Использование взрывных технологий для производства подшипников скольжения дизельных двигателей

Автор: Штерцер А.А., Злобин Б.С., Ульяницкий В.Ю., Злобин С.Б.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
Описаны результаты исследований по изготовлению биметаллических подшипников скольжения для больших дизельных двигателей локомотивов, судов, дизель-генераторов и т.д. с применением взрывных технологий - сварки взрывом и детонационного напыления. Биметалл подшипника изготавливается сваркой взрывом и состоит из стальной основы и антифрикционного слоя из сплава на алюминиевой основе. Антизадирный приработочный слой из баббита Б83 наносится на антифрикционный слой детонационным напылением. В отличие от технологии совместной прокатки сварка взрывом позволяет получать биметалл с толщиной стальной основы практически любой толщины и обеспечивает более высокую прочность соединения слоев. Детонационное напыление позволяет заменить экологически вредный гальванический способ нанесения приработочных покрытий.
Сварка взрывом, детонационное напыление, подшипники скольжения, дизельные двигатели
Короткий адрес: https://sciup.org/148200249
IDR: 148200249 | УДК: 621.791.13
Use of explosive technologies for production the sliding bearings of diesel engines
Results of researches on production the bimetallic sliding bearings for big diesel drives of locomotives, ships, diesel engines-generators etc. with application of explosive techniques - welding by explosion and detonation spraying are described. Bimetal of bearing is made by welding by explosion and consists of steel base and antifrictional layer from the alloy on the aluminium base. Antiscoring wearing layer from babbit B83 is plotted on the antifrictional layer by detonation spraying. Unlike the technology of joint proskating rinks welding by explosion allows to receive bimetal with width of the steel base of almost any width and ensures higher durability of layers connection. The detonation spraying allows to substi-tute an ecologically harmful galvanic way of drawing the wearing coverages.
Текст научной статьи Использование взрывных технологий для производства подшипников скольжения дизельных двигателей
напыление, подшипники скольжения, дизельные удобна при изготовлении небольших партий изделий различных типоразмеров, в то время как технология прокатки рассчитана на большие тиражи производства. Антифрикционные слои на основе меди выдерживают более высокие нагрузки, но склонны к интенсивной коррозии в маслах. Сплавы на алюминиевой основе имеют значительно более высокую коррозионную стойкость и большую стойкость к ударным нагрузкам, но меньшую задиро-стойкость при больших нагрузках по сравнению с материалами на медной основе.
Технология изготовления сталеалюминиевых заготовок вкладышей подшипников с использованием сварки взрывом разработана в КТФ ИГиЛ СО РАН совместно с ВНИИЖТ (г.Москва). Спроектировано и изготовлено специализированное технологическое оборудование для сварки взрывом (взрывная камера КВ-7) и штамповки (гидропресс) биметаллических заготовок (рис.1, 2). Технология нанесения приработочного покрытия также была разработана в ИГиЛ СО РАН, она базируется на применении оборудования и технологии последнего поколения – детонационного напыления с компьютерным управлением (CCDS – Computer Controlled Detonation Spraying). Один из последних вариантов оборудования – детонационный комплекс CCDS-2000 показан на рис. 3.

Рис. 1. Взрывная камера КВ-7

Рис. 2. Гидропресс с усилием до 250 т
Изготовление вкладышей и нанесение приработочных покрытий. Изготовление биметаллического вкладыша производится в несколько этапов. Вначале сваркой взрывом получают плоскую биметаллическую пластину с толщиной стальной основы 4 мм и более и толщиной антифрикционного слоя около 2 мм (рис. 4). Затем на гидропрессе производится холодная штамповка пластины в заготовку вкладыша в виде полукольца (рис. 5). После этого из заготовки механической обработкой получают вкладыш подшипника скольжения (рис. 6). Наиболее часто для изготовления вкладышей сваркой взрывом применяются антифрикционные сплавы AlSn20Cu1, AlSn10Pb2 и др. композиты на основе алюминия, содержащие олово. В качестве заготовки для сварки используется полоса антифрикционного сплава толщиной 2,2 мм в чехле из алюминиевой фольги толщиной 0,15 мм. Полоса получается методом прокатки по специальной технологии.

Рис. 3. Рабочий орган компьютеризированного детонационного комплекса CCDS-2000

Рис. 4. Плоские биметаллические заготовки сталь / сплав АО20-1

Рис. 5. Биметаллические пластины штампованные в полукольцо
Процесс сварки взрывом различных металлов и сплавов активно исследовался в 70-х годах прошлого века и подробно описан, например, в [1]. Особенности сварки антифрикционных сплавов со сталью отражены в [2, 3]. Очень важной операцией с точки зрения сведения к минимуму остаточных напряжений является холодная штамповка биметалла в полукольцо. Для этого разработана специальная оснастка и последовательность операций гибки и осадки заготовки, обеспечивающих такой уровень и распределение остаточных напряжений в полукольце, который предотвращает зажатие шейки коленчатого вала вкладышем при нагреве деталей в процессе работы [4].

Рис. 6. Вкладыши подшипника скольжения тепловозного дизеля 5Д49.
Большинство вкладышей во избежание задиров на начальном этапе работы при обкатке двигателя покрывают тонкими, так называемыми приработочными, покрытиями. Мягкий поверхностный слой выполняет несколько функций: увеличивает сопротивление схватыванию более твердых сплавов, предохраняет от коррозии, увеличивает усталостную прочность за счёт частичного перераспределения нагрузки. В качестве приработочных покрытий используют как легкоплавкие металлические сплавы, так и материалы на основе полимеров. В зависимости от состава и свойств используемых антифрикционных материалов, а также условий эксплуатации, выбирают материалы покрытий и способы их нанесения. Одна из основных технологий нанесения приработоч-ных покрытий на антифрикционные материалы на основе меди – гальваническая металлизация свинцом или оловом. Для предотвращения нежелательной диффузии приработочного материала в антифрикционный слой между ними наносится специальный барьерный слой никеля. Гальваническое производство является экологически вредным, кроме того, гальванику нельзя использовать для нанесения свинца и олова на сплавы на алюминиевой основе. В этом случае используют полимерные материалы с добавкой дисульфида молибдена, но они имеют низкую рабочую температуру.
Первоначально предполагалось, что сталеалюминиевые подшипники могут эксплуатироваться и без приработочного покрытия, но опыт показал, что в крупногабаритных дизелях они работают в условиях высоких нагрузок и отказаться от указанного покрытия нельзя. На наш взгляд, перспективной технологией нанесения приработочного покрытия является детонационное напыление. С этой целью были проведены работы по напылению порошка баббита ПР-Б83 (АР-SnSb11Cu6) на биметаллические подложки с антифрикционным сплавом АО20-1 и проведены трибологические испытания покрытий. Необходимо отметить, что детонационное напыление традиционно применяют для нанесения покрытий из тугоплавких (керамических и твердосплавных) материалов и износостойких сплавов на основе никеля и железа. Напыление же таких металлов как алюминий, медь, баббиты и т.д. на установках старого типа затруднительно, т.к. температура продуктов детонации составляет тысячи градусов, частицы наносимого легкоплавкого материала при вылете из ствола находятся в сильно перегретом жидком состоянии и разбрызгиваются при соударении с подложкой. Кроме этого, может происходить сильное окисление металла, что сказывается на качестве покрытия. Детонационный комплекс CCDS оснащенный быстродействующими клапанами позволяет прецизионно и стабильно дозировать подачу газов (окислитель, горючее, продувочный газ) и порций порошка в каждом выстреле. Данная аппаратура и разработанная методика расчета разгона частиц в стволе позволяют подбирать такие режимы, когда легкоплавкие частицы разгоняются в основном в течении за фронтом ударной волны, которая распространяется в стволе впереди продуктов детонации [5-7]. В таком режиме частицы не взаимодействуют или взаимодействуют недолго с высокотемпературными продуктами детонации, поэтому их прогрев значительно меньше, чем в случае разгона потоком продуктов детонации. Фактически детонационное напыление, которое обычно относят к «горячим» методам газотермического напыления, обладает возможностью по температурному режиму приблизиться к холодному напылению высокоскоростным газовым потоком, которое также используется в практике нанесения покрытий [8]. Описанный подход позволил разработать и внедрить в производство технологию металлизации пластмасс детонационным напылением, которая позволяет, например, наносить покрытие из алюминия на фторо-пласт [9, 10].
Экспериментальные образцы для трибологических испытаний изготавливались следующим образом. Сваркой взрывом получали биметаллическую пластину АО20-1/сталь 10, на которую детонационным напылением наносили покрытие из порошка баббита Б83 толщиной около 50 мкм (рис. 7, 8).
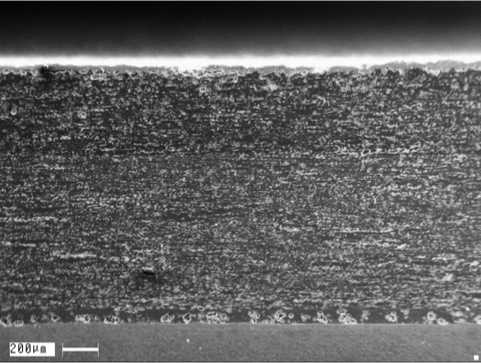
Рис. 7. Слоистая композиция (снизу вверх): сталь 10 /Al-AlSn20Cu1 / Б83
Из пластины вырезались полоски, из которых далее штамповались образцы в виде сегмента с углом 45о, внутренним диаметром 50 мм, наружным диаметром 68 мм и шириной 12 мм. Трибологические испытания проводились на машине трения CМТ-1. Коэффициент трения и нагрузка при задире определялись в тестах по схеме диск-накладка (рис. 9). Во время испытания тестируемый сегментный образец прижимался к вращающемуся со скоростью 300 об/мин стальному диску диаметром 50 мм и толщиной 12 мм. Диск был закален до твердости HRC 50. Усилие прижима образца к диску во время испытания изменялось от 200 до 2000 N, с шагом 100 N в течение 10 минут. Коэффициент трения определялся исходя из величины силы трения в момент задира. Для сравнения проводились испытания образцов, как с приработочным покрытием, так и без него. Результаты тестов приведены в таблице 1. Детонационное напыление обеспечивает достаточно высокую адгезию баббита на сплаве АО20-1, поскольку покрытие не отслаивалось при испытаниях, выдерживая приложенную нагрузку. Образцы с баббитовым слоем показали значительно более высокую задиростой-кость, чем сплав АО20-1 без покрытия. Таким образом, детонационное напыление вполне можно применять для нанесения приработоч-ных покрытий на подшипники скольжения.
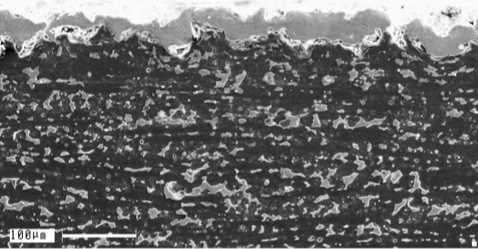
Рис. 8. Антифрикционный слой (снизу) и при-работочное покрытие из баббита Б83 (сверху)
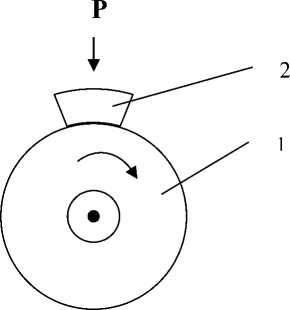
Рис. 9. Тестирование покрытия по схеме диск – накладка: 1 – вращающийся стальной диск, 2 – испытываемый образец с покрытием, P – сила прижима
Taблица 1. Трибологические свойства образцов
|
Материал |
Mикротвёрдость Hv кг/мм2 (нагрузка 50 кг) |
Коэффициент трения без смазки |
Коэффициент трения со смазкой |
Нагрузка при задире, N |
|
AlSn20Cu1 без покрытия |
17-21 |
0,276 |
0,024 |
600 |
|
AlSn20Cu1 с покрытием |
26-36 |
0,092 |
0,061 |
1000 |
Примечание: в качестве смазки использовалось масло М-8-G.
Выводы: показано, что взрывные технологии (сварка взрывом и детонационное напыление) можно эффективно применять для создания многослойных материалов и изделий, в частности для изготовления подшипников скольжения дизельных двигателей. Детонационное напыление приработочного покрытия на антифрикционный слой вкладыша позволяет заменить экологически вредную гальваническую металлизацию и обеспечивает повышение задиростойкости трибоузла коленчатый вал – вкладыш.
Работа выполнена при поддержке научной школы НШ-5770.2010.1, программы Президиума РАН № 23 (проект 17), интеграционных проектов СО РАН № 82 и 108.
Список литературы Использование взрывных технологий для производства подшипников скольжения дизельных двигателей
- Дерибас, А.А. Физика упрочнения и сварки взрывом. -Новосибирск: Наука, 1980. 221 с.
- Bushe, N.A. Use of Explosive Metalworking in Pilot and Commercial Production of Machinery Antifriction Parts/N.A. Bushe, B.S. Zlobin, A.A. Shtertser//Advanced Materials & Processes, Proceed. 5-th Russian-Chinese Intern. Symp. -Tomsk: Institute of Strength Physics and Materials Science SB RAS. 1999. Р. 205-206.
- Штерцер, А.А. Особенности нанесения антифрикционных покрытий сваркой взрывом/А.А. Штерцер, Б.С. Злобин//Тезисы докл. Международн. конф. "Лаврентьевские чтения по математике, механике и физике", 2005. -Новосибирск, Ин-т гидродинамики им. М.А. Лаврентьева СО РАН, 2005. С. 211-212.
- Злобин, Б.С. Разработка научных основ процесса изготовления биметаллических заготовок подшипников с использованием сварки взрывом. -Дис. докт. тех. наук. -Новосибирск, 2000. 274 с.
- Ulianitsky, V. Computer Controlled Detonation Spraying: from process fundamentals towards advanced applications/V. Ulianitsky, A. Shtertser, S.Zlobin, I. Smurov//Journal of Thermal Spray Technology. 2011. Vol. 20, N. 4. P. 791-801.
- Gavrilenko, T. Computational Code for Detonation Spraying Process/T. Gavrilenko, Yu. Nikolaev, V. Ulianitsky et al.//Thermal Spray: Meeting the Challenges of the 21st Century, C. Coddet, Ed., May 25-29, 1998 (Nice, France). ASM International, 1998. P. 1475-1483.
- Патент РФ № 2329104. Способ детонационного нанесения покрытий и устройство для его осуществления/В.Ю. Ульяницкий, А.А. Штерцер, С.Б. Злобин, А.Л. Кирякин. Опубл. 20.07.08 (бюл. 20).
- Papyrin, V. Cold Spray Technology/V. Papyrin, S. Kosarev, A. Klinkov et al.//Elsevier Science, Amsterdam, 2007. 336 р.
- Ulianitsky, V. Metallization of Plastics by Detonation Spraying/V. Ulianitsky, A. Shtertser, S. Zlobin, I. Smurov//Thermal Spray: Thermal Spray Crossing Borders, E. Lugscheider, Ed., June 2-4, 2008 (Maastricht, the Netherlands), DVS -Verlag GmbH, Düsseldorf. 2008. P. 987-989.
- Заявка на изобретение РФ № 2009131563./В.Ю. Ульяницкий, А.А. Штерцер, Б.С. Злобин, С.Г. Острер. Способ металлизации пластмасс. Опубл. 10.02.2011(бюл. 4), положительное решение от 02.02.2011 г.
