Инновационный способ упрочнения поверхности карбидовольфрамового твёрдого сплава

Автор: Осколкова Т.Н., Будовских Е.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность изделий машиностроения
Статья в выпуске: 1-3 т.13, 2011 года.
Бесплатный доступ
Твердый сплав ВК10КС подвергали электровзрывному легированию углеграфитовыми волокнами с SiC при интенсивности воздействия на поверхность 6,0 ГВт/м2. Установлено, что в поверхностном слое формируются карбид W2C вместо WC и небольшое количество SiC, интерметаллида W(SiAl)2. Нанотвердость при этом увеличивается в 2-2,5 раза по сравнению с исходной, незначительно увеличивается шероховатость поверхности. Глубина упрочнения достигает 25-30 мкм.
Карбидовольфрамовые твёрдые сплавы, электровзрывное легирование, упрочнение, шероховатость, нанотвёрдость
Короткий адрес: https://sciup.org/148199709
IDR: 148199709 | УДК: 621.793.74:669.018.25
Innovative method of surface hardening of tungsten carbide hard alloy
Hard alloy 90%WC+10 % Co was subjected to electro-explosive alloying by coal-graphite fibers with SiC with intensity of influence on the surface 6.0 GWt per square meter. It is found out that W2C is formed instead of WC plus small amount of SiC, intermetallic compound W(SiAl) 2. Nanohardness in this case increases 2-2,5 as much in comparison with the initial one. The roughness of surface increases a little. The depth of hardening reaches 25-30 μm.
Текст научной статьи Инновационный способ упрочнения поверхности карбидовольфрамового твёрдого сплава
Цель настоящей работы: получение с помощью ЭВЛ на поверхности твёрдого сплава ВК10КС упрочнённого слоя, дополнительно легированного карбидом кремния, и исследование особенностей его структурного состояния и свойств.
В работах [4, 5] подробно описана работа плазменного ускорителя для ЭВЛ. Способ ЭВЛ вольфрамокобальтового твёрдосплавного инструмента включает нагрев поверхности и насыщение её продуктами взрыва с последующей самозакалкой путём отвода тепла в глубь материала и окружающую среду. Инструментом теплового воздействия на поверхность и источником легирующих элементов при ЭВЛ является многофазная струя, сформированная из материала взрываемого проводника. В настоящей работе в качестве проводника использовали алюминиевую фольгу. Выбор материала взрываемого проводника был обусловлен тем, что при его использовании возможно образование химических соединений интерметаллидного типа, образующихся при высоких температурах и имеющих высокую твёрдость. Режим обработки задавали величиной зарядного напряжения накопителя энергии установки, диаметрами внутреннего электрода и канала сопла ускорителя, расстояния от его среза до образца. Одновременно легирование поверхности твёрдого сплава осуществляли с помощью порошка карбида кремния SiC со средним размером частиц 60-80 нм. Данный порошок при формировании струи увлекался ею, частично превращался в плазменное состояние, а частично в конденсированном состоянии переносился на облучаемую поверхность. Использование SiC как легирующей добавки при ЭВЛ обусловлено тем, что его твёрдость уступает лишь твёрдости алмаза и нитрида бора. Облучение проводили в высокоэнергетическом режиме при интенсивности воздействия 6,0 ГВт/м2, который обеспечивал оплавление поверхности и интенсивное конвективное перемешивание расплава, прежде всего, из-за неоднородного давления, оказываемого плазменной струей на облучаемую поверхность [4].
Микрогеометрию поверхности после упрочнения изучали методом профилометрии на установке «Micro Measure 3D station». Глубину зоны плазменного воздействия, содержание легирующих элементов и особенности структуры определяли с использованием сканирующего электронного микроскопа Philips SEM 515, оснащённого микроанализатором EDAX Genesis. Изменение фазового состава поверхностных слоёв определяли с использованием рентгеновского дифрактометра ДРОН 2,0 в железном К α -излучении. Наноиндентирование твёрдого сплава производили на приборе “Nano Hardness Tester”.
б)
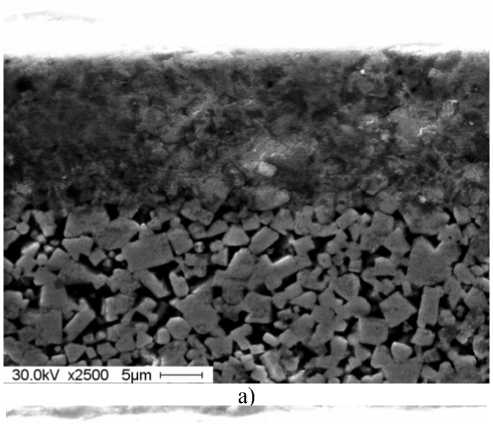
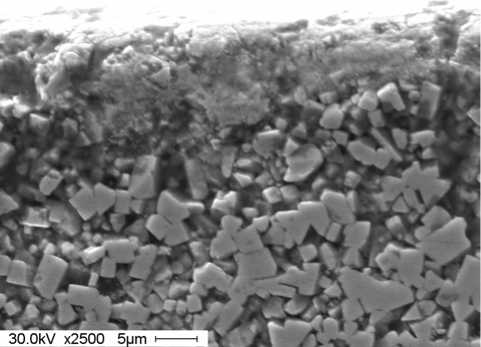
Рис. 1. Микроструктура сплава ВК10КС во вторичных электронах:
а) – после обработки электровзрывом алюминиевой фольги; б) – после обработки электровзрывом алюминиевой фольги с карбидом кремния
Профилометрия показала, что ЭВЛ с дополнительным легированием поверхности твёрдого сплава карбидом кремния приводит к незначительному увеличению шероховатости поверхности, сохраняя её в пределах технических требований. Шероховатость поверхности исходного образца составляет Ra=1,32 мкм. При этом для готовых изделий, таких как буровые коронки и комбайновые резцы, оснащённых твёрдосплавными пластинами, допускается чистота обработки твёрдого сплава Ra=2,5 мкм. После электровзрывной обработки шероховатость составляет 1,73 мкм. При электровзрывной обработке и дополнительного легирования поверхности порошком из карбида кремния шероховатость Ra=2,42 мкм. Увеличение шероховатости можно связывать с тем, что на облучаемой поверхности формируется покрытие, образованное конденсированными частицами продуктов взрыва и карбида кремния [3]. При конденсации на поверхности отдельных капель продуктов взрыва из тыла струи они деформируются и растекаются на ней, формируя новый рельеф.
Сканирующая электронная микроскопия поперечных шлифов (рис. 1, б) показала, что при обработке твёрдосплавных пластин электровзрывом алюминиевых фольг с частицами SiC поверхностный слой плавно переходит в материал основы без образования микротрещин. Выявлено, что обработанная поверхность в высокоэнергетическом режиме с дополнительным легированием карбидом кремния образует мелкодисперсную структуру, включающую измельчённые частицы карбида вольфрама. Глубина изменённого слоя поверхности твёрдого сплава составляет 25-30 мкм.
Рентгеноструктурные исследования показали, что обработка ЭВЛ поверхности твёрдого сплава в высокоэнергетическом режиме приводит к изменению его фазового состава по сравнению с исходным состоянием (рис. 2, а). Помимо имеющегося в исходном состоянии монокарбида вольфрама WC в поверхностном слое формируется полукарбид W 2 C с большей твёрдостью, чем WC. Дополнительное легирование поверхности карбидом кремния при ЭВЛ с той же интенсивностью воздействия на поверхность также приводит к формированию полукарбида W 2 C. При этом на поверхности фиксируется небольшое количество SiC (из-за конденсированной составляющей многофазной струи), промежуточного политипа SiC (6Н) [6], а также интерметаллида W(SiAl) 2 .
Изучение химического состава поверхностного слоя на твёрдосплавной пластине после ЭВЛ и дополнительного легирования SiC со стороны облучённой поверхности с помощью растровой электронной микроскопией также показало наличие углерода в поверхностном слое в количестве 37,27 вес.%, кремния – 6,60 вес.%, вольфрама – 48,54 вес.%, алюминия – 1,19 вес.% и 6,40 вес.% кобальта. Кобальтовая связующая на расстоянии 3-5 мкм от поверхности представляет собой пересыщенный твёрдый раствор вольфрама и углерода в кобальте, поскольку отмечено повышение в ней данных элементов по сравнению с исходным спечённым состоянием. В частности, связующая фаза дополнительно легируется вольфрамом и углеродом в количестве 48,85 и 32,32 вес.%, соответственно. Согласно работе [7] с повышением содержания вольфрама и углерода в связке растёт её твёрдость, а также увеличивается временное сопротивление при растяжении и предел текучести, всё это способствует получению твёрдого сплава с необходимой прочностью и позволяет усиливать удар при бурении. Измеренная со стороны облучённой поверхности нанотвёрдость показала увеличение до значений Hμ = 20000 МПа, а после обработки ЭВЛ с карбидом кремния – до Hμ = 24500 МПа. При этом полученные значения превосходят нанотвёрдость образцов в исходном состоянии в 2,0-2,5 раза.

----till---1 ♦ ■ * t i I i---ь e.rpu. 60 55 50 45 40 35 30 25 20 15 10
-
а)

О. град 60 55 50 45 40 35 30 25 20 15 10
-
б)
Рис. 2. Фрагменты дифрактограмм поверхности сплава ВК10КС:
-
а) – после обработки электровзрывом алюминиевой фольги; б) – после обработки электровзрывом алюминиевой фольги с карбидом кремния
Выводы: исследование поверхности твёрдого сплава ВК10КС показало, что электро-взрывная обработка с карбидом кремния незначительно увеличивает шероховатость поверхности по сравнению с исходной, сохраняя её в пределах технических требований, и упрочняет её на глубине до 25-30 мкм до H μ = 24500 МПа.
Работа выполнена при финансовой поддержке ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009 – 2013 гг., государственный контракт П 332.
Список литературы Инновационный способ упрочнения поверхности карбидовольфрамового твёрдого сплава
- Тарбоков, В.А. Модифицирование твёрдосплавных пластин на основе карбида вольфрама мощным импульсным ионным пучком/В.А. Тарбоков, Г.Е. Ремнёв, П.В. Кузнецов//Физика и химия обраб. материалов. 2004. № 3. С. 11-17.
- Иванов, А.Н. Структурные изменения в твёрдом сплаве ВК8 при ионном облучении/А.Н. Иванов, В.С. Хмелевская, И.А. Антошина и др.//Перспективные материалы. 2003. № 1. С. 89-92.
- Тимошников, Ю.А. Изменение структурно-фазового состояния сплава ВК8 под воздействием потока гамма-квантов/Ю.А. Тимошников, А.А. Клопотов, Ю.Ф. Иванов//Изв. вузов. Чёрная металлургия. 2001. № 4. С. 40-43.
- Багаутдинов, А.Я. Физические основы электро-взрывного легирования металлов и сплавов/А.Я. Багаутдинов, Е.А. Будовских, Ю.Ф. Иванов, В.Е. Громов. -Новокузнецк: Изд-во СибГИУ. 2007. 301 с.
- Патент РФ 2398046 МПК С23С 14/32, С23С 14/48. Поверхностное упрочнение WC-Co твёрдого сплава электровзрывным легированием/Т.Н. Осколкова, Е.А. Будовских. ГОУ ВПО «Сибирский государственный индустриальный университет»//№ 2009132441/02; Заявлено 27.08.2009; Опубликовано 27.08.2010, бюл. № 24.
- Гнесин, Г.Г. Карбидокремниевые материалы. -М.: Металлургия. 1977. 216 с.
- Лошак, М.Г. Прочность и долговечность твёрдых сплавов. -К.: Наукова думка, 1984. 328 с.
