Инженерия поверхности деталей машин

Автор: Амельченко Николай Александрович, Анистратенко Николай Евгеньевич, Добрынина Лилия Сергеевна, Михайлов Сергей Викторович, Балашов Олег Евгеньевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1 (14), 2007 года.
Бесплатный доступ
Повышению износостойкости деталей машин и механизмов способствует инженерия их рабочих поверхностей с применением различных методов. Плазменная технология, являясь одним из методов инженерии поверхности, нуждается в совершенствовании процесса. Рассмотрены тепловые условия и механизм формирования покрытия при напылении. Показана возможность повышения эксплуатационных показателей покрытий из порошковых материалов нанометровых размеров.
Короткий адрес: https://sciup.org/148175447
IDR: 148175447 | УДК: 621.793.74
Engineering of the surface of machine details
Increase of wear resistance of details machines and mechanisms is promoted by engineering of their working surfaces with application of various methods. The plasma technology, being one of methods of engineering of a surface, requires perfection of process. Thermal conditions and the mechanism of formation of a covering with spraying are considered. The opportunity of increase of operational parameters of coverings from powder nanosized materials is shown.
Текст научной статьи Инженерия поверхности деталей машин
Основными показателями качества машин являются надежность и ресурс, которые определяются свойствами поверхностных слоев деталей и соединений: пределом выносливости, коррозиестойкостью, износостойкостью, коэффициентом трения, контактной жесткостью, прочностью и герметичностью соединения. Снижение технических характеристик машин в процессе эксплуатации ниже допустимого уровня, как правило, влечет за собой значительные материальные расходы, связанные с восстановлением изношенных механизмов или их заменой. Достижение высокого качества и эксплуатационной надежности машин, а также их более низкой стоимости, являющихся условием обеспечения высокого и устойчивого уровня рыночной конкурентоспособности, возможно лишь на основе применения новых перспективных разработок и наукоемких технологий.
Как известно, причина низкого ресурса деталей и элементов конструкций связана преимущественно с износом и коррозионным повреждением их рабочих поверхностей [1]. В процессе эксплуатации рабочие механизмы подвергаются воздействию окружающей среды и технологических сред, применяемых в производственном процессе в качестве исходных или конечных при изготовлении сложных соединений и изделий, а также сред, используемых для осуществления рабочего цикла, например, в узлах трения - смазочные материалы. Актуальной проблемой в машиностроении является повышение износостойкости режущего инструмента, используемого в различных процессах при металлообработке.
Трибологические явления проявляются практически во всех сферах индустрии и в быту. Потери средств в машиностроении развитых государств, вследствие трения и износа, достигают~4...5 % национального дохода. Сопро- тивление трению поглощает во всем мире 30...40 % вырабатываемой энергии, которая при трении не просто теряется, а превращается в теплоту, вызывая нагрев механизмов и узлов машин. Во многих случаях последствия нагрева связаны с отказами и авариями. Примерно 80...90 % отказов машин происходит из-за износа узлов и деталей, а также рабочего инструмента. С целью снижения трения в мире за год расходуется более 108 т смазочных материалов. Отработавшие смазочные материалы, как правило, подлежат переработке или утилизации, иначе они представляют серьезную опасность для окружающей среды. За полный цикл использования машин эксплуатационные расходы, трудоемкость ремонта и затраты материалов на ремонт в несколько раз превышают затраты на изготовление новых машин [2].
Существует чрезвычайно высокая потребность в методах инженерии поверхности для защиты от коррозии и повышения износостойкости, улучшения качества машин, длительной эксплуатации различных объектов в космосе при высоких температурах и других условиях.
Инженерия поверхности охватывает комплекс научных дисциплин, среди которых особое место занимают технологии поверхностной обработки, нанесения покрытий и модифицирование поверхностных слоев.
Совершенствование вакуумных и плазменных технологий является одним из методов инженерии поверхности. В настоящее время доля износостойких газотермических покрытий, применяемых в промышленности, в общем объеме достигает 40 %. Считается, что конструкция сохраняет работоспособность в случае, если износ ее рабочей поверхности не превышает нескольких десятых миллиметра, и в этом случае восстановление конструкции напылением покрытия является экономически обоснованным [3].
Основная часть исследований, выполненных ранее [4], проводилась с использованием материалов для формирования газотермических покрытий с размерами частиц 20-60 мкм. На основе анализа результатов было выявлено, что формируемые покрытия обладают повышенной пористостью, низкими значениями адгезионной и когезионной прочности, значительно уступают по названным параметрам своим компактным аналогам. Это ограничивает их более широкое применение в промышленности.
С целью расширения технических возможностей и областей применения в настоящее время проводимые исследования в большей степени связаны с разработками технологии нанесения покрытий из нанопорошков. Достаточно эффективно совершенствуются методы высокоскоростного газоплазменного напыления (HVOF) и плазменного напыления на воздухе (APS) или в контролируемой атмосфере (VPS). Каждый из них имеет свои преимущества и ограничения.
Для напыления покрытий с наноструктурой используются материалы в следующем виде:
-
- суспензия с наночастицами или растворы;
-
- агломерированный композиционный сферический порошок диаметром 10-50 мкм, полученный распылительной сушкой суспензии, содержащей наночастицы (рис. 1);
-
- спеченные наночастицы с последующим дроблением до размера фракции 10-50 мкм;
-
- механически легированные порошки, содержащие наночастицы.
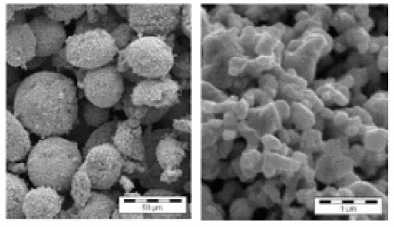
Рис. 1. Микрофотография агломерированных порошков WC + 15% Со (средний размер WC фазы - 40 нм [3])
При формировании прочного покрытия из материалов любой дисперсности значительную роль играет стадия деформации напыляемой частицы на подложке. Прочное соединение частиц покрытия с подложкой возможно при наличии физико-химического взаимодействия на всей площади их контакта. Вторичным признаком такого взаимодействия является процесс смачивания между подложкой и напыляемой частицей, а также частиц между собой. При этом большое значение имеет распределение температурных полей в объеме формируемого покрытия, постоянно изменяющихся во времени.
В настоящей работе приведены результаты исследования по оценке влияния температурного фактора на процесс формирования напыляемых покрытий.
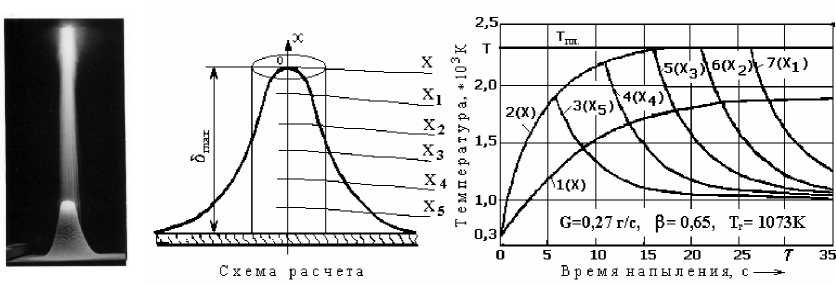
Для расчета нестационарных температур в объеме покрытия (рис. 2) с учетом преобразований использовано уравнение теплопроводности (1), выведенное нами ранее для эквивалентного цилиндра [4], высота которого изменяется за счет осаждаемых частиц при напылении (рис. 2, а):
д T 1
--=---- х д t Cp -р
д д x

+ 2,5 а- 4k ( T - T ) - .
где q - удельный, эффективный тепловой поток; а - коэффициент теплоотдачи на границе «частица-покрытие»; % - коэффициент теплопроводности напыляемого материала; р - плотность материала покрытия; С р - удельная теплоемкость; к- коэффициент сосредоточенности частиц; Т - температура газа, омывающего фигуру напыления; Т0- начальная температура.
Задача решена в подвижной системе координат с началом отсчета (х = 0) в центральной части пятна (рис. 2, б) при граничных условиях:
-
а) в объеме покрытия на оси цилиндра
при х ^^ , Т( ^ , t) - т 0 —(-^ = 0; (2) д x
-
б) на поверхности центральной части
дT(0,t пятна прих - 0 -% —~---= q , дx
с начальными условиями t = 0, Т(х, 0) = Т0= 300 К.
В результате решения тепловой задачи получены за
висимости, которые позволяют имитировать температурное распределение в объеме покрытия (рис. 2, в). На основании результатов исследований установлено, что если х = x(t), то температура в точке с координатойх для момента времени t характеризуется зависимостью:
T ( x , t ) = — . q = х
2 VX- 2,5 a- 4k

, 1
- erfc —==
2 4F0

( - erfc
I
1 2,5 -a 4k
—;= + —----
2 4Fo \ Cp • P
2,5 a- 4k —
2,5 a- 4k • ---------------------------------- -
- 1
- T
- 1 + T o - e
Еслих = 0, то уравнение (4) преобразуется в следую
щее выражение и характеризует температуру на поверхности слоя покрытия:
T (0, t ) = —х 2V X- 2,5 a- 4k
erfc
2,5 -a 4k
erfc
-
-
2,5 a- 4k
---— t
।
p
ченности к. Основным регулирующим параметром для g является коэффициент к, поскольку G и в взаимосвязаны и увеличение G компенсируется снижением в .
На основании анализа результатов экспериментов выявлено, что коэффициент сосредоточенности к, характеризующий закон распределения осаждаемого материала в пятне напыления, зависит от конструктивных особенностей распылителя. Для оценки величины к предложена методика расчета по расходным характеристикам процесса и массогабаритным характеристикам покрытия: массе напыленной фигуры т, ее высоте 8 т и плотности напыленного материала р и:
к = п • р п • 8 тах/т = п • pnT mm/G • в , (7) где v = 8 / т и т = G • в • т ; Т - время напыления фигуры, с.
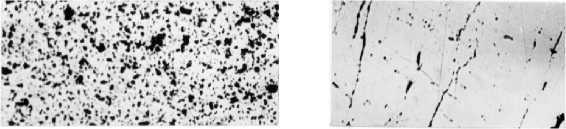
Исследования микроструктуры напыленных покрытий (рис. 3) показали, что, осуществляя процесс напыления при обычных расходах вводимого в распылитель материала (производительность G = 0,5-1 кг/ч), за счет ком-пактирования струи в объеме покрытия можно обеспечить существование весьма высоких температур, способствующих возникновению на поверхности жидкофазного состояния. В этом случае возможно изменение механизма процесса кристаллизации частиц и, как следствие, уменьшение пористости, изменение структуры, фазового состава, повышения плотности и других эксплуатационных характеристик. Повышение износостойкости напыленного слоя следует ожидать за счет большей плотности и создания в нем аморфной структуры.
- 1 + T o - e
Для подвижной границы эквивалентного цилиндра с
учетом происходящего тепло- и массообмена удельный тепловой поток q определяется из граничного условия
а б
Рис. 3. Изменение микроструктуры напыленных слоев керамики: а - на границе контакта с основой;
б - верхние слои покрытия
(3) по выражению
q = § 'С' Т Т о) + АЯ + qэкз]+ q a + q, (6)
В зависимости от теплофизических характеристик распыляемого материала и технологических условий напыления проведено моделирование теплового состояния покрытия. Результаты расчетов показывают, что характер взаимодействия осаждаемых частиц и распределение
температуры в покрытии существенно зависит от удельной производительности напыления g = G • в • к, определяемой расходом порошка G, коэффициентом использования материала (КИМ) в , и коэффициентом сосредото
Выявлено, что создание таких условий напыления лежит за пределами технологических возможностей существующего оборудования.
Недостаточная адгезионная и когезионная прочность покрытий во многих практических случаях связана с распределением контактных, межфазных и остаточных напряжений. Задача о полезном использовании или управ-
а б в
Рис. 2. Распределение нестационарных температур в объеме покрытия при напылении a-Al2O3: 1 - УПУ-8М (g = 0,32 г/с^см2, к = 2 см-2); 2 - плазмотрон ПКП (g = 0,87 г/с^см2, к = 5 см-2)
лении остаточными напряжениями в покрытиях с целью повышения качественных характеристик поверхностного слоя пока еще не решена.
Анализ микроструктуры напыленной керамики показывает, что в нижних слоях характерно образование пористой структуры (рис. 3, а). В данной зоне покрытия возможно появление аморфной фазы. Это связано с большим градиентом температуры на границе покрытие-подложка в результате резкого отвода тепла. По мере аккумуляции температуры с увеличением толщины покрытия механизм кристаллизации частиц изменяется, что приводит к образованию более плотной структуры в слое с меньшей пористостью (рис. 3, б).
Как показали исследования, одним из механизмов преобразования кристаллического строения в аморфную структуру на деталях из сплавов эвтектического состава является кратковременное воздействие на поверхность высококонцентрированных источников и последующее резкое охлаждение зоны нагрева. При этом скорость отвода теплоты в металл должна составлять не мене 105-108 К/с. Для деталей из других материалов перед обработкой следует нанести тонкий слой порошка этого металла с нужными для амор-физации присадками в количественном соотношении, близким к эвтектическому Данное направление является предметом дальнейших исследований.
В результате можно сделать выводы.
Для повышения эксплуатационных параметров деталей машин и механизмов на этапе их проектирования и изготовления следует проводить инженерию поверхности с применением различных методов и технологий.
Упрочнение поверхности с применением высокоэнергетических источников является одним из наиболее эффективных направлений. При этом повышение эксплуатационных характеристик материала существенно зависит от температурного фактора на поверхности.
В процессе восстановления геометрии изношенных поверхностей целесообразно использовать плазменную технологию, при этом более высоких показателей по износостойкости и прочности можно получить при формировании покрытий компактированной струей из материалов с дисперсией частиц на уровне наноразмеров.
Применение покрытий на основе нанопорошков открывает возможности создания композиционных материалов и покрытий с улучшенными эксплуатационными характеристиками или полностью новыми свойствами разного функционального назначения.
