Инновационный способ получения многослойных конструкций технологического оборудования для тепловой обработки пищи

Автор: Алексеев Г.В., Дмитриченко М.И., Михайлов Н.П.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 3 (25), 2013 года.
Бесплатный доступ
В статье рассматриваются возможности повышения эксплуатационных свойств технологического оборудования, в частности аппаратов для тепловой обработки продуктов питания, за счет улучшения теплопередачи на основе использования многослойных металлических композиций. Приведены результаты оценки напряженного состояния композиции металлов «сталь+медь+сталь» полученной сваркой взрывом при нагреве в диапазоне температур 100 ÷ 300 оС.
Технологическое оборудование, композиция металлов, напряжение, теплопередача
Короткий адрес: https://sciup.org/148186096
IDR: 148186096 | УДК: 66-965.6
Innovative way at production of the multilayered designs of technological equipment for thermal treatment of food
In article are considered possibility of increasing working characteristic flow sheet of the equipment, in particular device for heat processing the products of the feeding, to account of the improvement heat-conducting on base of the use laminated metallic composition. The Broughted results of the estimation of the tense condition to compositions metal "stali+medi+stali" got by welding by blast at heating within the range of the temperature 100 300 оС.
Текст научной статьи Инновационный способ получения многослойных конструкций технологического оборудования для тепловой обработки пищи
Создание новых конкурентоспособных образцов бытовой техники и оборудования вызывает необходимость создания материалов, обладающих комплексом ценных свойств, таких как высокая прочность, коррозионная стойкость, теплопроводность, износостойкость и др. Однослойные конструкционные элементы таких образцов из металлов или сплавов часто не могут обеспечить требуемую гамму свойств. Поэтому важная роль в создании, например, нового технологического оборудования со специальными свойствами, принадлежит слоистым металлическим композициям. Немаловажное значение имеет и их невысокая стоимость, а значит доступность для широкого использования в бытовых целях.
В настоящее время бытовая техника (в частности посуда), предназначенная для тепловой обработки пищи чаще всего выполняются из высоколегированных нержавеющих сталей с антипригарным покрытием. Их недостатком является сравнительно низкая теплопроводность, приводящая к подгоранию пищи в области локального нагрева, например, газовыми горелками. Для устранения этого недостатка целесообразно применение материалов с высокой тепло – и температуропроводностью, например, медных сплавов, которые обеспечат быстрый и равномерный нагрев рабочей поверхности посуды вне зависимости от способа и интенсивности подвода тепла. Зарубежные фирмы выпускают технологическое оборудование, в частности сковороды, кастрюли и ковши, с трех и даже пятислойными стенками [1].
Такие стенки содержат наряду с конструкционными стальными слоями как минимум один теплораспределяющий слой из меди или алюминия, который частично перераспределяет тепловые потоки, делая прогрев греющей поверхности посуды более равномерным. Вместе с тем, поскольку расстояние по нормали к источнику тепла в центре днища меньше чем на периферии, а условия теплопередачи везде одинаковые, то перегрев и пригорании пищи в центе полностью не исключаются, при этом достаточный ее прогрев на периферии требует дополнительного расхода тепла. Диффузионная сварка и прокатка, с помощью которых изготавливают это технологическое оборудование достаточно энергоемки и сложны в реализации.
В настоящей работе исследована возможность замены дорогих специальных сплавов сравнительно дешевой композицией металлов «сталь+медь+сталь». При этом рассматривалась: возможность интенсификации передачи тепла медной основе через слой стали, обладающей низкой теплопроводностью, а также определялось соотношение толщины слоев композиции, обеспечивающее постоянство технологических свойств композиции металлов при воздействии высоких температур.
Одним из факторов, определяющих интенсивность теплопередачи через поверхность контакта металлов, является ее площадь. Среди известных технологий производства биметалла, позволяющих управлять поверхностью контакта, является сварка взрывом [2]. При оптимальных режимах сварки профиль сварного шва получает волнистую форму близкую к синусоиде с амплитудой волны А и длиной волны λ . Длина волны подчиняется зависимости — = 26sin2 — , где у - угол соударения свари- δ 2
ваемых поверхностей (у = 8 ^16°). Для оценки изменения поверхностей сварного шва от технологических параметров сварки выполнен расчет длины волны синусоиды l при возможных соотношениях . Величина l определя-λ лась по известным формулам расчета длины дуги плоской кривой.
На рисунке 1 приведен график измене- ния относительной площади сварного шва в
λ зависимости от безразмерной величины
A
= 0,15 ^ 0,35. Как видно из графика (рис.1), λ применение сварки взрывом позволяет увеличить поверхность сварочного шва в 1,2…1,5 раза, что обеспечивает высокую теплопередачу в биметалле «сталь+медь+сталь».
Рисунок 1. З ависимость площади контактной поверхности в биметаллах, полученных взрывной сваркой, от формы волн сварного шва
Специфическим отличием сварки взрывом является упрочнение сварочных швов композиции в результате сверхскоростного удара. Поэтому для подготовки металла к технологическим операциям штамповки, прокатки и др. необходим промежуточный отжиг. В работах [3,4] установлено, что для биметалла «сталь-медь-сталь» характерно повышение прочности сцепления слоев при увеличении температуры отжига до 6600 за счет диффузионных процессов. При этом снимаются остаточные напряжения и возрастает пластичность биметалла. Авторами [4] показано, что высокотемпературный отжиг позволяет значительно улучшить технологические свойства сталемедных композиций.
Особенностью работы биметалла в нагревательных приборах является возникновение внутренних напряжений вследствие разли-
Инновационный способ получения многослойных конструкций технологического оборудования для тепловой обработки пищи чия коэффициентов линейного расширения металлов. Для исследования деформаций и напряжений при нагреве биметалла выбрана композиция «сталь Х18Н10T + медь М1+ сталь X18H10T», в которой для исключения изгиба слои имеют одинаковую толщину (рис.2). На первом этапе рассматривался равномерный нагрев по площади и сечению биметалла. Диапазон температур нагрева посуды составляет 200 -2500C , что ниже порога рекристаллизации меди, который составляет 4400 -4600C .
Для оценки возможности использования биметалла в нагревательных приборах выполнен расчет напряжений при нагреве в диапазоне 200 - 3000 C .
Таблица 1. Свойства металлов при высоких температурах
Характеристики
Медь М1
Сталь Х18H10T
Предел текучести, МПа
Предел прочности, МПа
Температура, 0 K
Коэффицент линейного расширения, α10 -6
ной
* - отожженная медь.
В расчете использовались физикомеханические свойства металлов композиции [5], приведенные в таблице 1. Схема расчета приведена на рисунке 2.
Исходя из приведенных схем свободной и совместной деформации слоев металла композиции при фиксированной температуре получено уравнение, связывающее температурные и силовые деформации слоев меди и стали.
∆l1- ∆l2 = ∆l1′ + ∆l2′,
где: ∆ l 1 и ∆ l 2 – удлинение листов меди и стали до сварки (в свободном состоянии); ∆ l 1 и ∆ l 2 – линейное деформирование слоев биметалла.
Рисунок 2. Схема расчета температурных напряжений в биметалле: а – конструкция биметалла «сталь-медь-сталь»; b – деформация слоев металла до и после сварки; 1 – медь; 2 – сталь
Из уравнения следует, что при совмест-деформации слоев металла на величину
∆l слои стали растягиваются на величину ∆l2′ , а медь сжимается на ∆l1′ (см. рис.2б).
Таким образом, разность температурных деформаций до и после сварки компенсируется напряжениями, возникающими в слоях металла. Выражая температурные деформации через коэффициент линейного расширения, а деформации от внутренних напряжений через силы продольного сжатия в меди и растяжения стали получаем
) , (1)
CT CT где: αM и αcT – коэффициенты линейного расширения меди и стали; EM и ЕСT – модули упругости металлов; l0 – начальная длина образца биметалла; AT - температура нагрева; PM и PCT – усилия, действующие в слоях биметалла; FM иFСТ – площади сечений слоев металлов.
Поскольку композиция, в силу симметрии, исключает изгиб, суммарное усилие растяжения в слоях стали должно уравновеши-
P = A T( a M - а
ваться усилием сжатия в меди P CT = P M = P .
Из уравнения (1) получаем
Вводя безразмерное отношение m = -| 1-;
(см. Рис.2.а) из решения уравнение (2), находим напряжение в слоях меди ( σM ) и стали ( σcт )
^ М = P S = A T (а М 1

σCT

На рисунке 3 представлены графики изменения температурных напряжений в слоях меди и стали различной толщины.
Из (3) следует, что для любой заданной симметричной композиции биметалла внутренние напряжения не зависят от толщины биметалла и однозначно определяются величиной m . Это позволяет использовать формулы (3) для выбора оптимальных по прочностям свойствам соотношений слоев металла в композиции.
Из приведенных графиков (рисунок 3 ) и таблицы 1 следует, что при m > 4 напряжения в стали и меди составляют менее 0,6 предела текучести, что обеспечивает надежность работы биметалла в интервале температур 100 – 300 о С .
Практическое применение композиции «сталь-медь-сталь» в технологическом оборудовании для тепловой обработки пищи может быть осуществлено после испытания опытных образцов биметаллических изделий в производственных условиях.
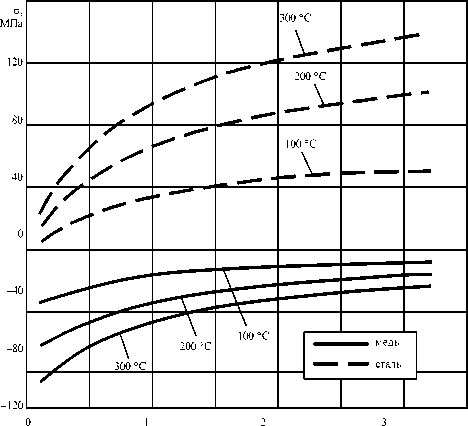
Рисунок 3. За висимость температурных напряжений в биметалле при различных отношениях толщины слоев меди и стали
