Инновационная технология восстановления и упрочнения лемехов плугов

Автор: Петриков И.А.
Журнал: Научный журнал молодых ученых @young-scientists-journal
Рубрика: Технические науки
Статья в выпуске: 1 (8), 2017 года.
Бесплатный доступ
Разработана перспективная технология восстановления и упрочнения отечественных и зарубежных лемехов плугов с использованием металлокерамических покрытий, получаемых на режущих поверхностях лемехов карбовибродуговым методом (КВДУ). Технология включает следующие основные операции: удаление изношенной режуще-лезвийной части лемеха, изготовление новой режуще-лезвийной части и ее упрочнение КВДУ, приваривание упрочненной режуще-лезвийной части к восстанавливаемому лемеху и ее затачивание. При КВДУ вначале на упрочняемую поверхность наносится паста, содержащая наноразмерные компоненты, которая высушивается до затвердевания. Затем между упрочняемой поверхностью с нанесенной пастой и угольным электродом установки для КВДУ зажигается электрическая дуга. При ее горении происходит как наплавка композиционного металлокерамического покрытия из компонентов пасты, так и термодиффузионное насыщение подложки углеродом за счет его диффузии вследствие сублимации угольного электрода. В состав пасты входят стальная матрица (порошки типа ПГ-10Н-01, ПГ-ФБХ6-2 и др.), карбид бора В4С, измельченный до наноразмерного состояния, и криолит Na3AlF6, улучшающий стабильность и качество горения дуги. Разработанную технологию можно использовать не только для восстановления с упрочнением изношенных лемехов плугов, но и для упрочнения новых лемехов.
Лемех плуга, восстановление, карбовибродуговое упрочнение, технология, металлокерамическая паста, угольный электрод, изнашивание
Короткий адрес: https://sciup.org/14769857
IDR: 14769857 | УДК: 631.316.022.4.004.67
Текст научной статьи Инновационная технология восстановления и упрочнения лемехов плугов
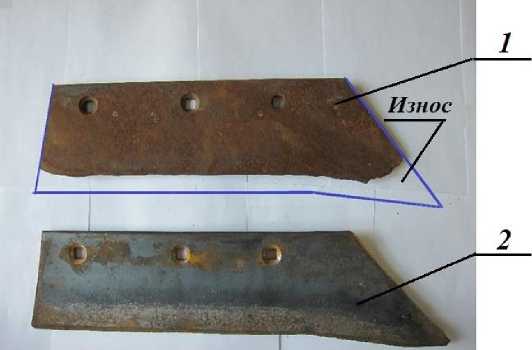
Лемеха отечественных и зарубежных плугов при эксплуатации подвергаются интенсивному ударно-абразивному изнашиванию, и как следствие, быстро теряют свое работоспособное состояние (рисунок 1). Так, например, средний ресурс лемехов плугов российского производства в зависимости от вида почв и их физического состояния составляет всего 5…20 га, лемехов плугов зарубежного производства – 20…60 га [1-3]. Использование изношенных лемехов приводит к снижению качества выполняемых работ, нарушению агротехнических сроков их проведения, увеличению простоев техники, возрастанию затрат на обработку почвы и горюче-смазочные материалы, уменьшению количества полученной товарной продукции.
Одним из путей повышения долговечности лемехов плугов является применение упрочняющих технологий при их производстве или восстановлении. В настоящее время одним из перспективных способов упрочнения, позволяющим значительно повысить износостойкость и долговечность режущих поверхностей рабочих органов машин различного назначения, является их карбовибродуговое упрочнение (КВДУ) с использованием угольного электрода и металлокерамических паст [4-17]. Сущность метода КВДУ заключается в том, что вначале на упрочняемую поверхность наносится паста, содержащая наноразмерные компоненты, которая высушивается до затвердевания. Затем между упрочняемой поверхностью с нанесенной пастой и угольным электродом установки для КВДУ зажигается электрическая дуга. При ее горении происходит как наплавка композиционного металлокерамического покрытия из компонентов пасты, так и термодиффузионное насыщение подложки углеродом за счет его диффузии вследствие сублимации угольного электрода. В состав паст входят стальная матрица (наплавочный порошок), керамические компоненты (карбиды, оксиды, бориды), измельченные до наноразмерного состояния, и криолит Na3AlF6, улучшающий стабильность и качество горения дуги. Применение наноразмерных компонентов в составе пасты значительно улучшает физико-механические свойства упрочняющих металлокерамических покрытий, полученных КВДУ.
а)
б)
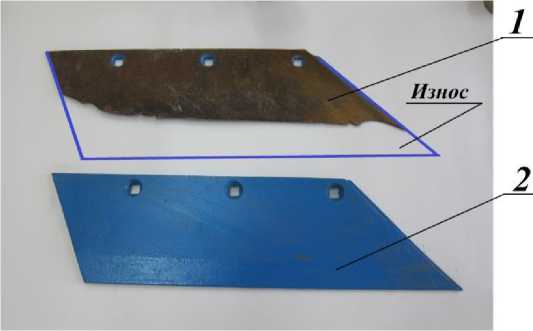
Рисунок 1 – Лемеха плугов ПЛН-3, 4, 5 (а) и Lemken EuroDiamant (б):
1 – изношенный; 2 – новый
Комплекс проведенных научных исследований [18] позволил разработать и предложить ремонтному производству перспективную технологию восстановления с упрочнением лемехов плугов, позволяющую существенно повысить их износостойкость. Разработанная технология включает следующие основные операции: удаление изношенной режуще-лезвийной части лемеха, изготовление новой режущелезвийной части и ее упрочнение КВДУ, приваривание упрочненной режуще-лезвийной части к восстанавливаемому лемеху и ее затачивание.
Вначале производят удаление изношенной режуще-лезвийной части лемеха. При этом целесообразно использовать угловые шлифовальные машины, например, типа МШУ-2-230. Новую режуще-лезвийную часть изготавливают из листовой рессорной стали твердостью 35…40 HRC [19]. В качестве материала для изготовления режуще-лезвийной части можно использовать листы автомобильных рессор, утратившие упругость, но имеющие твердость не ниже 35HRC. Форма и размеры вновь изготавливаемой режуще-лезвийной части в каждом конкретном случае должны определяться в зависимости от величины износа лемеха.
Затем изготовленную режуще-лезвийную часть упрочняют КВДУ, используя при этом угольный электрод и металлокерамическую пасту. В состав пасты входит стальная матрица (порошки типа ПГ-10Н-01, ПГ-ФБХ6-2 и др.), карбид бора В 4 С, измельченный до наноразмерного состояния и криолит Na 3 AlF 6 . По результатам предварительно проведенных исследований такой состав пасты является наиболее оптимальным для упрочнения лемехов плугов. Пасту готовят механическим смешением входящих в ее состав компонентов с добавлением связующего вещества (50% водный раствор клея ПВА). Затем наносят шпателем на упрочняемую поверхность слоем толщиной 2,0…2,5 мм и высушивают при температуре 90…95°С до затвердевания.
Для КВДУ используют установку ВДГУ-2, разработанную и производимую ФГБНУ ГОСНИТИ. Установка содержит инверторный источник тока на 200…250А, пульт управления и вибратор с закрепленным в нем угольным электродом диаметром 6…8 мм [4, 6, 7, 9, 13]. КВДУ осуществляют на следующих режимах: сила тока – 70…80 А, напряжение – 30…35 В, частота вибрации угольного электрода – 25 Гц. Вибрация электрода позволяет снизить нагрев режуще-лезвийной части при ее упрочнении. Толщина полученного металлокерамического покрытия составляет 1,0…1,2 мм, твердость – 68…70 HRC.
Затем осуществляют приваривание упрочненной КВДУ режуще-лезвийной части к восстанавливаемому лемеху сплошным швом с двух сторон без разделки кромок. При этом используют ручную электродуговую сварку и электроды для углеродистых сталей серии УОНИ диаметром 3 мм. Сила тока при сварке составляет 130…140 А [20]. При наложении шва с тыльной стороны следует обращать внимание на то, чтобы он не превышал ширину плоскости крепления. В противном случае будет затруднена установка лемеха на стойке. После этого лицевую часть лемеха затачивают с образованием лезвия под углом 15…25º на обдирочно-шлифовальном станке.
Благодаря тому, что металлокерамическое покрытие, образующееся на упрочняемой режуще-лезвийной части, состоит из относительно мягкой и эластичной стальной матрицы и включенных в ее состав сверхтвердых керамических компонентов (фаз), образующихся при горении электрической дуги, восстановленные и упрочненные по предлагаемой технологии лемеха плугов имеют высокие твердость и износостойкость. Результаты сравнительных испытаний на изнашивание упрочненных при помощи предлагаемой пасты и неупрочненных образцов из закаленной стали 65Г показали, что после упрочнения их износостойкость возрастает в среднем в 2,8 раза. В связи с этим использование разработанной технологии позволит значительно увеличить долговечность отечественных и зарубежных лемехов плугов, эксплуатируемых в условиях интенсивного ударно-абразивного воздействия.
Разработанную технологию можно использовать не только для восстановления с упрочнением изношенных лемехов плугов, но и для упрочнения новых лемехов. Упрочнение можно осуществлять как в стационарных условиях на специализированных заводах-изготовителях сельскохозяйственной техники, так и в небольших мастерских сельскохозяйственных предприятий и даже в полевых условиях при наличии источника электроэнергии.
Список литературы Инновационная технология восстановления и упрочнения лемехов плугов
- Лялякин В.П., Соловьев С.А., Аулов В.Ф. Состояние и перспектива упрочнения и восстановления деталей почвообрабатывающих машин сварочно-наплавочными методами//Труды ГОСНИТИ. 2014. Т.115. С. 96-104.
- Михальченков А.М., Козарез И.В., Михальченкова М.А. Изнеос цельнометаллических и составных лемехов//Тракторы и сельхозмашины. 2014. №7. С. 39-43.
- Титов Н.В., Коломейченко А.В., Столин А.М. и др. Повышение ресурса долот лемехов плугов электродуговой наплавкой СВС-электродами//Ремонт, восстановление, модернизация. 2016. №12. С. 19-23.
- Титов Н.В., Виноградов В.В., Слободчиков Д.А. Импортозамещающая технология упрочнения стрельчатых лап почвообрабатывающих машин//Инновации в сельском хозяйстве. 2016. №1(16). С. 138-141.
- Коломейченко А.В., Титов Н.В., Кондрахин Н.А. и др. Исследование технологических возможностей карбовибродугового метода упрочнения рабочих органов почвообрабатывающих машин//Техника и оборудование для села. 2015. №2. С. 24-26.
- Титов Н.В., Петриков И.А. Перспективные способы повышения долговечности рабочих органов почвообрабатывающей техники//Материалы Международной научно-практической конференции «Особенности технического и технологического оснащения современного сельскохозяйственного производства». Орел: Изд-во ОрелГАУ. 2013. С. 201-206.
- Титов Н.В., Коломейченко А.В., Виноградов В.В. и др. Исследование влияния режимов и параметров карбовибродугового упрочнения на толщину металлокерамического покрытия//Техника и оборудование для села. 2016. №9. С. 34-37.
- Литовченко Н.Н., Титов Н.В., Коломейченко А.В. и др. Упрочнение рабочих органов машин, работающих в абразиве//Труды ГОСНИТИ. 2013. Т.111. Ч.2. С. 086-088.
- Лялякин В.П., Титов Н.В., Литовченко Н.Н. и др. Карбовибродуговой метод упрочнения деталей машин, работающих в условиях абразивного износа, наплавкой металлокерамики (КВДНМК)//Труды ГОСНИТИ. 2014. Т.114. С. 144-149.
- Коломейченко А.В., Титов Н.В., Виноградов В.В. Результаты производственных испытаний стрельчатых лап зарубежной почвообрабатывающей техники, упрочненных методом КВДУ//Труды ГОСНИТИ. 2015. Т.119. С. 170-175.
- Титов Н.В., Коломейченко А.В., Виноградов В.В, Басинюк В.Л. Особенности зажигания электрической дуги при карбовибродуговом упрочнении рабочих органов сельскохозяйственных машин//Техника и оборудование для села. 2016. № 4. С. 34-38.
- Титов Н.В. Повышение износостойкости рабочих поверхностей стрельчатых лап почвообрабатывающих машин карбовибродуговым упрочнением//Техника и оборудование для села. 2015. № 11. С. 38-41.
- Коломейченко А.В., Титов Н.В., Виноградов В.В. и др. Исследование микроструктуры композиционных металлокерамических покрытий, полученных карбовибродуговой наплавкой//Технология машиностроения. 2016. №9. С. 5-8.
- Титов Н.В., Коломейченко А.В. Универсальная технология восстановления и упрочнения рабочих органов почвообрабатывающих машин//Труды ГОСНИТИ. 2015. Т.121. С. 291-297.
- Титов Н.В., Коломейченко А.В., Логачев В.Н. и др. Исследование технического состояния стрельчатых лап посевного комплекса John Deere, упрочненных карбовибродуговым методом//Техника и оборудование для села. 2015. №5. С. 30-32.
- Коломейченко А.В., Титов Н.В., Виноградов В.В. и др. Влияние керамических компонентов пасты на твердость упрочненных карбовибродуговым методом поверхностей//Труды ГОСНИТИ. 2015. Т.118. С. 140-145.
- Titov N.V., Kolomeichenko A.V., Litovchenko N.N. Innovative method of tillage tool hardening//Vestnik OrelGAU. 2014. №2(47). Р. 42-48.
- Кравченко И.Н., Коломейченко А.В., Логачев В.Н. и др. Основы научных исследований. Учебное пособие. СПб.: Изд-во Лань. 2015. 304 с.
- Коломейченко А.В., Кравченко И.Н., Титов Н.В. и др. Технология машиностроения. Лабораторный практикум: учебное пособие. СПб.: Изд-во Лань. 2015. 272 с.
