Использование медного порошка, полученного из отходов гальванического производства для изготовления изделий электротехнического назначения

Автор: Ковчур Андрей Сергеевич, Пятов Владислав Владимирович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Химическая технология и экология
Статья в выпуске: 2 (17), 2009 года.
Бесплатный доступ
В результате проведённых экспериментальных исследований установлено, что на малых и средних токах электроды из осажденного порошка практически не уступают стандартным. И лишь на больших токах (16 кА) электроды из литой меди показывают стойкость, на 20 % большую, чем предлагаемые изделия. По соотношению цена/производительность изготовленные электроды превосходят стандартные в 3-5 раз.
Медный порошок, использование медного порошка, переработка отходов, экспериментальные исследования, свойства изделий, эксплуатационные свойства, физико-механические свойства, гальваническое производство, гальваника, отходы гальваники, медные порошки, электротехнические изделия, контактодержатели, облицовочные пластины
Короткий адрес: https://sciup.org/142184580
IDR: 142184580
Текст научной статьи Использование медного порошка, полученного из отходов гальванического производства для изготовления изделий электротехнического назначения
Проведенный маркетинговый анализ позволил выявить тип изделий, замена традиционного материала в котором на дешевый осажденный порошок даст заметный экономический эффект без дорогостоящего рафинирования меди. Это облицовочные пластины электроконтактов, используемые в современном транспорте [2]. Отличительной особенностью условий, в которых работают контактные пары этих приборов, является большая частота срабатывания контактов, высокая мощность коммутирующего тока, сильная загрязненность среды, значительные ударные нагрузки.
По этим признакам пластины электроконтактов можно отнести к классу средненагруженных низковольтных аппаратов – Uн < 1000 В, Iн < 1000 А.
В настоящее время такие пластины изготавливают из сплава, состоящего на 85 % из серебра и на 15 % из окиси кадмия. Вес такой пластины составляет 15-20 г в зависимости от типоразмера, стоимость – около 2 долларов за одну штуку. Срок эксплуатации одной пластины составляет в среднем 2 мес. Однако, в связи с повышающимися требованиями к защите окружающей среды использование окиси кадмия в электроконтактах должно быть ограничено или полностью устранено. Эти контакты, как правило, используются на троллейбусах, трамваях, электричках метрополитена, дизель-электропоездах железной дороги, электропогрузчиках. Они состоят из медного или латунного контактодержателя и напаенной на него электроэрозионной контактной пластины.
Проведенные исследования [1] показывают, что электрические контакты, изготавливаемые из серебра с окисью кадмия, могут быть заменены на контакты, полученные из меди. Медная пластина, изготовленная из осажденного порошка в условиях мелкосерийного производства, обойдется примерно в 50 центов.
Предварительно проведенные испытания показали, что при содержании меди в изделии 95-97 % срок его работы тоже около 2 мес, а сами контакты не уступают стандартно изготовленным из сплава серебра и окиси кадмия.
Не менее целесообразным оказалось применение полученного порошка меди для изготовления контактодержателей облицовочных пластин и электродов (рисунок а) для контактной сварки. Контактодержатели представляют собой прямые или изогнутые платины с центральным отверстием или проточкой соответственно. Они должны обладать хорошей электропроводностью и достаточной для длительной работы контакта прочностью. К контактодержателям припаиваются облицовочные пластины и получаются готовые контакты (рисунок б).
а
б
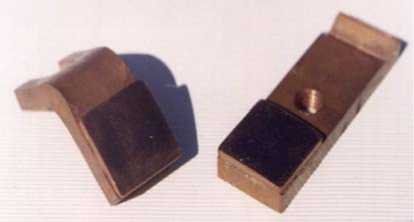
Рисунок – Электроды для контактной сварки (а), контактодержатели с припаянными облицовочными платинами (б)
Как показали испытания, для изготовления контактодержателей вполне пригоден медный порошок, полученный из отходов гальванического производства. Если спекание изделий проводится в восстановительной атмосфере, то можно даже не заботиться о предварительном рафинировании и восстановлении осажденной из отходов меди. Физические свойства медных контактодержателей и электродов соответствуют свойствам аналогичных изделий, полученных методом порошковой металлургии из стандартных медных порошков [2]. Это объясняется высоким содержанием меди в осажденном порошке и незначительном влиянии примесей.
Физические свойства облицовочных пластин приведены в таблице 1.
Таблица 1 – Физические свойства облицовочных пластин
|
№ образца |
Марка |
Плотность, т/м3 |
Электросопротивление, мкОм ⋅ м |
|
1 |
Cu–W |
10,4 |
0,022 |
|
2 |
Cu–Cd |
8,7 |
0,023 |
|
3 |
Cu–C |
7,0 |
0,04 |
|
4 |
Литая медь |
8,9 |
0,017 |
Несколько неожиданным оказалось повышенное электросопротивление образца № 3, несмотря на то, что оба компонента по отдельности обладают хорошей электропроводностью. Физико-механические свойства контактодержателей и электродов для точечной сварки приведены в таблице 2.
Таблица 2 – Физико-механические свойства контактодержателей и электродов
|
Свойство |
Контактодержатели из осажденного порошка |
Электроды из осажденного порошка |
Изделия из литой меди |
|
Плотность |
8,7 |
8,8 |
8,9 |
|
Временное сопротивление, МПа |
240 |
280 |
260 |
|
Относительное удлинение, % |
45 |
40 |
60 |
|
Твердость, НВ |
38 |
41 |
38 |
|
Электросопротивление, мкОм ⋅ м |
0,020 |
0,022 |
0,0174 |
Как видно из таблицы 2, наибольшую прочность и твердость имеют электроды, полученные из порошка. Это связано с двухпроходной технологией прессования, позволяющей увеличить плотность и механические свойства изделий. Кроме того, некоторое улучшение механических свойств и снижение электропроводности связано с наличием загрязнений (в основном железа), что приближает материал по составу к бронзам.
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА. Для выяснения эксплуатационных свойств полученные изделия были подвергнуты испытаниям в условиях, максимально приближенных к рабочим. Электроконтакты испытаны на специальном стенде.
Электроды для контактной сварки испытаны в производственных условиях на машине для точечной сварки арматуры марки МТ1613. Испытания проводились до полного износа контактодержателей, каждый из которых выдерживал смену 20-40 облицовочных пластин.
Результаты испытаний облицовочных пластин представлены в таблице 3.
Таблица 3 – Результаты стендовых испытаний облицовочных пластин
|
Материал пластины |
Количество соединений до разрушения |
|
Cu–W |
240000 |
|
Cu–Cd |
180000 |
|
Cu–C |
140000 |
|
Литая медь |
120000 |
Наилучшую стойкость показали пластины из псевдосплава Cu–W. Именно этот материал будет использован при организации промышленного производства электроконтактов. Вызывает интерес также дешевый заменитель литой меди – псевдосплав Cu–C, который показал более высокие результаты, чем литая медь. Вероятно, доработка технологии изготовления облицовочных пластин из этого материала позволит увеличить его стойкость на 20-30 %. Результаты стендовых испытаний контактодержателей приведены в таблице 4.
Таблица 4 – Результаты испытаний контактодержателей
|
Материал контактодержателя |
Количество соединений до разрушения |
|
Осажденный порошок |
2100000 |
|
Литая медь |
3600000 |
Контактодержатели, изготовленные из медного проката, показывают стойкость в 1,7 раза большую, чем порошковые изделия (табл.4).
Результаты промышленных испытаний электродов приведены в таблице 5. Для сравнения таким же испытаниям подвергнуты электроды из литой меди, которые традиционно используют для сварки арматуры.
Таблица 5 – Максимальное число контактов порошковых и литых электродов в зависимости от силы рабочего тока и давления, тыс. рабочих циклов
|
Рабочее давление, кН |
Рабочий ток, кА |
|||
|
10 |
12 |
14 |
16 |
|
|
Порошковый электрод |
||||
|
5 |
140 |
130 |
110 |
80 |
|
6 |
100 |
90 |
80 |
65 |
|
7 |
80 |
72 |
66 |
56 |
|
8 |
70 |
65 |
60 |
48 |
|
Литой электрод |
||||
|
5 |
140 |
132 |
120 |
100 |
|
6 |
107 |
94 |
90 |
80 |
|
7 |
84 |
78 |
75 |
70 |
|
8 |
75 |
68 |
68 |
56 |
В результате проведённых экспериментальных исследований установлено, что электроды из осажденного порошка не уступают стандартным, а при силе тока (16 кА) электроды из литой меди показывают стойкость, на 20 % большую, чем предлагаемые изделия. По соотношению цена/производительность изготовленные электроды превосходят стандартные в 3-5 раз.
Список литературы Использование медного порошка, полученного из отходов гальванического производства для изготовления изделий электротехнического назначения
- Набойченко, С. С. Гидрометаллургия меди/С. С. Набойченко, В. И. Смирнов. -М.: Металлургия, 1974. -с. 272.
- Горохов, В. М. Ресурсосберегающие технологиипроизводства порошковых электроконтактных материалов для подвижного электротранспорта: сборник статей МНТК «Новые ресурсосберегающие технологии и улучшение экологической обстановки в легкой промышленности и машиностроении»/В. М. Горохов, Е. Н. Нехайчик, И. Н. Тарусов. -Витебск: ВГТУ, 1999.
