Исходные данные для анализа электромеханической системы взаимосвязанных клетей

Автор: Борисенко В.Ф., Сидоров В.А., Землянский А.И.
Журнал: Горные науки и технологии @gornye-nauki-tekhnologii
Рубрика: Энергетика, автоматизация и энергоэффективность
Статья в выпуске: 4, 2017 года.
Бесплатный доступ
Для непрерывных прокатных станов одним из важнейших технологических вопросов является настройка скоростных режимов взаимосвязанных клетей линии. Основным законом при установке скоростей прокатки группы последовательно связанных клетей выступает постоянство прокатываемого объёма металла S1V1=S2V2=S3V3=…=SiVi. Установка требуемых согласованных частот вращения валков осуществляется оператором стана с пульта управления приводом конкретной клети. Система электропривода - управляемый преобразователь (ТП) - двигатель постоянного тока (Д) с независимым возбуждением обеспечивает работу в двух зонах (nн>n>n0), что даёт возможность оперативной подстройки скоростей прокатки при нарушении закона постоянства прокатываемого объёма. Конструктивные особенности клетей различных групп (черновой, промежуточной, чистовой) могут существенно сказываться на динамическом взаимовлиянии и, как следствие, на нагрузках взаимосвязанных электромеханических систем клетей. Для оценки взаимовлияния электромеханических систем взаимосвязанных клетей рекомендуется вначале проведения исследование на математических моделях с целью выявления наиболее нагруженных звеньев с последующим их исследованием на реальном стане с использованием методов тепловых и вибрационных полей.
Прокатный стан, комбинированный редуктор, вибрационные поля, тепловые поля, электромеханическая система, динамическое моделирование
Короткий адрес: https://sciup.org/140230115
IDR: 140230115 | DOI: 10.17073/2500-0632-2017-4-40-48
Initial data for analysis of electromechanical system the interconnected stands
For continuous rolling mills one of the most important technical issues is to configure the speed interrelated stands line. The basic law when setting speed rolling of the group of sequentially connected mill stands is the constancy of the volume of rolled metal S1*V1=S2*V2=S3*V3=...=SiVi. Setting the desired coherent frequencies of rotation of the rolls carried by the mill operator with the drive control specific panel. The electric drive system driven Converter (TP) - DC motor (D) with independent excitation allows operation in two zones (nн>n>n0), which gives the possibility of rapid adjustment of speed of rolling, in violation of the law of constancy of volume rolled. Construction properties of different groups of stands (roughing, intermediate, finishing) can have a considerable effect on the dynamic interaction and, as a consequence, loads on the interconnected Electromechanical systems stands. To assess the interaction of Electromechanical systems of interconnected mill stands it is recommended to first conduct a research on mathematical models to identify the most loaded units with their further study on a real mill using the methods of thermal and vibration field.
Текст научной статьи Исходные данные для анализа электромеханической системы взаимосвязанных клетей
Современный сортовой непрерывный прокатный стан включает 15... 30 клетей, имеющих индивидуальный или групповой привод. Мощность привода прокатной клети - 300^1000 кВт, частота вращения входного вала -300^1000 об/мин, частота вращения выходных валов 10…1000 об/мин, а для чистовых блоков мелкосортных станов может составлять 1000…10000 об/мин. Часто используется схема привода с комбинированным редуктором, совмещающая в себе функции редуктора и шестеренной клети (рис. 1) [7, 9].
В общем случае кинематическая схема привода состоит из двигателя, зубчатой муфты, редуктора, совмещённого с шестерённой клетью, шпиндельного соединения и прокатных валков, установленных горизонтально или вертикально в станине. В непрерывном стане прокатываемая заготовка находится одновременно в нескольких клетях, имеющих различные скоростные характеристики. Ско- рость прокатки плавно регулируется по цепи: управляемый преобразователь → двигатель → комбинированный редуктор → шпиндели → прокатные валки [14, 16, 19]. Изменение диаметра прокатных валков после переточки требует подстройки частоты вращения при том же режиме прокатки для обеспечения неизменной линейной скорости.
Несмотря на то что конструкции комбинированного редуктора давно известны, применялись они крайне редко только для привода узкоспециализированных станов. Они не соответствуют требованиям обжимных станов, имеющих большую мощность привода и большой диапазон перемещения рабочих валков [4, 12].
Типовые конструкции кинематических цепей клетей стана
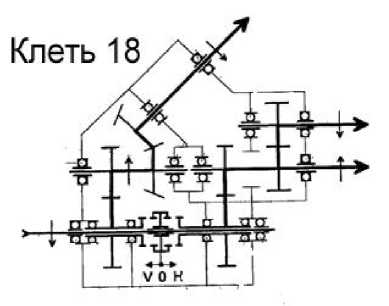
Мощности приводов клетей сортопрокатных станов значительно ниже, чем клетей обжимных станов, а перемещения валков относительно малы - этот фактор дал толчок к использованию комбиниро- ванных редукторов. Такая конструкция привода прокатной клети позволяет существенно снизить длину валопроводов, уменьшить общую металлоёмкость конструкции, повысить компактность оборудования и, как следствие, сократить площадь, необходимую для установки про- катного стана. Единый подход при конструировании станов позволяет использовать комбинированные редукторы как в раздельном и универсальном исполнении (рис. 2), так и для привода горизонтальных (рис. 3), вертикальных (рис. 4) прокатных валков.
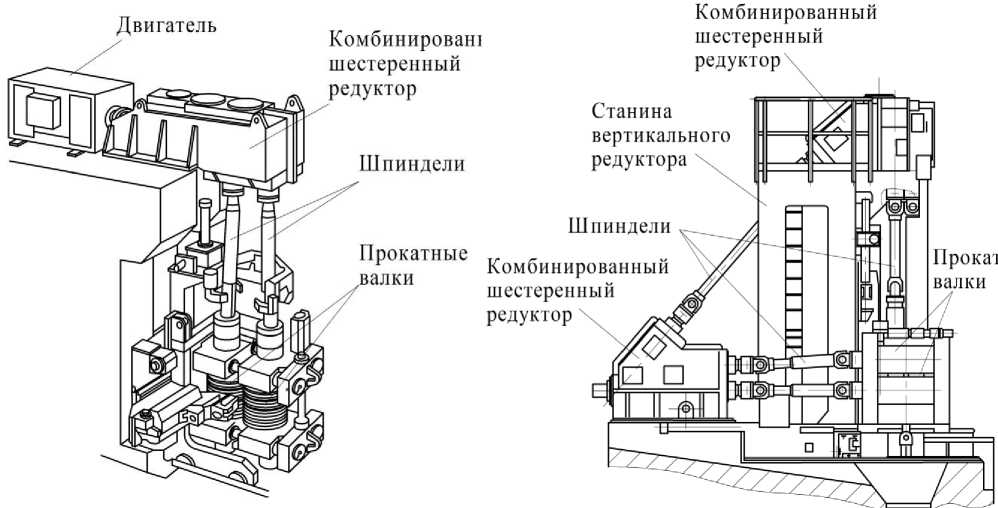
Рис. 1. Общий вид привода прокатной клети с комбинированным редуктором
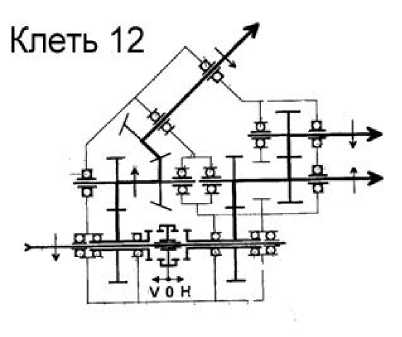
Рис. 2. Кинематические схемы универсальных комбинированных редукторов непрерывного прокатного стана
Динамические характеристики линии привода существенно зависят от приведенного момента инерции системы. Это следует учитывать при построении динамических моделей для автоматизированной системы управления, работающей при переменных нагрузках. Вероятностный характер нагрузки определяется тем, что меняется сортамент проката, его температура, марка стали, состояние оборудования, усилия, необходимые для выполнения технологических операций. При захвате заготовки валками происходит удар, который передается по главной линии прокатной клети ко всем элементам привода [3, 8, 10, 11].
Высокие скорости машин и механизмов, отсутствие комплексной автоматизации технологических процессов приводят к возникновению различных, как правило, нежелательных динамических явлений, которые искажают движение рабочих органов или создают в трансмиссиях машин дополнительные нагрузки, снижающие долговечность деталей и ухудшающие качество продукции.
Анализ технологических параметров клетей непрерывного стана
В металлургии, как и в других отраслях промышленности, возникает так называемая «проблема скоростей», от решения которой зависят как объёмы производства, так и качество продукции, долговечность и безаварийность машин. Все вышеперечисленные факторы отри- цательно влияют на надёжность механического оборудования, снижая её. Именно поэтому, актуальным является подход к определению оптимальных параметров элементов электромеханической системы непрерывных прокатных станов [1, 2, 5, 15, 18, 20].
На рис. 5 представлены зависимости допустимой частоты вращения клетей n доп ( N), мощности приводных двигателей Р 1-18( N ), их номинальные частоты вращения n н ( N ), моменты инерции J д+мех (N) , величины запаса кинетической энергии J ( д+м ) х го2 / 2 клетей при номинальных частотах вращения, а также указаны типы клетей при прокатке сортамента №14×2. Расчёты проведены исходя из параметров привода 18-ти рабочих клетей непрерывного прокатного стана.
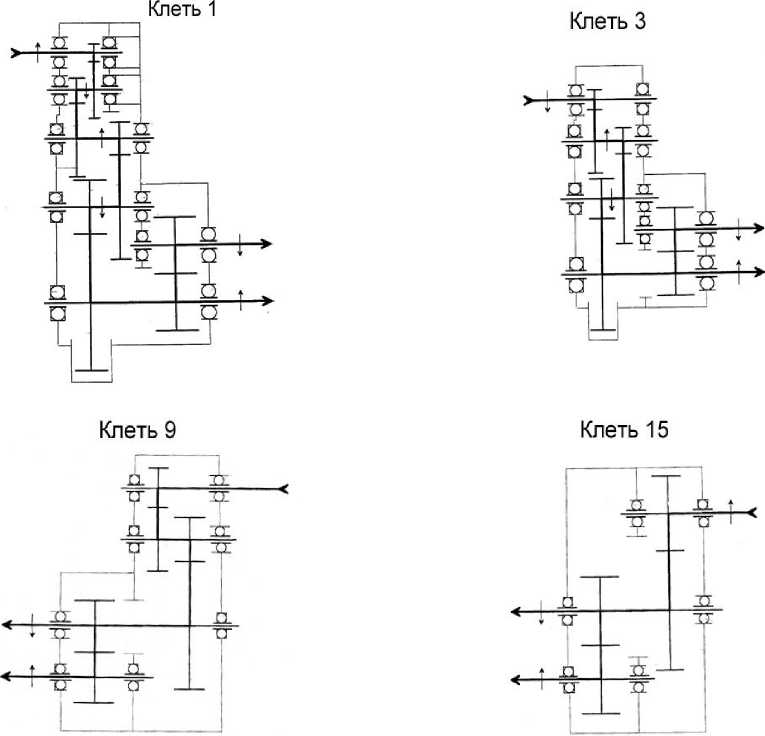
Рис. 3. Кинематические схемы горизонтальных комбинированных редукторов непрерывного прокатного стана
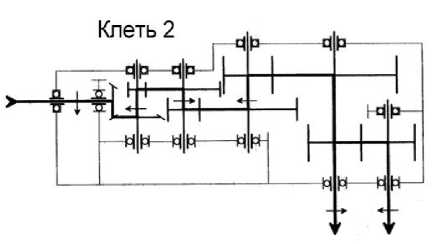
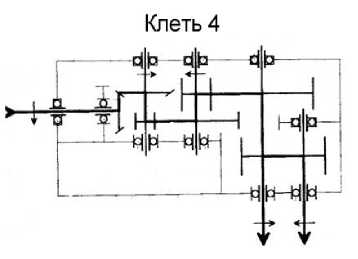
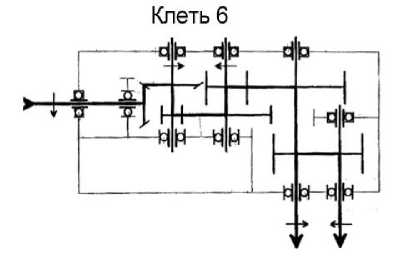
Рис. 4. Кинематические схемы вертикальных комбинированных редукторов непрерывного прокатного стана
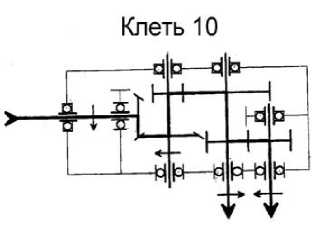
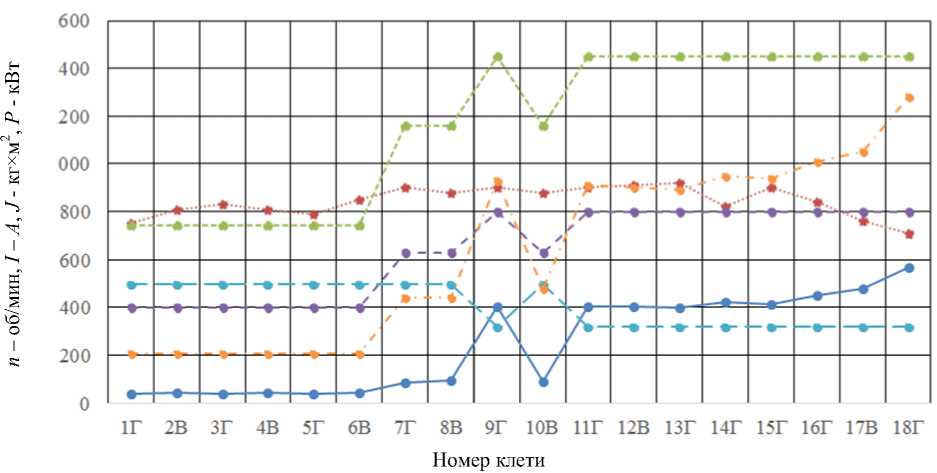
Рис. 5. Зависимости • n доп( N) ; * I дн( N); Р н( N);~ *~J д+мех (N) ;
Г, В - тип клети (горизонтальная, вертикальная);—•— n н( N) ;
- *- J ( д+м ) х ю2/2 - запас кинетической энергии при н)„ .
Анализируя приведенные величины и параметры, можно заметить, что в интервале 8…10-й клетей имеет место резкое увеличение момента инерции JД, мощности приводного двигателя Рд, за- паса кинетической энергии WK =
J д + м швд
по сравнению с показателями предыдущих клетей.
Это позволяет предположить, что могут возникать существенные перегрузки в механической части приводных систем, смежных с клетью № 9 (№ 8 и № 10). В практике эксплуатации отмечено наибольшее количество неисправностей на приводе прокатной клети № 10 – ослабление и разрушение резьбовых соединений, что связано с повышенными нагрузками в редукторе привода.
Оценка вибродинамических показателей приводов клетей стана
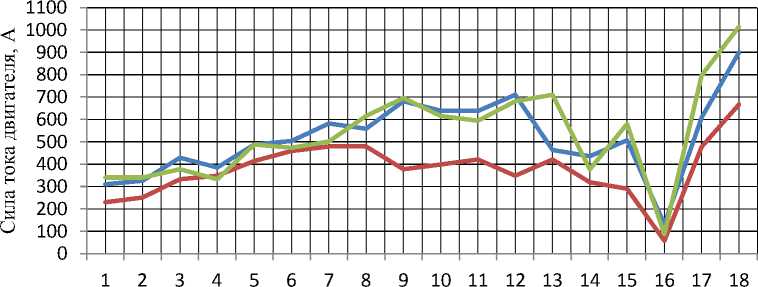
Выполненные измерения частоты вращения и тока якоря двигателей приво- да прокатных клетей, значений общего уровня виброскорости для рассматриваемого сортамента приведены для случая трёх реализаций на рис. 6 [17, 21].
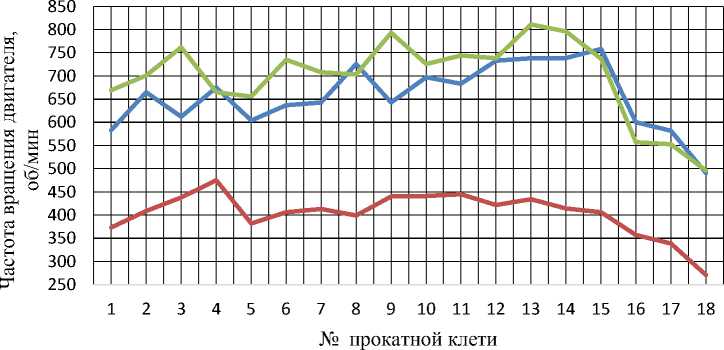
Частоты вращения двигателей по клетям стана
№ прокатной клети
Ток якоря двигателя по клетям стана

Виброскорость прокатных клетей стана
Рис. 6. Реальные зависимости для сортамента 14×2
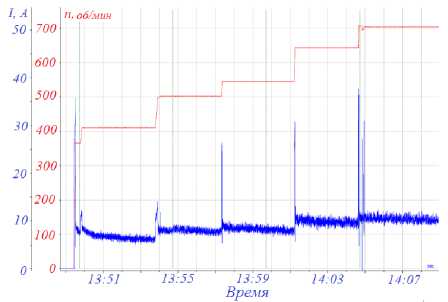
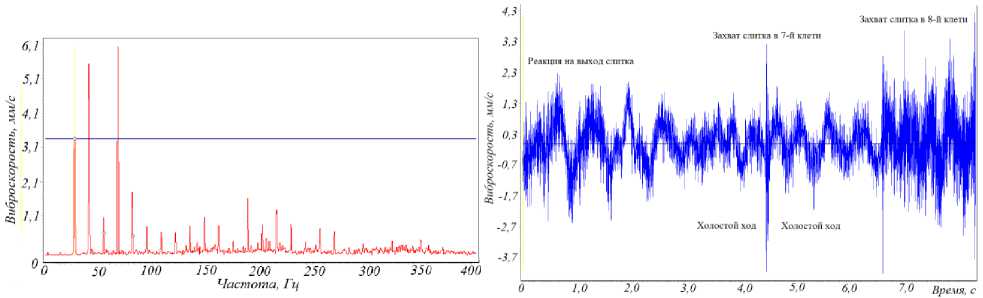
Техническое состояние привода прокатных клетей может быть охарактеризовано изменением токовых характеристик двигателя при изменении частоты вращения (рис. 7, а), изменением спек- тральной картины виброскорости при появлении и развитии повреждения (рис 7, б, в) или временной формой вибрационного сигнала при захвате слитка (рис. 7, г).
а
б
в
г
Рис. 7. Диагностические параметры технического состояния привода прокатной клети: а - изменение частоты вращения и тока двигателя привода клети; б - спектр виброскорости при появлении повреждения; в - спектр виброскорости при развитии повреждения; г - временной сигнал виброскорости на подшипнике двигателя при захвате слитка
Увеличенные вибрации на вертикальных клетях (№ 2, № 4, № 6, № 10, № 14) указывают на повышенную податливость основания. Плавность изменения таких характеристик электромеханической системы, как частота вращения и ток якоря двигателя, не соблюдается, что требует постоянной коррекции при настройке стана на прокатку определенного сортамента относительно принятой калибровке.
Динамические нагрузки в электромеханической системе прокатной клети существенно влияют на характер и величину температуры нагрева основных элементов прокатной клети.
Метод тепловых потоков при оценке нагрузок элементов клетей
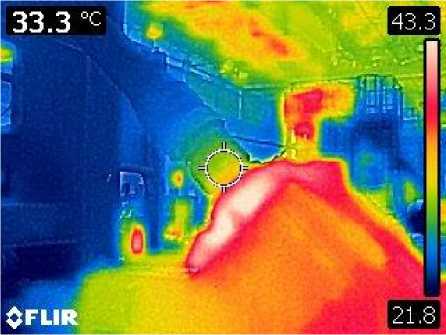
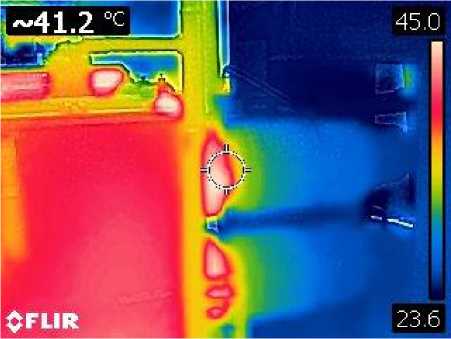
В качестве примера приведены результаты фиксации тепловой картины таких элементов, как редукторы клетей №14, 17 и 18 (рис. 8 и 9).Эти снимки выполнены при прокатке на стане.
Анализ температуры нагрева поверхности редукторов позволяет сделать вывод о том, что наиболее нагруженными узлами являются подшипники выходных валов. Повышенные нагрузки промежуточных шестерён редуктора приводят к нагреву его корпуса (рис. 9, б ).
Национальный исследовательский технологический университет
а

б

а
Рис. 9. Редуктор клети № 18: а - нагрев подшипников горизонтальных выходных валов; б - нагрев корпуса редуктора
Рис. 8. Подшипники выходных наклонных валов редукторов: а - клеть № 14, б - клеть № 17
б
Для снижения динамических нагрузок необходимо, чтобы величины и параметры электромеханической системы клетей линии стана подчинялись оптимальному ( S -образному) закону или параболической зависимости (рис. 10) [6, 13].
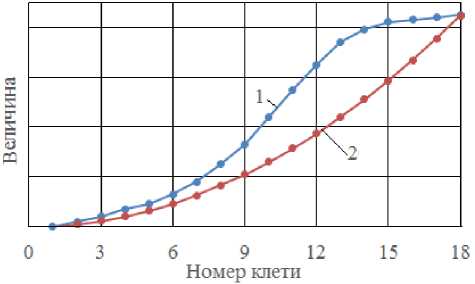
Рис. 10. Возможные зависимости изменения параметров системы: 1 – S -образная кривая;
2 – параболическая зависимость ( у = kt 2)
При проектировании и настройке стана необходимо выбирать оптимальные соотношения между величинами и параметрами электромеханической системы клетей линии стана. В качестве оптимальности можно положить минимум динамических нагрузок в приводных элементах клетей стана. В этом случае должно соблюдаться условие П. Чебышева:
О 12 =
С 12 ( J 1 + J 2 )
J 1 J 2
" 23
= 2Ц 2 ; П 34 = 30 2 ; 0 „ - 1 ) , =( n -1)0 12 ;
" • - 1 ) •
С ( n - 1 ) n ( J ( n - 1 ) + Jn )
где Ω ij – частота собственных колебаний; Ji – момент инерции элемента расчётной схемы; Cij - жёсткость связи.
Заключение
Реальная электромеханическая система группы прокатных клетей является многомассовой со сложными взаимовлияниями между отдельными элементами её звеньев. На практике возможны незначительные рассогласования в настройке скоростных режимов прокатных клетей, что приводит к работе механизмов петлеобразования и нарушению динамического равновесия при прокатке, главным образом в области натяжений металла в промежутке между клетями. Предварительно перед натурными испытаниями поведения группы взаимосвязанных клетей (в рассматриваемом случае, проблемные клети – 8…11) является целесообразным создание расчётной модели электромеханической системы, учитывающей основные инерционные звенья смежных клетей и предполагаемый характер изменения натяжения в металле в этом промежутке. Полученные результаты в ходе динамического моделирования процессов в межклетьевом промежутке позволят провести дополнительную коррекцию настройки скоростных режимов взаимосвязанных клетей, а также укажут на наиболее нагруженные звенья, исследование которых рекомендуется провести с помощью тепловых и вибрационных полей.
Библиографический список 1. Борисенко В.Ф. Сидоров В.А., Мельник А.А. Подходы к оценке состояния электромеханических систем / Научные труды Донецкого национального технического университета. Сер.: Электротехника и энергетика. Вып. 79: Донецк: ДонНТУ, 2004. С. 23– 26.
law of constancy of volume rolled. Construction properties of different groups of stands (roughing, intermediate, finishing) can have a considerable effect on the dynamic interaction and, as a consequence, loads on the interconnected Electromechanical systems stands. To assess the interaction of Electromechanical systems of interconnected mill stands it is recommended to first conduct a research on mathematical models to identify the most loaded units with their further study on a real mill using the methods of thermal and vibration field.
Список литературы Исходные данные для анализа электромеханической системы взаимосвязанных клетей
- Борисенко В.Ф. Сидоров В.А., Мельник А.А. Подходы к оценке состояния электромеханических систем/Научные труды Донецкого национального технического университета. Сер.: Электротехника и энергетика. Вып. 79: Донецк: ДонНТУ, 2004. С. 23-26.
- Борисенко В.Ф. Концепция диагностирования технического состояния электромеханической системы/В.Ф. Борисенко, В.А. Сидоров, В.Н. Хоменко//Научные труды Донецкого национального технического университета. Сер.: Электротехника и энергетика. Вып. 9 (158). Донецк.: ДВНЗ «ДонНТУ». 2009. С. 30-34.
- Бычков В.П. Электропривод и автоматизация металлургического производства. М.: Высшая школа, 1977. 391 с.
- Королев А.А. Конструкция и расчёт машин и механизмов прокатных станов: Учеб. пособие для вузов. М.: Металлургия, 1985. 480 с.
- Кравченко В.М. Использование принципов многомерности для оценки технического состояния электромеханических систем/В.М. Кравченко, В.Ф. Борисенко, В.А. Сидоров//Вестник Приазовского государственного технического университета. Сер.: Технические науки: Сб. науч. р. -Мариуполь: Приазов. гос. техн. ун-т, 2011. Вып. 22. 2011. С. 205-212.
- Основы технической диагностики. В 2-х кн./Под. ред. П.П. Пархоменко. М.: Энер-гия, 1976.
- Повышение информативности систем вибрационного контроля комбинированных редукторов привода прокатных клетей среднесортных станов/В.А. Сидоров, Д.Ю. Подоприхин//Научно-технический прогресс в черной металлургии: Материалы II Международной научно-технической конф. (7 -9 октября 2015 г.)/Отв. ред. А.Л. Кузьминов. -Череповец: ФГБОУ ВПО «Череповецкий государственный университет», 2015. С. 204-207
- Сидоров В.А. Выбор диагностических параметров стационарных систем контроля технического состояния металлургических машин/В.А. Сидоров, А.Е. Сушко//Техническая диагностика и неразрушающий контроль. Ежеквартальный научно-технический и производственный журнал. 2010. №4. С. 46-50
- Сидоров В.А. Особенности оценки технического состояния вертикальных комбинированных редукторов среднесортного прокатного стана/В.А. Сидоров, А.Л. Серебров//Надёжность металлургического оборудования. Сборник научных трудов по материалам Междунар. науч.-техн. конф. (28-31 октября 2013 г.) Днепропетровск (Украина)/Отв. ред. В.И. Большаков. -Днепропетровск: IМА-прес, 2013. С. 245 -251.
- Сидоров В.А. Информационное обеспечение управления безотказностью механического оборудования/В.А. Сидоров//Научные труды ДонНТУ. Серия: Металлургия, выпуск 11 (159). -Донецк.: ДВНЗ «ДонНТУ». 2009. С. 220-228.
- Сидоров В.А. Современные задачи диагностирования технического состояния механического оборудования/В.А. Сидоров//Техническая диагностика и неразрушающий контроль. Ежеквартальный научно-технический и производственный журнал. 2010 г. №3. С.47-52.
- Целиков А.И. и др. Машины и агрегаты металлургических заводов. В 3-х томах. Том 3. Машины и агрегаты для производства и отделки проката: Учеб. для вузов/А.И. Целиков, П.И. Полухин, В.М. Гребеник, Ф.К. Иванченко, М.А. Тылкин, А.А. Королев, В.П. Лопухин, Д.А. Сторожик, Б.А. Павленко, А.А. Целиков, И.М. Елинсон, В.И. Зюзин. 2-е изд., перераб. и доп. -М.: Металлургия. 1988. -680 с.
- Электромеханические системы транспортирующих механизмов/. Донецк: «Вебер» (Донецкое отделение), 2007. -332 с.
- Amin B. Induction Motors. Analysis and Torque Control. -Berlin: Springer, 2002.-262p.
- An Online Fault Pre-warning System of the Rolling Mill Screw-down Device Based on Virtual Instrument/Q. Bai, B. Jin, Y. Gao, H. Zhang//Sensors & Transducers. -2014. -Vol.168, Issue 4. -P. 1-7.
- Electromécanique. Convertisseurts d’énergie et actionneurs/D. Grenier, F.Labrique, H.Buyse, E. Matqgne. -Paris: Dunod, 2001. -307p.
- Frequency analysis of chatter vibrations in tandem rolling mills/M.R. Niroomand, M.R. Forouzan, M. Salimi et al./Journal of Vibroengineering. -2012. -Vol.14, Issue 2. -P. 852-865.
- J. R. Rodríguez, J. Pontt, P. Newman, R. Musalem, H. Miranda, L. Morán, G. Alzamora, "Technical Evaluation and Practical Experience of High-Power Grinding Mill Drives in Mining Applications" IEEE Trans. on Industry Applications, vol. 41, no. 3, pp. 866-873, May/June 2005.
- Leonard W. Control of Electrical Drives. -Berlin: Springer, 1977.
- Mikell P. Groover "Fundamentals of Modern Manufacturing. Materials, Processes and Systems" John Wiley & Sons, 4th edition, pp. 395-403, 2010.
- Surveillance des machines par analyse des vibrations. Du depistage au diagnostic/Boulenger A., Pachaud C. 2c tirage. -Paris: AFNOR, 1998. -262p.
