Информационная модель производственно-технологического решения для управления технологической системой многономенклатурного производства

Автор: Башлаев Константин Владимирович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 1-2 (70-71) т.13, 2013 года.
Бесплатный доступ
Обосновано повышение эффективности проектирования технологического процесса для многономенклатурного производства. Предложена и рассмотрена информационная модель гибкого производственно-технологического решения, основанная на применении типовых технологических систем на этапах подготовки производства. Приведены метод построения и структура технологической модели, обеспечивающие гибкий синтез её элементов на различных этапах производственного процесса. В качестве элементов системы предложено использование виртуальных технологических операций. Рассмотрено их соответствие с внутри- и межцеховым технологическим маршрутом. Особое внимание уделено этапу технологической подготовки производства и необходимости использования типовых технологических систем для его ускорения. Дальнейшее уточнение технологической системы отнесено к этапам планирования и производства, где происходит окончательное закрепление рабочих мест за операциями. Отмечена необходимость интеграции с техническими системами с использованием таблицы кодировки соответствий. Для случаев появления брака и повторения технологических операций выделен специальный тип технологической операции.
Производственно-технологическое решение, виртуальные технологические операции
Короткий адрес: https://sciup.org/14249962
IDR: 14249962 | УДК: 658.512
Information model of manufacturing and technological solution for process control system of multipart production
The efficiency improvement necessity of the technological process design for the multiproduct manufacture is proved. The information model of the liberal manufacturing and technological solution based on the standard technological systems application at the pre-production stages is offered and considered. The design method and the technology model structure providing a flexible synthesis of its elements at various stages of the production process are resulted. The virtual manufacturing operations application is proposed as system elements. Their compliance with intra- and interdepartmental operational order is considered. Particular focus is on the production planning phase, and on the necessity of the standard technological systems application for its speedup. Further technology system refinement is referred to the stages of planning and production where the workplaces are finally allocated for the operations. It is stated that the integration with the technical systems using rendition code tables is necessary. A special type of the manufacturing operation is selected for spoilage probability cases and for the process operations recurrence.
Текст научной статьи Информационная модель производственно-технологического решения для управления технологической системой многономенклатурного производства
Введение. Для современного производства характерна тенденция к возрастанию требований по уровню автоматизации бизнес-процессов и снижению сроков изготовления заказов. Одновременно возрастают требования к адекватности модели управления производством, что особенно проявляется в многономенклатурном и единичном производстве. Поскольку выполняемые заказы могут не повториться, затраты на разработку пооперационного технологического процесса (ТП) достаточно велики. Кроме того, нарушение сроков поставок со стороны партнёров, поломки оборудования, брак на операциях и т. п. могут привести к значительному отклонению расчётных от фактических показателей выпуска продукции. В этом случае требуются эффективные методы снижения непродуктивных потерь времени и управления ТП, обеспечивающие возможность гибкой настройки производственного процесса и оперативное реагирование на отклонения.
Общие вопросы организации производства, связанные с обоснованием системы управления технологическим процессом и организацией выпуска продукции достаточно подробно рассмотрены в работе [1]. Перспективным направлением решения этой проблемы является адаптация ТП к текущему состоянию технологических систем (ТС). Вопросы, связанные с обоснованием этого подхода применительно к технологической подготовке производства (ТПП) и оперативнокалендарному планированию и его согласованность с техническими системами, приведены в работе [2].
Целью настоящей работы является изыскание путей повышения эффективности производственно-технологического решения за счёт распределения нагрузки по согласованию ТП с текущей производственной обстановкой с применением виртуальных ТС.
Этап технологической подготовки производства. Производство продукции возможно лишь на базе детально проработанной технологической документации и средств технологического обеспечения производственных процессов, подготавливаемых на этапе ТПП. Одним из его элементов является формирование внутри- и межцеховых технологических маршрутов (ТМ) по всей номенклатуре выпуска. Их детальное представление на раннем этапе затруднено из-за большого количества различных факторов: неотлаженности ТП (характерно для опытных образцов), обновления оборудования и другое. Учитывая также, что для многономенклатурного производства характерно большое количество исполнений изделий и близких по ТП аналогов, можно сформировать предварительную ТС из типовых блоков технологических операций и переходов. В мировой практике для каждого ТП разрабатывается ТМ заново или перерабатывается копия аналога.
Типовые блоки состоят из последовательности элементов — виртуальных технологических операций (ВТО), определяемых типом операции (слесарная, сборочная и другие) и рядом других параметров, уточняемых на последующих этапах по мере их появления. Термин «виртуальный» означает, что рассматриваются не только основные технологические операции, но и подготовительно-заключительные, транспортные, накопительные и другие. Границы начала и окончания ВТО могут приходиться на любую из них и определяются техническими возможностями контроля. Частным случаем будет отметка только одной границы.
Рациональное количество ВТО зависит от поставленной задачи. Так для опытного образца может потребоваться контроль всех операций, в то время как для серийного изделия может быть достаточно отслеживание межцеховых перемещений. При выборе руководствуются двумя группами правил, приведённых ниже.
С одной стороны подлежат контролю узлы пересечения производственных потоков (материальных, технологических, финансовых), приходящихся в первую очередь на межцеховые переходы. Одной из основных причин непроизводственных потерь для многономенклатурного производства является несогласованность работ во времени. Однако большое значение имеют и межоперационные переходы и операции.
С другой стороны удобно оперативно контролировать процесс с места мастера или диспетчера, на автоматизированных производственных комплексах и других местах с наличием вычислительных средств. Альтернативой является использование отчётности по нарядам (рапортам) с периодическим централизованным сбором и обработкой данных. От величины периода зависит оперативность информации, а, следовательно, и время реакции системы.
В ходе ТПП определяется состав и относительное расположение ВТО. Устанавливается соответствие предварительной ТС (5м) в системе ТМ (8Тм\ Получим функцию ср для перехода между системами:
Sm(0n) *°"'"> >S„(m,p,q),
где Оп — основная операция, m — ВТО, р — место расположения ВТО относительно основной операции, q — признак одной или двух границ ВТО.
При необходимости степень детализации ТС может быть изменена на последующих этапах. Некоторые переходы могут быть объединены в группы или выполняться отдельно. Такой подход сокращает время (t) подготовки и обеспечивает гибкую настройку технологического решения.
Для простоты рассмотрим линейную зависимость, представленную на рис. 1. Жирными блоками обозначены две технологические операции на оси времени t с основным (0/7), подготовительным (Подг. 0/7) и заключительным (Закл. 0/7) временем выполнения. Приведём пример ВТО с тремя наиболее характерными случаями:
ВТО* — обобщённый контроль одной или нескольких операций в моменты распределения работ.
ВТО*+1 — межоперационный контроль, включающий складирование, транспортировку и другое. Межцеховые переходы в этом случаев входят практически полностью, а более мелкие деления по необходимости.
ВТО,+2 — контроль основной операции. Обычно он используется при отслеживании узкого производственного места. Кроме того, часть современного оборудования имеет встроенную систему прослеживаемости, обеспечивающую автоматический сбор данных по выполнению операций.
|
Подг . Ощ |
Ощ |
Закл . Ощ |
BTOk+i |
|
|
вток |
||||
Рис. 1. Пример связи ВТО и ТМ
Подг.
|
Ощ+i |
Закл. Ощ+i |
t |
|
ВТОк+2 |
||
Этап планирования. Эффективность производственно-технологического решения во многом определяется на этапе календарного планирования. Согласование выполнения производственных заказов во времени является многофакторной оптимизационной задачей, охватывающей технологические и производственные задачи. К сформированному плану производства применим метод критического пути. В результате получается система показателей, состоящая из времени начала работ, буфера времени, номера и названия операции. На этом шаге определяется также место обработки деталей вплоть до рабочего места. Используя функцию ср, добавим эти показатели к ВТО и получим настроенную ТС. Если на последующих этапах возникнет необходимость изменить сроки, то автоматически будет произведён пересчёт и для всех последующих ВТО.
В зависимости от требований выполняется детализация по структуре производственных заказов: для партии изделий или индивидуально для каждой производственной единицы. Каждой единице структуры присваиваются соответствующие идентификаторы.
Этап производства. Полученная на предыдущих этапах ТС уточняется в ходе производства. Окончательно закрепляются за операциями рабочие места и устанавливаются связи с информационно-производственными комплексами. Непосредственное использование технических и технологических параметров относится к нижнему уровню SCADA-систем («supervisory control and data acquisition», что в переводе означает «диспетчерское управление и сбор данных») и узкоспециализированному программному обеспечению. Для целей контроля сроков заказов по ТС достаточно связи с технологическими системами (5т) и методами обработки изделий. Для этого установим кодировку (ТА) и таблицу соответствий (5м) для каждого типа ВТО, как показано в формуле (2),
ST
>SM(m,k,v)
где т — тип ВТО, к— кодировка, v— значение.
Так как имеется вероятность появления брака в технологической операции, то вводится специальная ВТО. Она служит для фиксации места проблемы в ТП на основании времени отметки и имеет фиктивный порядок расположения в фактической ТС. Если брак является устранимым, то происходит возврат ранее совершённых отметок на глубину, определяемую пользователем.
При необходимости в ТС могут быть динамически добавлены другие ВТО по факту использования ресурса.
Итоговая схема формирования ТС по этапам выполнения производственных работ представлена в табл., структурная схема приведена на рис. 2.
_________________________ Этапы формирования ТС _________________________
|
№ |
Детализация |
Тип ТС |
Этап |
Устанавливаемые параметры |
|
1 |
Стандартный ТП |
Типовой |
ТПП |
Основные типы операций |
|
2 |
Изделие |
Предварительный |
ТПП |
Последовательность ВТО, связь с ТМ |
|
3 |
Производственный заказ |
Настроенный |
Планирование |
Сроки изготовления, длительности переходов, участвующие цеха |
|
4 |
Фактический ТП |
Фактический |
Производство |
Рабочее место, технологические связи, специальные ВТО |
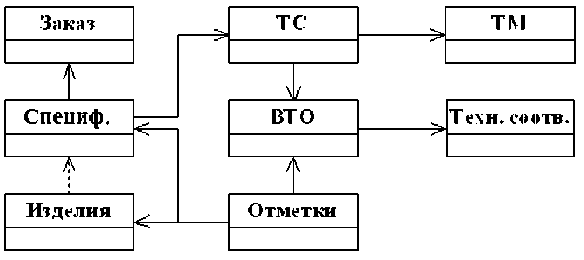
Рис. 2. Структурная схема ТС
Заключение. В работе предложен путь повышения эффективности и гибкости производственнотехнологического решения за счёт распределения нагрузки согласования ТП с текущей производственной обстановкой по стадиям производственного процесса и постепенному уточнению данных в момент их непосредственного появления. Описана соответствующая информационная модель и её структурная схема. Полученные результаты могут быть использованы при разработке системы управления технологическим процессом в условиях многономенклатурного производства.
Список литературы Информационная модель производственно-технологического решения для управления технологической системой многономенклатурного производства
- Иванов, И. Н. Организация производства на промышленных предприятиях: учеб. пособие/И. Н. Иванов. -Москва: ИНФРА, 2008. -352 с.
- Долгов, В. А. Информационная модель технологического процесса в современных системах управления производством/В. А. Долгов//Автоматизация и современные технологии. -2008. -№ 9. -С. 36-38.
