Использование метода неразрушающего контроля для проверки качества сборки и сварки резьбосварных соединений

Автор: Журавлев А.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 3 т.10, 2008 года.
Бесплатный доступ
В работе рассматривается оценка качества структурно упорядоченной сборки резьбосварных соединений буровых алмазных долот с помощью метода магнитной памяти металла.
Короткий адрес: https://sciup.org/148198153
IDR: 148198153 | УДК: 621.757(031)
Application of the nondestructive test method for checking the quality of the assembly and thread-and-weld joints weld
The work covers an estimation of the quality of the thread-and-weld joint structurally ordered assembly in diamond bits with application of the metal magnetic memory method.
Текст научной статьи Использование метода неразрушающего контроля для проверки качества сборки и сварки резьбосварных соединений
Самарский государственный технический университет
В работе рассматривается оценка качества структурно упорядоченной сборки резьбосварных соединений буровых алмазных долот с помощью метода магнитной памяти металла.
Сварка существует более 100 лет, а методов неразрушающего контроля, позволяющих на практике выполнить экспресс-контроль качества сварных соединений в едином комплексе системе факторов “структурно- механическая неоднородность – дефекты сварного шва конструктивный и технологический концентратор напряжений” до сих пор нет. В настоящее время широко применяют дефектоскопия с поиском недопустимых дефектов. Самое главное – распределение остаточных сварочных напряжений, определяющих надежность сварного соединения.
Решить данную проблему можно применением метода неразрушающего контроля [1, 2].
Назначение метода:
-
- определение неоднородности напряженно-деформированного состояния оборудования и конструкций и выявление зон концентрации напряжений – основных источников развития повреждений;
-
- определение мест отбора проб металла в зонах концентрации напряжений для оценки структурно-механического состояния;
-
- ранняя диагностика усталостных повреждений и оценка ресурса оборудования и конструкций;
-
- сокращение объема контроля и материальных затрат при его использовании в сочетании с традиционными методами неразрушающего контроля;
-
- контроль качества сварных соединений различных типов и конструктивного исполнения (в том числе контактной, точечной сварки);
-
- экспресс-сортировка новых и бывших в эксплуатации изделий машиностроения по их структурной неоднородности.
Магнитная память металла – это последействие, которое проявляется в виде остаточной намагниченности металла изделий и сварных соединений, сформировавшейся в процессе их изготовления и охлаждения в слабом магнитном поле или в виде необратимого изменения намагниченности изделий в зонах концентрации напряжений и повреждений от рабочих нагрузок.
Метод магнитной памяти металла – ме- тод неразрушающего контроля, основан на анализе распределения собственных магнитных полей рассеяния на поверхности изде- лия, и предназначен для определения зон концентрации напряжений, дефектов, неоднородностей структуры металла и сварных соединений. В рассматриваемом методе контроля используется последействие, которое проявляется в виде остаточной намагничен- ности металла изделия и сварных соединений, сформировавшейся в процессе их изготовления и охлаждения в слабом магнитном поле, как правило, в поле Земли, или в виде необратимого изменения намагниченности изделий в зонах, концентрации напряжений и повреждений от рабочих нагрузок.
Согласно методу магнитной памяти ме- талла для количественной оценки уровня кон- центрации остаточных напряжений определяют коэффициент интенсивности Кин, А/ м2 , изменения магнитного поля Нр по формуле
\НА v ин 1 , lк
где АН р - разность поля между двумя точ- ками контроля, - расстояние между точками контроля.
Результаты контроля записывают в блок памяти приборов и затем, используя про- граммный продукт, определяют ЗКН с максимальным значением Кимнах, и считывают среднее значение для всех зон концентрации напряжений, выявленных на объекте контроля.
После определения значений К и м н ах и
К и с н р для всех зон, выявленных при контроле, выделяют две-три зоны концентрации напряжений с самыми большими значениями К и м н ах , и вычисляется отношение т
К мах m = ин ср . (2)
ин
Если т превышает предельное значение m пр , то делается вывод о предельном состоянии металла, предшествующем повреждению объекта контроля. Магнитный показатель m пр характеризует деформационную способность металла на стадии упрочнения перед разрушением и определяется в лабораторных и промышленных условиях по специальной методике.
В данной работе будет рассмотрен метод магнитной памяти металла применительно к резьбосварным (РС) соединениям буровых алмазных долот, собираемых по методу структурно упорядоченной сборки [3]. Основным показателем точности таких резьбосварных соединений является соосность собираемых деталей. Алгоритм структурноупорядоченной сборки под сварку содержит следующие этапы.
На первом технологическом переходе сборки под сварку определяют участок с максимальным радиальным отклонением и диаметрально противоположно ему делают метку. Далее на месте установленной метки выполняют первую прихватку Пр1. Этот технологический прием изменяет величину и направление результирующего вектора упруго-пластической деформации соединения, таким образом, что ось симметрии корпуса смещается в сторону оси симметрии ниппеля, обеспечивая повышение точности взаимного расположения осей. После выполнения первой прихватки повторяют измерение радиального отклонения сопрягаемых деталей и находят местоположение второй прихват- ки. Эти технологические приемы повторяются и для третьей прихватки.
На следующем технологическом переходе выполняют упорядоченную сварку корпуса с ниппелем долота по окружности стыка, включающая следующие этапы. Измеряют радиальное отклонение корпуса после выполнения третьей прихватки и определяют зону максимального радиального отклонения. Диаметрально противоположно этой зоне ставят метку №1, обозначающую место начала сварного шва. Направление обхода периметра стыка выбирается с учетом значения радиальных отклонений соседних лопастей: из соседних значений выбирается максимальное отклонение и диаметрально противоположно ему ставится метка №2. Направление обхода сварки осуществляется из метки №1 в сторону метки №2. Таким образом, показатель соосности на окончательном переходе достигается методом направленной регулировки .
Оценим изменение напряженности магнитного поля резьботорцового (РТ) и РС соединения при выполнении прихваток и после сварки по периметру. Измерим напряжение собственного магнитного поля деталей корпуса и ниппеля алмазного долота магнитометрическим прибором “ИКНМ-2ФП” в указанных точках (рис. 1). Прибор имеет цифровую индикацию измеряемых данных без регистрации, блок памяти с возможностью записи до 1000 измерений. Прибор предназначен для определения зон КН методом экспресс контроля малогабаритных изделий и узлов оборудования (в том числе в труднодоступных местах).
Результаты измерений представлены графически на рис. 2.
Из графиков видно, что собственная напряженность магнитного поля деталей в разных точках различна, это объясняется свойством металла изменять напряженность магнитного поля в зависимости от выполняемых операций механической обработки и согласуется с принципом наследуемости физикомеханических свойств.
Качество сборки РТ соединений, оценим косвенно по результатам напряженности магнитного поля в равноотстоящих точках по периметру соединения. Результаты представлены на рис. 3.
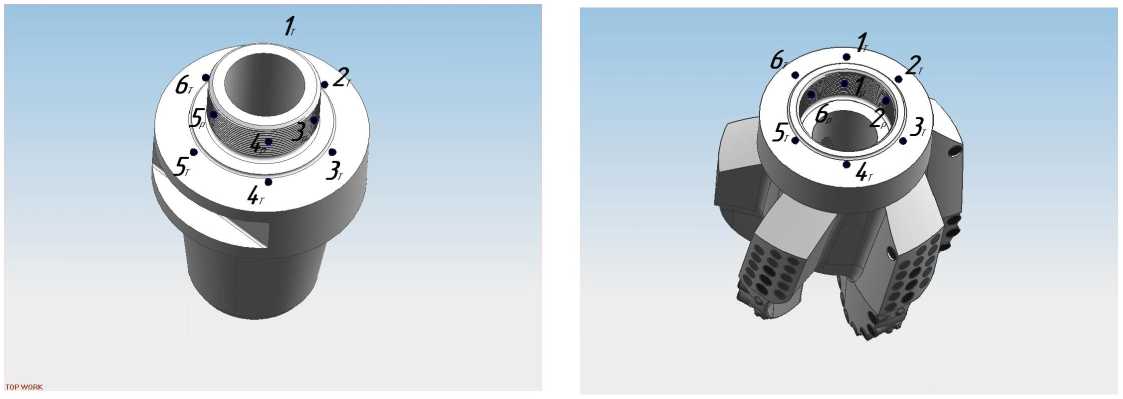
б
а
Рис. 1. Расположение измеряемых точек: а – ниппеля; б – корпуса
измерения на торце измерения на резьбе
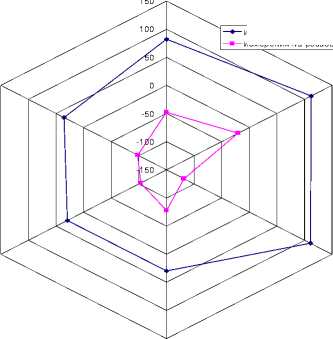
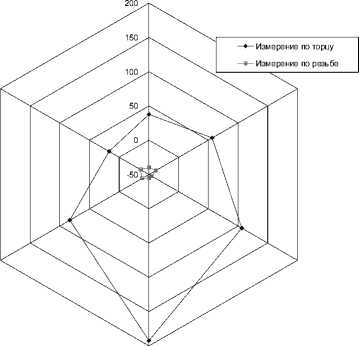
Рис. 2. Собственное магнитное поле деталей алмазного долота, А/м: а – корпуса; б - ниппеля
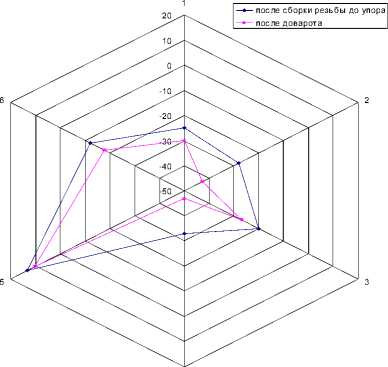
Рис. 3. Напряженность магнитного поля РТ соединения, А/м
Анализ напряженности магнитного поля после сборки РТ соединения указывает на не равномерность его распределения, наблюдаются зоны концентрации напряженности (см. рис. 3, точка 5). Это физическое свойство РТ соединений указывает на необходимость стабилизировать напряженность магнитного поля на следующих
операциях сварки. Стабилизация должна учитывать взаимное влияние геометрических и физических параметров, включая соосность и магнитную напряженность.
Определим коэффициент корреляции радиальных отклонений, измеренных после сборки соединения, и магнитной напряженности РТ соединения. Для этого воспользуемся стандартной программой статистических функций встроенных в математическую систему MathCAD.
Коэффициент корреляции элементов двух массивов X1 и Y1 (см. табл.) равен 0,481, что указывает наличие прямой связи параметров радиального отклонения и магнитной напряженностью РТ соединения. По этой же методике определен коэффициент корреляции массивов X2 и Y2, который равен 0,406. Отличие коэффициентов корреляции массивов указывает на чувствительность метода магнитной памяти металла от величины натяга при оценке качества сборки РТ соединений.
Таблица. Коэффициенты корреляции радиальных отклонений и напряженности магнитного поля РТ соединения
|
Параметры сборки РТ соединения |
Коды |
Номера точек измерения |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||
|
Радиальное отклонение, мм |
Х1, мм |
0 |
-0,17 |
-0,25 |
0 |
0,1 |
0 |
|
без натяга резьбы |
Y 1 , А/м |
-25 |
-25 |
-20 |
-33 |
12 |
- 12 |
|
М агнитная напряженность после натяга резьбы, А/м |
Y2, A/м |
-30 |
-42 |
-25 |
-55 |
10 |
- 18 |
После выполнения сборки РТ соединения выполняются прихватки по периметру. Прихватки выполнялись в следующей очередности, 1-я в точке номер 3; 2-я в точке номер 2; 3-я в точке номер 1 (рис 1). Такой вариант очередности местоположения прихваток характеризует геометрическую структуру перехода РС операции.
Напряженность магнитного поля РС соединения определялась по сигналу, полученному с помощью прибора ИКНМ-2ФП в равноудаленных 32 точках профиля сварного шва. На рис. 4 представлен график изменения напряженности магнитного поля на длине Lx.
Для оценки остаточных напряжений в зоне прихватки были проведены теоретические исследования с помощью конечно-элементной модели в программном пакете ANSYS [4]. Сопоставление результатов численного моделирования с экспериментальными данными, показало их удовлетворительное совпадение. Так, напряженность магнитного поля в зоне прихватки, измеренная с помощью прибора “ИКНМ – 2 ФП”, в среднем составила 75 А/м, что соответствует величине остаточных напряжений 65 МПа. Расчеты в программе ANSYS показали, что напряжения в зоне прихватки составляют 62-65 МПа.
Функцию перевода из напряженности магнитного поля в остаточные напряжения, следуя зависимостями (1) и (2), получаем из графиков работы [5].
Поскольку напряженность магнитного поля РС соединения со временем работы долота изменяется, то это приведет к изменению соосности, что в условиях эксплуатации приведет к сильным вибрациям и неравномерному износу лопастей алмазного долота. Так как процесс релаксации неизбежен, то целесообразно на этапе РС операции создать напряженность магнитного поля, гармоническая составляющая которого совпадала бы с количеством лопастей алмазного долота. Выполнения условия симметрии скрытой структуры обеспечивает стабильное качество долот в процессе их эксплуатации. Для выделения резонансных частот регулярных составляющих напряженности магнитного поля сварного шва применим метод гармонического анализа с использованием встроенной функции преобразования Фурье fft(v) программ MathCAD. Результаты расчета по численным массивам векторов столбцов v двух сигналов первого и второго сечений сварного шва представлены на рис. 5.
Регулярная составляющая функции напряженности магнитного поля сварного шва приходится на вторую и четвертую гармоники соответственно первого и второго сечений. Это указывает на благоприятные условия эк-
О 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480 500 520 540 560 580 600 620 640 660 680 Lx,MM
Рис. 4. Измененная напряженность магнитного поля сварного шва двух сечений
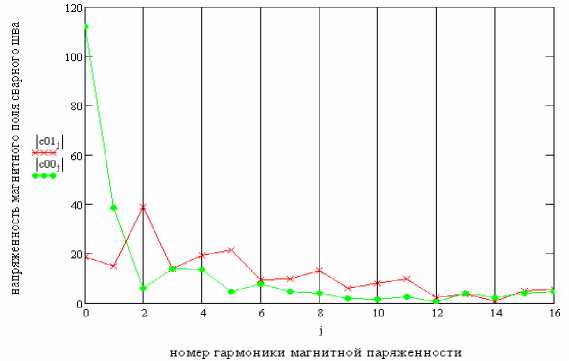
Рис. 5. Гармоническая функция напряженности магнитного поля сварного шва в двух сечениях
сплуатации для долот имеющих четное количество лопастей. Если удается получить скрытую структуру с доминирующими частотами, совпадающими с количеством лопастей долота, то выполнение этого принципа гарантирует оптимальные изменение геометрических параметров эксплуатации осесимметричных конструкций тяжело нагруженных изделий. Реализация этого принципа является необходимым условием метода структурной регулировки технологии структурно упорядоченной сборки. По аналогии с методом размерной регулировки принцип совпадения конструктивной и функциональной симметрии формирует исходное звено пространственной размерной цепи. В качестве звена регулировки выбирается количество прихваток в РС соединения влияющих на вектор тепловых деформаций.
Тематика работы входит в состав научноисследовательских работ, проводимых в рамках тематического плана Самарского государственного технического университета по заданию Федерального агентства по образованию на 2006-2009 годы по теме “Разработка теоретических основ структурно упорядоченной сборки тяжелонагруженных изде- лий машиностроения”, номер государственной регистрации НИР 01.2.006 06882.
Список литературы Использование метода неразрушающего контроля для проверки качества сборки и сварки резьбосварных соединений
- Диагностика оборудования и конструкций с использованием магнитной памяти металла/Сборник докладов. Москва, 2003.
- ГОСТ Р 52005 Контроль неразрушающим методом магнитной памяти металла. Общие требования. М.: Госстандарт России, 2003.
- Журавлев А.Н., Борисов М.А. Структурно упорядоченная сборка под сварку резьбовых соединений алмазных буровых долот//Сборка в машиностроении, приборостроении. 2007. №7.
- Журавлев А.Н., Борисов М.А. Определение влияния температурного фактора на точность взаимного расположения деталей, собираемых посредством резьбы/Сб. тр. науч.-техн. конф. "Высокие технологии в машиностроении". Самара: СГТУ, 2008.
- Гордиенко В.Е. Комплексные методы и средства контроля и диагностики металлических конструкций: Автореф. дис.... д-ра техн. наук. С-Пб, 2007.
