Использование системы варьируемых коэффициентов при расчете калибровки технологического инструмента станов холодной прокатки труб

Автор: Яковлева Ксения Юрьевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 39 (298), 2012 года.
Бесплатный доступ
Приведены описание методики определения исходных параметров для расчета калибровки инструмента станов холодной прокатки труб, положения, принятые за основу расчетного алгоритма, показан интерфейс и базы данных расчетной программы.
Стан холодной прокатки труб, калибровка технологического инструмента, технологический режим прокатки, варьируемые коэффициенты, программа расчета
Короткий адрес: https://sciup.org/147156752
IDR: 147156752 | УДК: 621.771.28+621.774:621.771.2
Use of a system of varied coefficients at the calculation of the calibration of technological tool for cold-rolling tube mills
This article contains description of a method of determining the initial parameters for the calculation of the calibration of tool for cold-rolling tube mills, main provisions of the calculation algorithm, the interface and databases of the calculation program.
Текст краткого сообщения Использование системы варьируемых коэффициентов при расчете калибровки технологического инструмента станов холодной прокатки труб
Одной из основных задач, возникающих при проектировании технологии изготовления холоднокатаных труб, является расчет калибровки технологического инструмента. Известно, что калибровка станов холодной прокатки труб (ХПТ) определяется комплексом в той или иной степени зависимых между собой параметров, рациональный выбор которых в конечном результате определяет экономические и качественные показатели производства холоднокатаных труб. Использование для решения данных задач рабочих программ и расчетных алгоритмов имеет практическую ценность для инженерно-технического персонала и является одним из элементов автоматизации инженерного труда.
Среди параметров настройки стана и калибровки его технологического инструмента, имеющих большую степень влияния на возможность регулирования процесса деформации и, соответственно, требующих тщательного подхода при определении, следует выделить следующие:
-
а) конусность оправки 2tg α ;
-
б) соотношение длин участков рабочего конуса – редуцирующего l р , обжимного l обж , калибрующего l к , предотделочного l пр ;
-
в) линейное смещение m μ ;
-
г) количество двойных ходов клети в минуту m × 2 .
Существует множество методик и рекомендаций определения этих величин [1–4], представляющих сложные системы оценки большого количества факторов, неравнозначно взаимодействующих и влияющих друг на друга. Однако в производственных условиях зачастую выбор их осуществляется из некоторого рекомендуемого диапазона на основе лишь личного опыта калибровщика.
Для совершенствования используемой на ОАО «СинТЗ» автоматизированной программы расчета калибровки технологического инструмента стана ЭЗТМ 40-5 был разработан вспомогательный программный модуль «Рекомендуемые параметры», позволяющий автоматически осуществить выбор и формирование оптимального набора входных данных, для последующего расчета всего комплекса параметров калибровки и определения режимов работы стана.
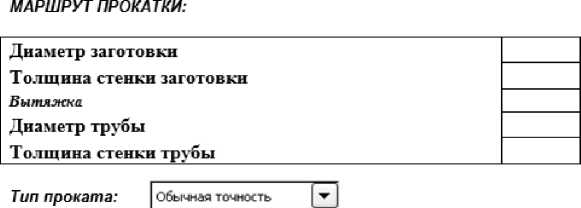
Вспомогательный модуль «Рекомендуемые параметры», как и сама корректируемая программа расчета, выполнен в программной среде Excel. Интерфейс модуля «Рекомендуемые параметры» приведен на рисунке.
Особенностью разработанного программного модуля «Рекомендуемые параметры» является использование для расчета выделенной группы значимых параметров – 2tg α , l р , l к , l пр , m μ , m ×2 – системы варьируемых коэффициентов. Ал-
Яковлева К.Ю.
Использование системы варьируемых коэффициентов при расчете калибровки технологического инструмента станов холодной прокатки труб
|xi8H9T
Марка стали:
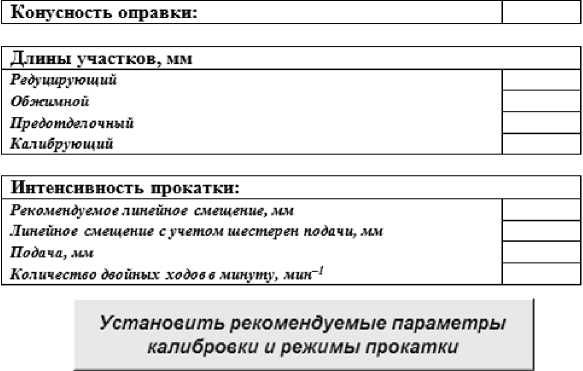
Интерфейс модуля «Рекомендуемые параметры»
горитм работы программы построен по принципу автоматического выбора соответствующих варьируемых коэффициентов для каждого из значимых параметров относительно их базового значения согласно заданным исходным данным – размерам заготовки и готовой трубы, типу проката и марке стали.
В качестве базовых значений каждого из значимых параметров принимались граничные их значения с точки зрения возможности осуществления процесса прокатки и конструкционнотехнологических особенностей стана.
Система соответствия варьируемых коэффициентов значимым параметрам процесса прокатки была сформирована на основе многочисленных исследовательских и статистических данных, а также результатах промышленного освоения станов ХПТ других типоразмеров. Так как определение некоторых значимых параметров требует учета несколько факторов, например, значение линейного смещения должно удовлетворять как типу заданной точности готовой трубы, так и свойствам обрабатываемого металла, в модуле «Рекомендуемые параметры» заложен алгоритм автоматического формирования из частных промежуточных коэффициентов варьирования результирующего их значения. В частности, для определения линейного смещения условием формирования результи- рующего коэффициента варьирования является выбор минимального из двух частных коэффициентов варьирования, определяющих, соответственно, класс точности трубы и механические свойства металла трубы.
Расчет в модуле «Рекомендуемые параметры» осуществляется на основе заполнения блока «Исходные данные», который включает задание маршрута прокатки – диаметров и толщин стенок заготовки и трубы соответственно, выбор типа точности проката в зависимости от требований нормативно-технической документации изготовления прокатываемых труб и выбор марки стали прокатываемых труб. База данных «Марка стали» может корректироваться в соответствии с поступающими заказами.
Введенные и рассчитанные таким образом параметры во вспомогательном программном модуле предлагаются калибровщику в качестве рекомендуемых исходных данных, необходимых для последующего расчета всего комплекса параметров калибровки технологического инструмента и определения режимов работы станов ХПТ.
Принцип выбора варьируемых коэффициентов для каждого из значимых параметров относительно их базового значения, положенный в основу предлагаемой методики расчета, позволяет использовать программный модуль «Рекомен- дуемые параметры» при различных условиях процесса прокатки, учитывая при этом текущее состояние стана, путем изменения значений базовых параметров и системы варьируемых коэффициентов в отдельной отладочной таблице.
Список литературы Использование системы варьируемых коэффициентов при расчете калибровки технологического инструмента станов холодной прокатки труб
- Грипшун М.И. Станы холодной прокатки труб/М.И. Грипшун, В.И. Соколовский. -М.: Машиностроение, 1967. -240 с.
- Розов Н.В. Холодная прокатка стальных труб/Н.В. Розов. -М.: Металлургия, 1977. -184 с.
- Швейкин В.В. Технология холодной прокатки и редуцирования труб: учеб. пособие/В.В. Швейкин. -Свердловск: Изд-во УПИ им. С.М. Кирова, 1983. -100 с.
- Шевакин Ю.Ф. Калибровка и усилия при холодной прокатке труб/Ю.Ф. Шевакин. -М.: Гос. науч.-техн. изд-во по черной и цветной металлургии, 1963. -268 с.
