ■..
dt
n
;м;
n
= r ---cos —t
30 Л м/с.
где n - частота вращения маховиков, об/мин.
Максимальная скорость перемещения равна run/30, средняя - пт/15. Данные перемещения вызывают периодическую силу инерции FM, под действием которой колебательная система, состоящая из промежуточной плиты, осциллятора, магнитной плиты и заготовки, совершает ко-xF рассчитав ускорение неуравновешенных масс ам:
Т/ТчРСЗГ'УИ! IQ Г^ЛИДЛЛЛУЛ^Л 1ДЛХ)Л31ДЛ7Л 1ШЛ-ИЫУХЛ РлЛЛИЙЛЪ'ЛЙ Л1/лАрИ41 И i 1-1ЛХП/ УПЛХЛ I П \Го4( /I /П1 5
, 5, ( ),
Fe(t) = 2m'ai (t) Н;
dv
a, (t) = —- = —r •
ì dt
n
130 J
• sin — t
130 ).^,
Fe ( t ) = -2 m • r •
n
к 30J
n
• sin —t
30 J н
Частота колебаний равна частоте вращения маховиков v = n /60, а амилитуда b и скорость v
M стемы и неуравновешенных масс m:
2 m vc vì
M
. 2 m br
M , м.
В процессе работы двигатель осциллятора нагружен лишь вращением двух осей с маховиками, а потери энергии в зубчатой передаче и подшипниковом узле пренебрежимо малы, следовательно , требования к мощности двигателя минимальны, а перегрузка двигателя исключена. В связи с этим, во -первых, оправдано применение в данной установке коллекторного электродвигателя с мощностью до 100 Вт и скоростью вращения n = 15-22 тыс. об/мин, что соответствует частоте осцилляций f = 250-367 Гц. При необходимости повышения частоты возможен вариант использования повышающей передачи от двигателя к двум осям с маховиками (рис. 4). Во -вторых, в связи с малой нагрузкой на оси и зубчатые колеса осциллятора снижаются требования к их габаритам, твердости рабочих поверхностей и т.д., хотя требования к точности их изготовления остаются высокими. Применение металлополимерных подшипников скольжения позволяет значительно снизить трение в направляющих, повысить несущую способность и КПД установки. При этом сила трения достигает значений, не превышающих 1% от силы инерции F рости (2) ее учитывать нет необходимости.
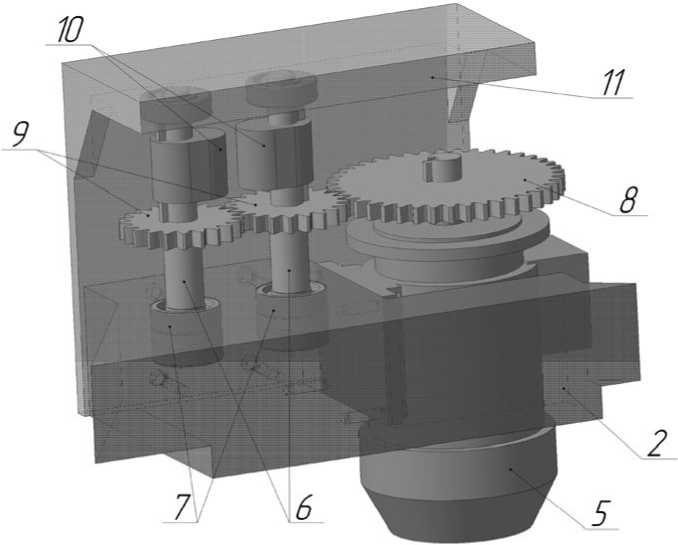
. 4.
Преимущества предложенной конструкции осциллятора перед приводами, использующими электромагнитный и механический (эксцентриковый) механизм осцилляции:
-
- относительная простота конструкции;
-
- высокий КПД установки и малая мощность применяемого электродвигателя;
-
- возможность варьирования частоты осцилляций, регулируя величину напряжения на двигателе, и амплитуды осцилляций, применяя маховики различной массы и эксцентриситета;
-
- малый износ деталей.
Выводы: предложенная конструкция установки для плоского виброшлифования позволяет осуществлять финишную обработку плоских поверхностей деталей весом до 30 кг (учитывая габариты деталей и магнитной плиты установки) с достижением скорости осцилляций до 0,5 м/с и получением на поверхности ненаправленного микрорельефа.
:
-
1. Воронков, А.В. Повышение эффективности плоского шлифования периферией круга путем поперечной осцилляции обрабатываемой заготовки: Авто-реф. дис. канд. тех. наук. Орел, 2012. 16 с.
-
2. Воронков, А.В. Экспериментальные исследования шероховатости при плоском шлифовании с поперечной осцилляцией заготовки / А.В. Воронков, А А. Симаков, О. А. Василенко, Ю.В. Василенко И Фундаментальные и прикладные проблемы техники и технологии». 2012. № 3- -109.
-
3. Маркеев, А.П. Теоретическая механика: Учебник для университетов / А.П. Маркеев – М.: ЧеРо, 1999. 572 с.
INERTIAL UNIT FOR THE FLAT VIBROGRINDINGSBY THE GRINDING WHEEL PERIPHERY
Список литературы Инерционная установка для плоского виброшлифования периферией круга
- Воронков, А.В. Повышение эффективности плоского шлифования периферией круга путем поперечной осцилляции обрабатываемой заготовки: Автореф. дис. канд. тех. наук. Орел, 2012. 16 с.
- Воронков, А.В. Экспериментальные исследования шероховатости при плоском шлифовании с поперечной осцилляцией заготовки/А.В. Воронков, А.А. Симаков, О.А. Василенко, Ю.В. Василенко//Фундаментальные и прикладные проблемы техники и технологии». 2012. № 3-2 (293). С. 104-109.
- Маркеев, А.П. Теоретическая механика: Учебник для университетов/А.П. Маркеев -М.: ЧеРо, 1999. 572 с.
