Интенсификация процесса вскрытия упорных промпродуктов аффинажного производства. Ч. 4. Оптимизация процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их совместной механоактивации

Автор: Павлов Е.А., Мальцев Э.В., Гущинский А.А., Скуратов А.П., Беляев С.В.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 5 т.9, 2016 года.
Бесплатный доступ
Встатьесформулированосновнойтехнологическийпринципаффинажаплатиновыхметаллов, перевод их в раствор на первом этапе. Обсуждаются пути перевода платиновых металлов в растворимую форму, предложен способ интенсификации процесса. Обоснованы и выбраны факторы, оказывающие ключевое влияние на процесс предварительной механоактивации и последующего спекания упорного промпродукта аффинажа с перекисью бария. Предложен и применен гибкий метод планирования исследования, в котором сочетается элемент неопределенности с определенной долей детерминированного описания статистических результатов. Получена шестифакторная математическая модель оптимизируемого процесса, коэффициент корреляции которой с экспериментом составляет 0,92. Определены оптимальные параметры и проведена их экспериментальная апробация.
Аффинаж платиновых металлов, механоактивация, спекание, планирование эксперимента, математическая модель, оптимизация
Короткий адрес: https://sciup.org/146115110
IDR: 146115110 | УДК: 669.23:621.926.3/7 | DOI: 10.17516/1999-494X-2016-9-5-758-769
The intensification of the process of opening thrust middlings refining industry. Part-4. Optimization of the interaction of persistent industrial products refinery production of barium per-oxide after their joint mechanical activation
The paper formulated the basic principle of technological refining of platinum metals, their transfer into the solution at the first stage. Ways of transfer of platinum metals in soluble form, a method of intensification of pro-process. Justified and selected factors has a key infl uence on the process of the preliminary mechanical activation and subsequent sintering of hard middlingы refining barium peroxide. Proposed and applied a flexible method of planning the study, which combines an element of uncertainty with a certain deterministic description of the statistical results. Six-factor mathematical model of the optimized process are obtained, the correlation coefficient of which with the experiment is 0.92. The optimal parameters and performed their experimental testing.
Текст научной статьи Интенсификация процесса вскрытия упорных промпродуктов аффинажного производства. Ч. 4. Оптимизация процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их совместной механоактивации
В современной технологии аффинажа платиновых металлов основным принципом, лежащим в её основе, является предварительный перевод их в раствор. Если для Pt и Pd данный процесс с физико-химической и технологической точек зрения не представляет особых трудностей, то для металлов-спутников платины (далее – МСП) Rh, Ir, Ru этот процесс вызывает определенные сложности, связанные с низкой эффективностью и дороговизной применяемых способов [1].
Известен аналитический прием перевода металлов-спутников платины Rh, Ir, Ru в растворимые формы путем предварительного спекания смеси их с реагентом-окислителем перекисью бария [2]. Степень прямого извлечения суммы целевых компонентов МСП в раствор при разумном как с экономической, так и технологической точек зрения соотношении масс пром-продукта и перекиси бария 2,5÷3,0 составляет 75÷85 масс. %, что является одним из наиболее высоких показателей, достигаемых за один цикл. Данный способ один из наиболее эффективных и широко применяется в промышленном масштабе. Однако он из-за распада Советского государства и нарушения ранее установленных связей, остановки отдельных химических производств был заменен на другие, менее эффективные.
Способ спекания упорных промпродуктов аффинажного производства с перекисью бария, несмотря на высокий расход реагента и недостаточную полноту извлечения в раствор МСП, в настоящее время широко применяется в аналитической практике, а задача, решение которой направлено на интенсификацию данного процесса с целью снижения расхода дорогого реагента и повышения полноты перевода целевых компонентов в растворимые формы, по-прежнему является актуальной.
Выполненные ранее исследования [3] показали, что предварительная механоактивация упорных промпродуктов аффинажного производства не приводит к значительному повышению полноты перевода платиновых металлов в растворимые формы при спекании с перекисью бария. Также авторами установлено, что механоактивация оказывает существенное влияние на физико-химические свойства перекиси бария, сопровождается повышением её химической активности и увеличением гомогенизации концентрата с химическим реагентом [4]. Поэтому дальнейшая работа была направлена на исследование совместной механоактивационной обработки упорного промпродукта, содержащего МСП с перекисью бария, и влияния различных факторов, характеризующих процессы механоактивации и спекания, на полноту и скорость перевода платиновых металлов в растворимые формы.
В качестве упорного материала для исследования был взят (две пробы) один из промпро-дуктов аффинажного производства – тяжелый сплав спутников. Содержание платиновых металлов в пробах представлено в табл. 1, а характеристика реагента – перекиси бария – приведена в работе [4].
На основании анализа физико-химических основ процесса механоактивации [3], а также результатов по исследованию влияния механоактивации на структурные и физико-химические свойства перекиси бария [4] следует, что значительный вклад в избыточную энергию обрабатываемого материала вносят дефекты кристаллической структуры. Механизм накопления дефектов в твердом теле во время механоактивации реализуется в том числе и через пластическую деформацию, сопровождаемую образованием дислокаций, движение которых, особенно когда дислокации находятся в разных плоскостях, приводит к образованию точечных дефектов и искажений в структуре. При этом доля пластической деформации в общей деформации частиц обрабатываемого материала зависит от предельной нагрузки, связанной с ускорением нагружения, величина которого определяется технологическим параметром механоактивации – ускорением мелющих тел (далее – УМТ) в единицах g=9,8 м/с2 [5]. Используемое в настоящих исследованиях оборудование, планетарная мельница АИР – 0,015М и АГО – 2, позволяло достичь величины УМТ в пределах от 1 до 45 g (табл. 2).
Таблица 1. Содержание платиновых металлов, используемых для проведения исследований, в упорных промпродуктах аффинажного производства
|
Наименование порного промпродукта |
Содержание платиновых металлов, % масс. |
|||||
|
Pt |
Pd |
Rh |
Ir |
Ru |
ΣМПГ* |
|
|
Тяжелый сплав спутников №1 |
3,3 |
4,9 |
10,8 |
3,2 |
7,6 |
29,8 |
|
Тяжелый сплав спутников №2 |
3,2 |
7,4 |
16,3 |
4,7 |
8,4 |
40,0 |
ΣМПГ* – сумма металлов платиновой группы.
Таблица 2. Значения варьируемых факторов при проведении исследований
|
Факторы |
Уровни |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Х 1 -продолжительность механоактивации; мин |
1 |
2 |
3 |
4 |
5 |
|
Х 2 -отношение массы обрабатываемого материала к массе мелющих тел; отн.ед. |
0,05 |
0,05 |
0,1 |
0,2 |
1,0 |
|
Х 3 -ускорение мелющих тел; g=9,8 м/с 2 |
1 |
25 |
35 |
45 |
45 |
|
Х 4 -отношение массы упорного промпродукта к массе перекиси бария; отн.ед. |
0,67 |
0,5 |
0,5 |
0,4 |
0,4 |
|
Х5-температура спекания; °С |
900 |
900 |
800 |
700 |
500 |
|
Х6-продолжительность спекания; ч |
0,5 |
1,0 |
1.5 |
2,0 |
2,0 |
Частота следования импульсов механического воздействия на частицы обрабатываемого материала в рабочей камере механоактиватора подчиняется законам статистического распределения. В работе [6] была сделана попытка определить статистическую модель измельчения в энергонапряженных мельницах и ввести для всех частиц обрабатываемого материала величину средней частоты следования импульсов механического воздействия. Показано, что с уменьшением величины отношения массы обрабатываемого материала к массе мелющих тел средняя частота следования импульсов механического воздействия возрастает. В результате установлено, что кроме указанной выше величины фактором, определяющим эффективность влияния механоактивации на физико-химические свойства обрабатываемого материала, является отношение массы обрабатываемого материала к массе мелющих тел, значение которого в наших исследованиях изменяли от 1 до 0,05 (табл. 2).
Увеличение продолжительности механоактивации пропорционально росту количества импульсов механического воздействия и степени гомогенизации обрабатываемых компонентов. В связи с этим в качестве одного из факторов, характеризующих процесс механоактивации, была выбрана продолжительность обработки. Продолжительность механоактивации варьировали от 0 до 5 мин (табл. 2). Выбор верхней границы продолжительности обработки – 5 мин. – обусловлен тем, что за это время механоактивации один из обрабатываемых компонентов – перекись бария – запасает до 80 % избыточной энергии от возможного её количества при продолжительности механоактивации 30 мин [4].
Изменение свойств поверхностного слоя частиц МСП [7], структурных и физикохимических свойств перекиси бария [4], а также высокая степень гомогенизации смеси при механоактивационной обработке позволяют сделать предположение о возможном снижении значений параметров процесса спекания: температуры, продолжительности и расхода реагента – перекиси бария. Границами для изменения расхода реагента были выбраны: верхняя 1 : 2,5 (минимальное количество, применяемое на практике), нижняя 1 : 1,5 (предполагаемое, минимально необходимое количество реагента).
В табл. 2 приведены выбранные и обоснованные для оптимизации процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их механоактивации факторы, а также диапазон их изменения.
Температуру спекания ограничили значениями: нижнее (500 °С) – начало разложения перекиси бария, верхнее (900 °С) – рекомендуемое максимальное значение для устойчивой работы промышленной камерной печи КО-9.
Продолжительность спекания варьировали от 0,5 до 2,0 ч при промежуточных значениях (табл. 2), что гораздо меньше продолжительности спекания по ранее действующей в промышленности технологии (10 ч) и близко к рекомендуемой в аналитике.
Выбранные рабочие интервалы основных технологических параметров позволяют получать отличающиеся в широком диапазоне значения степени извлечения платиновых металлов.
Изучение сложных систем (в нашем случае – последовательное протекание двух независимых процессов: механоактивация и спекание) требует учитывать множество различных факторов (табл. 2). При этом, в случае детерминированного моделирования, большое количество учитываемых факторов приводит к значительному затягиванию процесса их согласования. Применение же вероятностного подхода ограничивается «загрублением» математической модели, и остается возможность выхода расчетного значения за физические или логические пределы изучаемого объекта (превышение 100 %-ного извлечения или получения отрицательных величин для выхода продукта). Поэтому нами применен более гибкий метод планирования исследования, в котором сочетается существенный элемент неопределенности с долей детерминированного описания статистических результатов [8].
На основании выбранного вероятностно-детерминированного метода с учетом предложенных шести факторов составлен план шестифакторного эксперимента на пяти уровнях (табл. 3).
Таблица 3. Матрица шестифакторного эксперимента
|
Номер опыта |
Х 1 |
Х 2 |
Х 3 |
Х 4 |
Х 5 |
Х 6 |
У Э |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
1 |
0,05 |
1 |
0,67 |
900 |
0,5 |
60,33 |
|
2 |
1 |
0,1 |
35 |
0,5 |
800 |
1,5 |
79,41 |
|
3 |
1 |
0,05 |
25 |
0,5 |
900 |
1,0 |
85,79 |
|
4 |
1 |
1 |
45 |
0,4 |
500 |
2,0 |
60,03 |
|
5 |
1 |
0,2 |
45 |
0,4 |
700 |
2,0 |
75,87 |
|
6 |
3 |
0,05 |
35 |
0,5 |
500 |
2,0 |
59,83 |
|
7 |
3 |
0,1 |
25 |
0,4 |
700 |
0,5 |
70,71 |
|
8 |
3 |
0,05 |
45 |
0,4 |
900 |
1,5 |
92,80 |
|
9 |
3 |
1 |
45 |
0,67 |
800 |
1,0 |
59,74 |
|
10 |
3 |
0,2 |
1 |
0,5 |
900 |
2,0 |
84,14 |
|
11 |
2 |
0,05 |
25 |
0,4 |
800 |
2,0 |
89,12 |
|
12 |
2 |
0,1 |
45 |
0,67 |
900 |
2,0 |
74,22 |
|
13 |
2 |
0,05 |
45 |
0,5 |
500 |
0,5 |
39,46 |
Продолжение табл. 3
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
14 |
2 |
1 |
1 |
0,5 |
700 |
1,5 |
65,09 |
|
15 |
2 |
0,2 |
35 |
0,4 |
900 |
1,0 |
92,09 |
|
16 |
5 |
0,05 |
45 |
0,5 |
700 |
1,0 |
64,98 |
|
17 |
5 |
0,1 |
45 |
0,5 |
900 |
2,0 |
85,85 |
|
18 |
5 |
0,05 |
1 |
0,4 |
800 |
2,0 |
72,56 |
|
19 |
5 |
1 |
35 |
0,4 |
900 |
0,5 |
77,84 |
|
20 |
5 |
0,02 |
25 |
0,67 |
600 |
1,5 |
30,38 |
|
21 |
4 |
0,05 |
45 |
0,4 |
900 |
1,5 |
93,84 |
|
22 |
4 |
0,1 |
1 |
0,4 |
500 |
1,0 |
48,72 |
|
23 |
4 |
0,05 |
35 |
0,67 |
700 |
2,0 |
66,21 |
|
24 |
4 |
1 |
25 |
0,5 |
900 |
2,0 |
82,32 |
|
25 |
4 |
0,2 |
45 |
0,5 |
800 |
0,5 |
68,68 |
Каждая строка матрицы экспериментов (табл. 3) определяет собой конкретные условия их проведения. По этим условиям были проведены опыты и сделаны соответствующие извлечения платиновых металлов в раствор ( У Э i ) из упорного промпродукта. Содержание платиновых металлов приведено в табл. 1 под номером 1. Выборка из этих результатов на точечные зависимости для каждого фактора ( У i – f ( X i ), где У i – экспериментальные значения степени извлечения суммы металлов платиновой группы, Xi – определенный фактор), осуществляется следующим образом: для определенного фактора на всех уровнях выбираются результаты, соответствующие его конкретному единственному значению, последние складываются и делятся на число слагаемых.
При таком подходе происходит усреднение действия всех остальных факторов, так как каждый из них принимает в этих опытах все пять своих уровней и таким образом сам себя компенсирует нижними (слабыми) и верхними (сильными) значениями. Этот принцип соблюдается для каждого уровня любого фактора. В результате получается система (1) из шести функций, являющихся частными зависимостями от выбранных факторов:
-
У , = f ( X , ) = 73 , 44 - 0 , 81 ( X , - 3 ) 2
-
У , = f ( X i ) = 73 , 44 - 0 , 81 ( X 1 - 3 ) 2
У 2 = f ( X 2 ) = 72 , 49 - 3 , 59 ( X 2 - 3 ) 12
-
< у 3 = f ( X 3 ) = 66 , 17 + 1 , 18 ( X 3 - 3 ) 2 (1)
У 4 = f ( X 4 ) = 77 , 36 - 71 , 30 ( X 4 - 0 , 4 )
У 5 = f ( X 5 ) = 0 , 093 X 5
У 6 = f ( X 6 ) = X 6/ ( 8 , 012 - 10 - 4 + 0 , 013 X 6 )
Расчет коэффициента корреляции R и его значимости TR для найденных частных функций вели по формулам:
R =
( n - 1) П ( - У . ) 2
1---------------------
( n - к - 1 ) ^ ( У Э - У т )
i = 1
т = R V n - к - 1
R 1 - R 2 , где n – число описываемых точек; k – число действующих факторов; УЭi – экспериментальное значение результата; УТi – расчетное значение [8].
Результаты расчета R и TR приведены в табл. 4.
Значимость коэффициента корреляции и проверяемой зависимости для 95 %-ного уровня достоверности определяется условием [9] TR > 2, из которого следует, что все они значимы (табл. 4).
В рассматриваемом методе матричного планирования для обработки статистических данных использовали формулу (4), представленную в работе [10]:
У П
k п у.
i =1
Vk - 1 ,
Уср где УП – многофакторная функция Протодьяконова [10]; Уi – частная функция; k – число факторов (частных функций); Уср - среднее значение всех учитываемых результатов эксперимента.
С учетом значений всех частных функций уравнение (4) будет иметь следующий вид:
1 Г “I г иг и
У П = 71-5 5 [ 73 , 44 - 0 , 81 ( X 1 - 3 ) 2 J[ 72 , 49 - 3 , 597 X 2 - 0 , 05 J[ 66 , 17 + 1 , 187 X 3 - 1 Jx
X 6
8 , 012 - 10 - 4 + 0 , 013 X 6
x[ 77 , 36 - 71 , 30 ( X 4 - 0 , 4 ) J [ 0 , 093 X 5 ]
Сопоставлением экспериментальных значений ( Уэ - табл. 3), соответствующих конкретным условиям эксперимента, и расчетных ( УП ) по уравнению (5), полученных после подстановки в уравнение значений факторов, также соответствующих конкретным условиям эксперимента, получили соотношение между ними (рис. 1).
Таблица 4. Коэффициент корреляции и его значимость для частных функций
|
Частная функция |
R |
T R |
Значимость функции |
|
У 1 |
0,70 |
2,75 |
+ |
|
У 2 |
0,92 |
8,27 |
+ |
|
У 3 |
0,79 |
2,92 |
+ |
|
У 4 |
0,99 |
49,75 |
+ |
|
У 5 |
0,99 |
8б,17 |
+ |
|
У б |
0,99 |
61,42 |
+ |
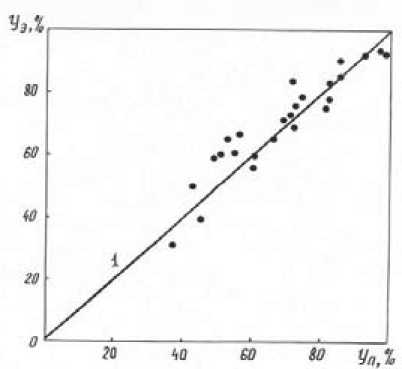
Рис. 1. Соотношение экспериментальных и расчетных по уравнению (5) данных для извлечения суммы платиновых металлов в раствор; 1 – У Э = У П – идеальная зависимость
Сравнение точек соотношения с идеальной зависимостью УЭ = УП показывает их равно-ЭП мерный разброс над и под ней, что свидетельствует о высокой степени согласованности расчетных значений, полученных на основе математической модели (5), с экспериментальными данными. Коэффициент корреляции многофакторной зависимости (5) с экспериментальными данными, рассчитанный по уравнению (2), составил R = 0,92, что подтверждает хорошее согласование расчетных и экспериментальных данных.
Далее, на основе полученной математической модели проанализированы и определены оптимальные параметры для процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их совместной механоактивации.
Анализируя влияние факторов, характеризующих процесс механоактивации: продолжительность механоактивации, отношение массы обрабатываемого материала к массе мелющих тел, ускорение мелющих тел (энергонапряженность), на полноту спекания упорных промпро-дуктов с перекисью бария, видим, что все они по сравнению со спеканием без механоактивации приводят к более полному переводу платиновых металлов в растворимую форму. На рис. 2 показано влияние факторов (параметров) механоактивации на полноту извлечения МПГ в растворимую форму.
В связи с тем, что уравнение (5) является шестифакторным, выполнен разрез по четырем переменным, закрепленным в точках экстремума их частных функций для системы уравнений (1).
Для продолжительности механоактивации (рис. 2 а ) максимальный вклад в повышение степени извлечения отмечается при обработке шихты в течение 3 мин. При этом увеличение фактора энергонапряженности до 15^20 g приводит к заметному повышению степени извлечения. Однако дальнейшее его увеличение на степень извлечения влияет слабо.
Наиболее значимо среди факторов механоактивации (табл. 4) отношение массы обрабатываемого материала к массе мелющих тел. По результатам анализа (рис. 2 б ) он также оказывает существенное влияние на повышение степени извлечения МПГ в растворимую форму.
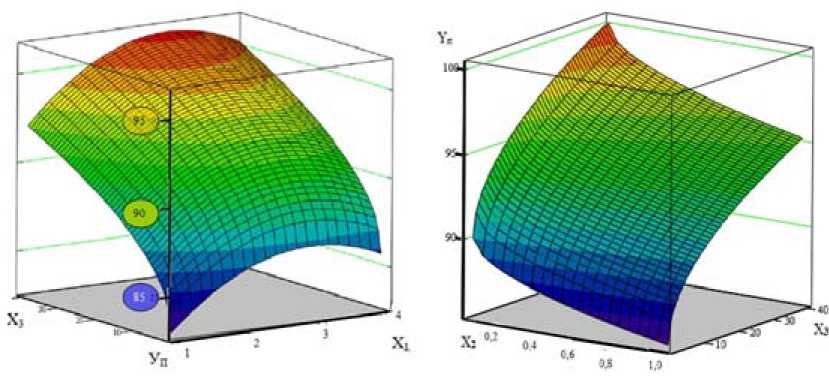
а б
Рис. 2. Зависимость растворения спека МПГ с перекисью бария: а – от продолжительности механоактивации ( X , ), ускорение мелющих тел ( X 3 ). Разрез выполнен в точках: X 2 = 0,05; X , = 0,4; X 5 = 900; X 6 = 2; б - от отношения массы обрабатываемого материала к массе мелющих тел ( X 2), ускорение мелющих тел ( X 3 ). Разрез выполнен в точках: X , = 3; X 2 = 0,05; X 5 = 900; X 6 = 2
Установленная зависимость на исследуемом параметрическом диапазоне носит возрастающий характер. Ограничивающим фактором ее непрерывного повышения является экономическая целесообразность, так как в пределе мы достигаем отношения бесконечно малой массы смеси упорного промпродукта с перекисью бария к массе мелющих тел.
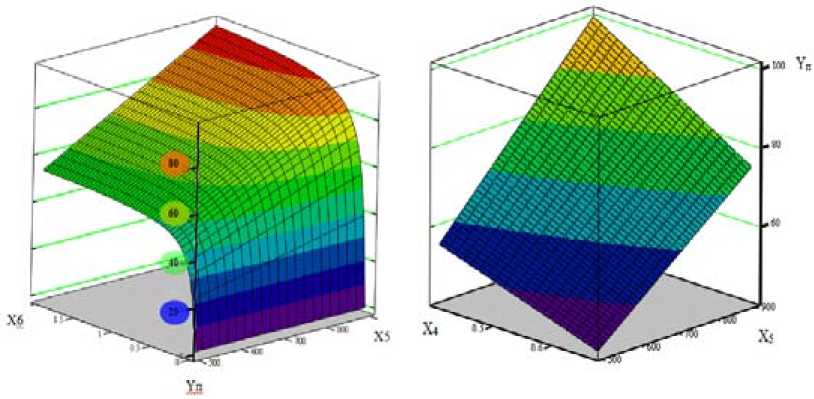
Анализ влияния факторов, характеризующих отношение масс упорного промпродукта и перекиси бария, процесс спекания упорного промпродукта с перекисью бария после их совместной механоактивации (продолжительность спекания, температура спекания), проводился по зависимостям (рис. 3), построенным на основании шестифакторной математической модели (5), целевой функцией в которой служит полнота перевода МПГ в растворимую форму. Разрез выполнен по четырем переменным, закрепленным в точках экстремума их частных функций для системы уравнений (1).
Установленное влияние температуры и продолжительности спекания на степень извлечения платиновых металлов (рис. 3 а ) не противоречит общепринятым представлениям об их роли в твердофазных процессах, поэтому с увеличением каждого из них наблюдается рост целевой функции.
Учитывая, что масса упорного промпродукта во всех опытах постоянна, зависимость степени извлечения платиновых металлов от отношения массы упорного промпродукта к массе перекиси бария (рис. 3 б ) отражает влияние расхода перекиси бария на полноту спекания с ней. Повышение расхода реагента от 1/1,5 до 1/2,5 приводит к росту степени извлечения платиновых металлов, максимальная величина которой без механоактивации составляет около 80 %. После механоактивации та же степень извлечения достигается при меньшем расходе реагента (1/1/И/1,5), а при расходе 1/2,5 наблюдается практически полный перевод платиновых металлов в растворимые формы.
б
Рис. 3. Зависимость растворения спека МПГ с перекисью бария: а – от температуры спекания ( X 5), продолжительность спекания ( X 6 ). Разрез выполнен в точках: X 1 = 3; X 2 = 0,05; X 3 = 40; X 4 = 0,4; б – от отношения массы упорного промпродукта к массе перекиси бария ( X 4 ), температуры спекания ( X 5 ). Разрез выполнен в точках: X 1 = 3; X 2 = 0,05; X 3 = 40; X 6 = 2
Таблица 5. Оптимальные значения параметров процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их совместной механоактивации
|
Факторы |
Значение |
|
Х 1 – продолжительность механоактивации; мин |
3 |
|
Х 2 – отношение массы обрабатываемого материала к массе мелющих тел; отн.ед. |
0,05 |
|
Х 3 – ускорение мелющих тел (энергонапряженность); g=9,8 м/с 2 |
45 |
|
Х 4 – отношение массы упорного промпродукта к массе перекиси бария; отн.ед. |
0,4 |
|
Х 5 – температура спекания; °С |
900 |
|
Х 6 – продолжительность спекания; ч |
2 |
На основании выполненного анализа поведения и взаимного влияния определенных нами факторов, характеризующих в установленных интервалах процессы механоактивации и спекания упорных промпродуктов аффинажного производства с перекисью бария, были определены для них оптимальные значения, при которых целевая функция – степень перевода МПГ в растворимые формы – достигает своей максимальной величины (табл. 5).
Выводы
Таким образом, в оптимальных условиях для экспериментального подтверждения установленных оптимальных параметров была проведена серия из пяти опытов на упорном пром-продукте, содержание платиновых металлов в котором приведено в табл. 1, ТСС №2. Показано, что извлечение МПГ в раствор составляет 97,6÷99,0 % (среднее 98,5 %). Проверка результатов – 767 – исследований проводилась в присутствии сотрудников института «Сибцветметниипроект», лаборатория ФХМА.
Список литературы Интенсификация процесса вскрытия упорных промпродуктов аффинажного производства. Ч. 4. Оптимизация процесса взаимодействия упорных промпродуктов аффинажного производства с перекисью бария после их совместной механоактивации
- Павлов Е.А., Мальцев Э.В., Гущинский А.А. Энергосберегающий способ перевода в растворимую форму металлов-спутников платины. Известия Самарского научного центра РАН, 2012, 14 (4(5), 1273-1276
- Бимиш Ф.Е. Аналитическая химия благородных металлов: в 2 ч. М.: Мир, 1969, 698 с.
- Павлов Е. А. Совершенствование технологии вскрытия упорных промпродуктов аффинажного производства с применением механоактивации. Aвтореф. дис.... канд. техн. наук. Красноярск, 1990, 28 с.
- Павлов Е.А., Мальцев Э.В., Гущинский А.А. и др. Интенсификация процесса вскрытия упорных промпродуктов аффинажного производства: Ч. 2. Влияние механоактивации на структуру и реакционную способность перекиси бария. Известия Самарского научного центра РАН, 2013, 15 (6(2), 438-442
- Авакумов Е.Г. Механические методы активации химических процессов. Новосибирск: Наука, 1979. 254 с.
- Восель С.В., Васенин Н.Т., Помощников Э.В. и др.. Статистическая модель измельчения и активации в аппаратах с мелющими телами. Препринт ИК СО РАН. Новосибирск, 1985, 32 с.
- Павлов Е.А., Мальцев Э.В., Гущинский А.А. Интенсификация процесса вскрытия упорных промпродуктов аффинажного производства: Ч.1. Влияние механоактивации на структуру и реакционную способность металлов спутников платины и материалов их содержащих. Известия Самарского научного центра РАН, 2013, 15 (6(6), 432-437
- Малышев В.Н. Вероятностно-детерменированное планирование эксперимента. Алма-Ата: Наука, 1981. 116 с.
- Сиськов В.И. Корреляционный анализ в экономических исследованиях. М.: Наука, 1975, 162 с.
- Протодьяконов М.М., Тедер Р.И. Методика рационального планирования эксперимента. М.: Наука, 1970, 76 с.
