Интенсификация процесса очистки внутренних полостей гидроцилиндров пневмогидроударным методом

Автор: Мещеряков С.С., Показеев В.П., Решетов В.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надёжность, динамика и диагностика машин
Статья в выпуске: 2 т.1, 1999 года.
Бесплатный доступ
В статье изложены основные понятия и расчеты нового технологического процесса очистки гидроцилиндров, основанного на подаче моющей жидкости под давлением в полость, заполненную газом при атмосферном давлении.
Короткий адрес: https://sciup.org/148197554
IDR: 148197554
Pneumohydro-impact method to intensify the cleaning process of hydrocylinders' Inner cavities
The paper considers main notions and calculations for a new technological process of hydrocylinders cleaning. The process is based on supply of detergent fluid under pressure to the cavity, which is filled by gas of atmospheric pressure.
Текст научной статьи Интенсификация процесса очистки внутренних полостей гидроцилиндров пневмогидроударным методом
Институт акустики машин, Самара
В статье изложены основные понятия и расчеты нового технологического процесса очистки гидроцилиндров, основанного на подаче моющей жидкости под давлением в полость, заполненную газом при атмосферном давлении.
Как свидетельствуют данные производства, очистка гидроцилиндров ввиду наличия застойных зон, сложной конфигурации внутренней поверхности и большой их площади является сложной технической задачей. Используемые при этом методы и техническое оборудование не обеспечивают требуемое качество очистки.
С целью совершенствования процессов очистки в последние годы разработан ряд технологий, основанных на использовании пульсаций давления и расхода моющей жидкости [1]. При этом мгновенные значения расхода жидкости Огц на входе в гидроцилиндр определяются двумя составляющими: постоянным расходом, обусловленным перемещением штока Ошт и динамическим расходом Один за счет сжимаемости жидкости и деформации конструкции гидроцилиндра.
Использование пульсирующего потока при очистке полостей гидроцилиндров обес- печивает повышение качества процесса, но приводит к значительным колебаниям давления моющей жидкости. В некоторых случаях эти колебания достигают недопустимые значения [2].
Поэтому совершенствование технологических процессов очистки гидроцилиндров ния процесса авторами разработан новый технологический процесс, основанный на том, что подача моющей жидкости под давлением осуществляется в полость, заполненную газом при атмосферном давлении. При этом, за счет значительно большей упругости газа, расходы жидкости могут быть значи- тельно увеличены.
В ходе выполнения работы были проведены расчеты процесса заполнения полости в системе, представленной на Рис. 1.
Схема включает в себя пневмогидроаккумулятор (ПГА) - 1, распределитель - 2, очищаемый гидроцилиндр - 3 и соединительные магистрали - 4 и 5. Эквивалентная расчетная модель рассматриваемой системы представлена в виде схемы, изображенной на Рис. 2.
В схеме обозначено С1 - емкость, отражающая свойства заряженного ПГА; В - выключатель, эквивалентный гидрораспределителю; RS(Q) - активное сопротивление, от- ражающее потери в распределителе и соединительных магистралях, RS(Q) = R^ + Rh5 + Rp2; ^экв - эквивалентная индуктивностью отражающая инерционность жидкости в магистралях и распределителе Ьэкв = Ьм4 + Ьм5 + Lp2; С2- очищаемая полость гидроцилиндра.
В общем случае анализ переходного про является актуальной задачей.
цесса в рассматриваемой системе сводится к
Рис. 2. Эквивалентная электрическая схема циального уравнения вида:
R(i)i + L di, + .1 J idt = E p ( t ) (1)
э™ dt C 2
Потери на проводящем трубопроводе и распределителе могут быть рассчитаны по классическим соотношениям стационарной гидравлики. Емкость С2 для каждого момента времени процесса заполнения полости гидроцилиндра на первом этапе определена с учетом сжатия воздуха по адиабатическому закону, а затем - сжатия жидкости с уменьшающимся содержанием растворенного газа. Изменение ЭДС источника (ПГА) рассчитано по изоэнтропийному закону снижения давления в газовой полости без учета инерционности поршня.
Решение данного уравнения с учетом нелинейности активного сопротивления представляет значительные трудности. Поэтому анализ переходного процесса проводился методом целочисленного решения для конкретных вариантов стендовой системы при очистке падкое - цилиндра основной стойки шасси самолета Ту -154.
В процессе расчета использовался метод “прогноз-коррекция” описанный в работе [3].
Результаты расчетов показали следующее:
-
1. Мгновенные расходы жидкости могут в 10 раз и более превышать расходы, реализуемые при простом срабатывании гидроцилиндра.
-
2. Процесс заполнения емкости составляет 2...5 сек.
-
3. Соединительные магистрали системы стенда должны иметь минимальную длину и возможно большую площадь проходного сечения.
При этом конечное время срабатывания распределителя может не учитываться.
На основе расчетов был спроектирован и изготовлен стенд для очистки подкос - цилиндра, схема которого представлена на Рис. 3, 4.
Рис. 3. Схема стенда для газожидкостной очистки внутренней поверхности гидроцилиндра: Ак -пневмогидроаккумулятор; ГО - газоотделитель; ВН1, ВН2 - вентили; КО1...КО4 - клапаны обратные;
ПО - проотборник; Р1...Р3 - распределители; МН1...МН3-манометры
Принцип действия стенда заключается в следующем. От газовой магистрали через распределитель Р1 газ подается в одну из полостей гидроцилиндра на увеличение объема полости. При достижении максимального объема избыточное давление газа сбрасывается с помощью распределителя Р3. Пос ле этого жидкость под давлением от пневмогидроаккумулятора через распределитель Р2 поступает в полость гидроцилиндра. Процесс заполнения заканчивается при выравнивании давления в питающей гидролинии и очищаемой полости гидроцилиндра. После этого срабатывает распределитель Р3, обеспечивая слив
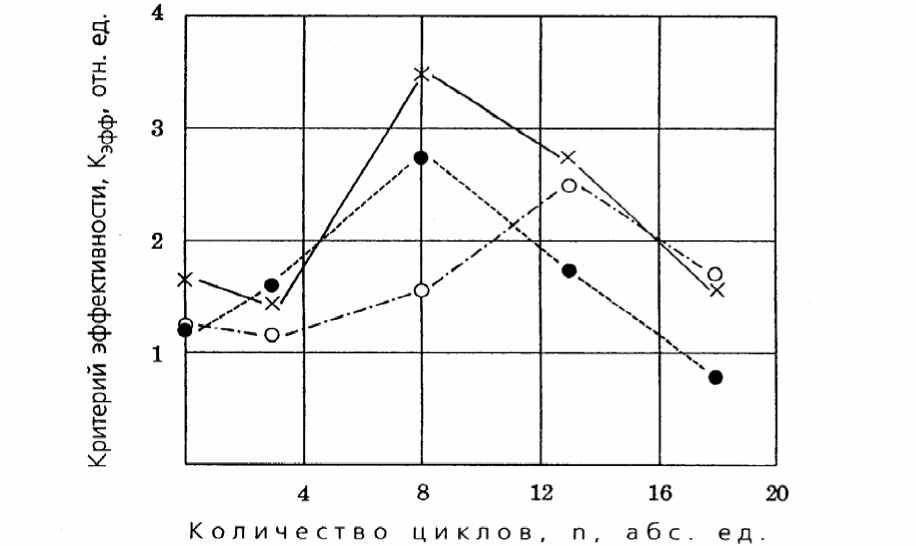
X - фракция 5...10 мкм;
• - 10...25 мкм; О - 25...50 мкм
Рис. 5. Сравнительный анализ эффективности газожидкостного и стационарного способов очистки
сжатой жидкости из полости. Распределитель Р1 открывает подачу газа в противоположную полость и процесс повторяется.
Экспериментальная оценка качества разработанного технологического процесса осуществлялась в ОАО “АВИАКОР” на серийно выпускаемых
154.80.4102.600 [4].
гидроцилиндрах
Эффективность разработанной технологии оценивалась в сравнении с традиционной очисткой путем перекладки штока (обычно около 100 циклов). При этом полость “А” очищалась газожидкостным способом, а полость “Б” (штоковая) традиционным стационарным способом. Критерием эффективности служило относительное количество выносимых частиц загрязнений с учетом объемов и площадей внутренних поверхностей полостей “А” и “Б”.
к JAN , • V , S , " AN , • V 6 S , •
-
где A N i = Nвых - Nвх - количество выносимых частиц загрязнений;
Nвых, Nвх - количество частиц загрязнений в стандартной пробе жидкости (100 см3), отобранной соответственно при заполнении и сливе жидкости из полости гидроцилиндра;
-
VА• VБ• SА• SБ - соответственно объем и площадь внутренней полостей “А” и “Б” гидроцилиндра.
Результаты сравнительного анализа (Рис.5) показали, что эффективность разработанного способа газожидкостной очистки по критерию Кэ ф , по сравнению с существующим стационарным способом, возросла в 2 . . . 3 раза, а время очистки сократилось со 100 до 20 циклов срабатывания гидроцилиндра.
