Использование wave-технологий при проектировании сборочных приспособлений в авиации

Автор: Гришин Максим Вячеславович, Лебедев Анатолий Валерьевич, Михайлов Сергей Алексеевич, Павлов Павел Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 1-2 т.19, 2017 года.
Бесплатный доступ
В условиях ускорения научно-технического прогресса усложнился процесс создания сложных технических систем (авиационных изделий) на всех этапах жизненного цикла, включая производство по выпуску опытных партий. В работе предложена методика, позволяющая распараллелить часть проектно-конструкторских работ при проектировании сборочных приспособлений с использованием wave-технологий.
Сборочное приспособление, wave-технология, сапр, авиация, производство, проектирование
Короткий адрес: https://sciup.org/148205049
IDR: 148205049 | УДК: 658.512:004
Using the wave-technologies at designing assembly devices in aviation
In the conditions of acceleration the scientific and technical progress process of creation the difficult technical systems (aviation products) at all stages of lifecycle, including production on release of pilot batches became complicated. In work the technique allowing to parallelize a part of construction work at designing assembly devices with use of wave-technologies is offered.
Текст научной статьи Использование wave-технологий при проектировании сборочных приспособлений в авиации
изделия, удобства использования инструмента, а также съема собранной конструкции;
-
- соблюдение правил техники безопасности.
Процесс проектирования стапеля состоит из разработки электронных моделей деталей (ЭМД), создания электронных моделей сборочных единиц (ЭМСЕ) из ЭМД и разработки электронных чертежей (ЭЧ) на ЭМСЕ и ЭМД. Общая схема проектирования сборочного приспособления показана на рис. 1. Структура электронной модели и электронного чертежа представлена на рис. 2, 3.
Технология проектирования сборочной оснастки, используемая на АО «Авиастар-СП», предусматривает использование ЭМСЕ изделия «как есть». Все необходимые технологические изменения СЕ отражаются в конструкции оснастки её проектировщиком на основании технического задания (ТЗ), разрабатываемого «в идеале» инженером-технологом сборочного цеха. Фактически ТЗ зачастую разрабатывается технологическим бюро (ТБ) отдела клепально-сборочных работ при поступлении заказа на проектирование по ведомости подготовки производства (ВПП) или по цикловому графику оснащения, связанному, в «идеале», с цикловыми графиками выпуска основного изделия [10]. Такая технология приводит в ряде случаев к задержкам в оснащении производства и большому количеству ошибок, вызванных как недостатком времени на проектирование, так и недостаточно высокой квалификацией исполнителей. Между тем имеются достаточно большие резервы, предоставляемые как возможностями используемой на предприятии системы автоматизации проектирования (САПР), так и технологиями проектирования, в значительной мере отработанными на других заводах АО «ОАК». В частности, речь идет об использовании методики проектирования с использованием wave-технологии, позволяющей организовать управляемые ассоциативные связи между моделями.
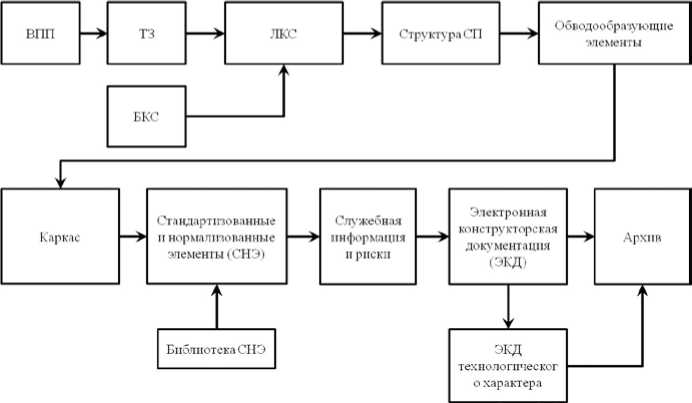
Рис. 1. Схема проектирования стапельной оснастки
Структура электронной модели и электронного чертежа представлена на рис. 2, 3.
Структура ЭМСЕФайл с ЭМСЕ
^ ЭМД 1
ЭМД 2
ЭМД п
Рис. 2. Структура ЭМСЕ
Структура ЭМЧФайл ЭМЧ U ЭМД или ЭМСЕ
Рис. 3. Структура ЭМЧ
Возможно использование базовой контрольной структуры (БКС) [13], которая содержит информацию, зафиксированную в результате предварительной проработки проекта. Это модель поверхности изделия, конструктивно-силовая схема, схема технологического членения, схемы трасс коммуникаций и многое, многое другое [12]. Данные из БКС (и только из БКС) обязан использовать инженер-конструктор как исходные в своей работе. Понятие БКС введено в практику специалистами ОКБ «Сухого» и, к сожалению, до сих пор в рамках АО «ОАК» не стандартизовано. На АО «Авиастар-СП» используется во многом аналогичный по содержанию термин - строительная мастер-геометрия (СМГ) [7]. Кроме того, можно отделить предварительную, вспомогательную работу инженера-конструктор а от её результата. Всю работу по «электронной привязке»
изделия инженер-конструктор делает в своей рабочей структуре и только потом ЭМД, свободная от лишних построений, вносится в электронный макет разрабатываемого изделия. Этот подход обеспечивает возможность проведения контролируемых изменений на этапах взаимоувязки и согласования противоречивых требований.
Как правило, конфигурация деталей, подаваемых на сборку, и сама сборочная единица несколько отличаются от СЕ, прописанной в конструкторской документации (КД). Такой состав фиксируется в технологической модели СЕ (ЭМСЕт). Построение технологической модели на основе ЭМСЕ - ЭМСЕт, позволяет учитывать все необходимые, с точки зрения инженера-технолога, изменения в конструкции СЕ для её максимально эффективной сборки.
Другим средством сокращения длительности цикла проектирования является использование параллельного инжиниринга. Параллельный инжиниринг - упорядоченная деятельность по созданию нового изделия, которая осуществляется многофункциональными командами, которые работают практически параллельно на основных этапах создания изделия [9]. Такой подход позволяет улучшить качество изделия, сократить время его разработки и изготовления, уменьшить затраты.
Для решения проблемы распараллеливания работ по проектированию сборочного приспособления предлагается выстроить весь процесс проектирования с использованием wave-технологий [3, 6, 8, 11]. Wave-линк - это операция создания в рабочей детали сборки ассоциативных геометрических объектов, связанных с другими деталями этой же сборки [6]. В зависимости от установленной опции эта операция позволяет создавать также и неассоциативные объекты. Ассоциативная связь между различными компонентами сборки осуществляется с помощью функций wave-модуля «Сборки» в САПР UG NX. Основное назначение wave-модуля -связывать геометрические объекты различных деталей, создавая их ассоциативные копии. Основные функции, реализованные в wave-модуле
-
- это возможность ассоциативного копирования геометрии из одной детали в другую (обычно внутри сборки); возможность задержки обновления связанной геометрии во всех или отдельных частях; возможность выполнить запрос и получить информацию о связях между деталями.
При решении задач проектирования инструментальные средства wave-модуля обычно используются:
-
- при контекстном проектировании, когда геометрия, необходимая для операций размещения конструктивных элементов, привязки или редактирования геометрии компонента (например, обрезки), копируется в деталь компонента с помощью диалогового окна «Редактор геометрических связей wave» в САПР UG NX. После выполнения операции копирования конструктор может работать с деталью независимо от «места», т.е. либо в модуле «Моделирование», не загружая сборку, либо продолжать работу в контексте сборки;
-
- при проектировании деталей, находящихся на разных стадиях технологического процесса. Различные стадии состояния детали обычно представляются как сборка, содержащая компоненты для каждой стадии (например, для обшивки: стадия
конструирования, затем стадия изготовления с технологическими переходами формообразования (рабочая поверхность обтяжного пуансона), обрезки и т.д.). С помощью меню «Редактор геометрических связей wave» стадии связываются вместе, так что создается ассоциативная копия тела, представляющего результат предыдущей стадии, к которому добавляются операции построения на очередном шаге технологической цепочки. Таким образом, сборка является как бы «контейнером», позволяющим объединить этапы технологической цепочки. Когда пользователь системы изменяет модель на отдельной стадии проектирования/производства, можно использовать опции «Задержка обновлений между деталями» и «Обновить сессию» в САПР UG NX, чтобы отложить обновление связанной геометрии для последующих стадий;
-
- при управлении глобальными изменениями, проводимыми в больших сборках сложных изделий.
Для реализации wave-технологии (рис. 4) необходимо иметь сборку как минимум с двумя входящими компонентами: один компонент с родительской геометрией и один компонент, в который включают геометрию (компонент назначения).
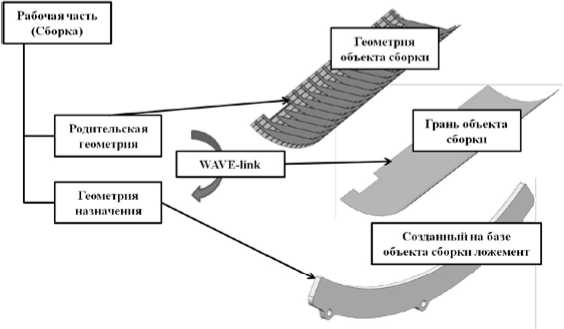
Рис. 4. Wave-технология. Схема организации связей
Часто wave-технологию используют для создания зеркальных деталей. Различают два варианта создания подобной геометрии:
-
- правая и левая детали идентичны (см. рис.5, (1)); '
-
- правая и левая детали имеют различия в геометрии (см. рис.5 (2)). В этом случае организуется рабочая сборка, содержащая исходную геометрию. Затем создается wave-линк на исходное тело, и получаем основную геометрию одной из деталей (правая деталь). Создается wave-линк (зеркальное тело) на исходную геометрию и получается основная геометрия другой детали (левая деталь).
Рассмотрим применение wave-технологии для проектирования сборочных приспособлений.
Методика проектирования сборочных приспособлений с использованием wave-технологий. Для того, чтобы адаптировать имеющиеся возможности базовой САПР предприятия к процессу проектирования сборочных приспособлений, предлагается методика проектирования с использованием wave-технологий. Одним из ключевых аспектов использования wave-технологий для распараллеливания проектных работ является использование СМГ. СМГ содержит все данные, определяющие размеры, форму, конструктивно-силовую схему, взаимное расположение составных частей изделия, схему конструктивно-технологического членения. В частности в состав СМГ входят:
-
• базовые и строительные плоскости ВС и его главных составных частей;
-
• п ове рхно сти теоре тичес ко го ко нтура (ТК);
-
• базовые и строительные плоскости и оси силового набора.
На основе СМГ (БКС) конструктор оснастки формирует личную контрольную структуру (ЛКС), добавляя в файл БКС необходимые элементы и убирая ненужные. Пример ЛКС представлен на рис. 6.
О
Рабочая сборка
Левая деталь
Правая деталь
О
____г
WAVE-Link Mirror (Линк зеркала)

Левая деталь (с фигурным вырезом)
Правая деталь (с подииамповкой и отверстием)
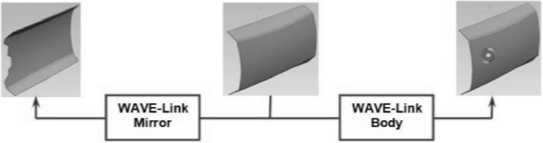
Рис. 5. Wave-технология. Зеркальный wave-линк
Рис. 6. Пример ЛКС
Файл с системой координат имеет префикс в названии «С5» и служит для позиционирования файла построения в пространстве. Для обводообразующих деталей, а так же деталей, расположение которых задается в абсолютной системе координат, координаты расположения файла построения также задается относительно абсолютной системы координат. Для стандартных деталей или деталей, которые применяются в сборке многократно, система координат задается рабочей (Х(0) Y(0) Z(0) в абсолютной системе координат). В файл с системой координат также помещаются вспомогательные детали и сборки, строительная мастер геометрия и прочие элементы, необходимые для построения ЭМД (рис. 7, 8) .
Файл с системой координат
—* Файлс построениями/“"":
'j^z' Link
-» ЭМД
Link
СМГ, вспомогательная
■ > геометрия, вспомогательные детали и т.д.
Рис. 7. Структура файла с системой координат
Навигатор сборки
Описательное имя детали __ - Й®С5_6.2.7830.0485.0110. СЮ?
7.7830.0485.ОПТТОГ
4 й Й 6.2.7830.0485.0400.000 й 0 6.2.7830.0485.0110.005.24
____ 6.2.7830.04
ЙО 6.2.7830.0485.01 lOXiOiTay j:*
Й 0 VyT> 6. 2.7830.0-ЧОл7о . 71

Файл с системой
й О

О
О О

координат
СМГ и дополнится кные элементы
Файл детали
Файл построений
Рис. 8. Пример дерева построения
Файл с построениями имеет префикс «WP». В файле построений линкуется (Link) вся дополнительная геометрия, необходимая для создания модели детали и производятся все дополнительные построения. ЭМД является результирующим файлом, в который линкуется модель детали из файла построения. Все дополнительные построения не линкуются. ЭМД должен содержать только одно твердое тело и дополнительную информацию в виде рисок, резьб и технических условий.
Рассмотрим создание детали с использованием wave-технологий. Сначала создается сборка С5_«номер детали» содержащая файл построения
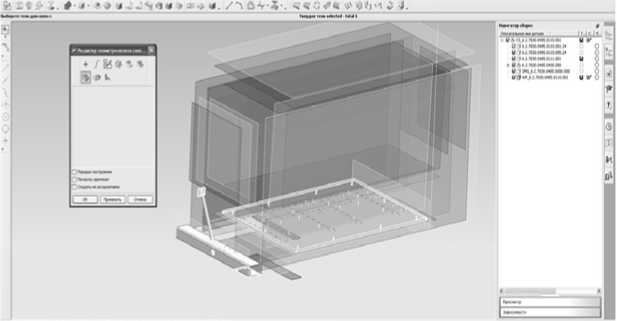
WP «номер детали» и результирующий файл «номер детали». Затем в сборку CS «номер детали» добавляются вспомогательные элементы построения. Далее делается активным файл WP_«HOMep детали» и в него при помощи wave линкуются вспомогательные элементы построения (рис. 9) . Затем в файле построений создается модель детали, представленная на рис. 10. Потом готовая 3-D модель детали линкуется в файл детали (рис. И) . Стоит также отметить, если на детали есть элементы с резьбой, то она определяется только в файле детали (рис. 12) .
£ ._,..__, _____ ' ' «3
’ . ■ 9^1 V
Рис. 9. Помещение дополнительной геометрии в файл построений
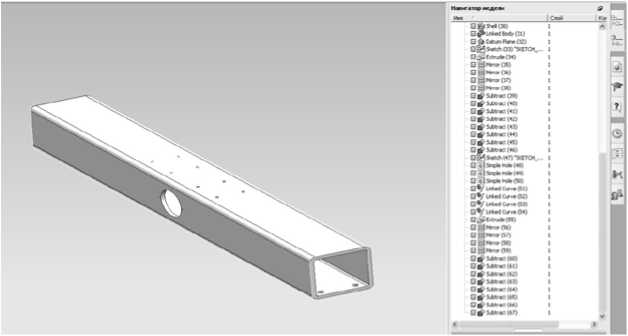
Рис. 10. Рабочие построения модели детали
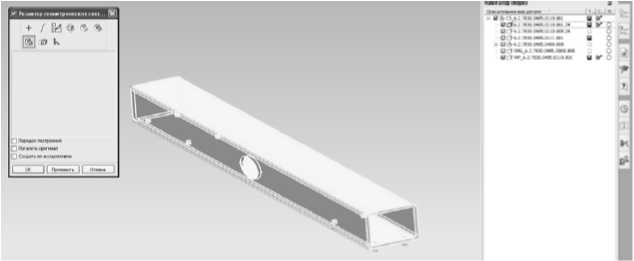
Рис. 11. Создание модели детали
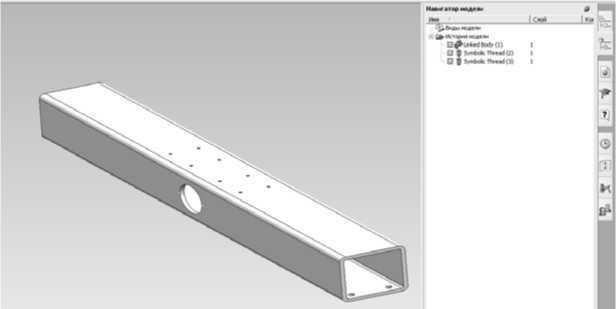
Рис. 12. Создание резьбы
Приведенные выше подходы позволяют распараллеливать процесс проектирования СП и разделить его на несколько направлений, выполняемых проектировщиками разной квалификации:
-
• общее проектирование СП, выбор конструктивной схемы, создание ЛКС;
-
• проектирование рамы СП;
-
• создание и расположение рубильников и ложементов;
-
• создание и расположение фиксаторов и
- прижимов;
-
• проектирование опоры и крепления приспособления к полу;
-
• прочностные расчеты;
-
• выполнение чертежей.
Схема процесса проектирования СП с использованием wave-технологий и специализацией работ по отдельным направлениям представлена на рис. 13.
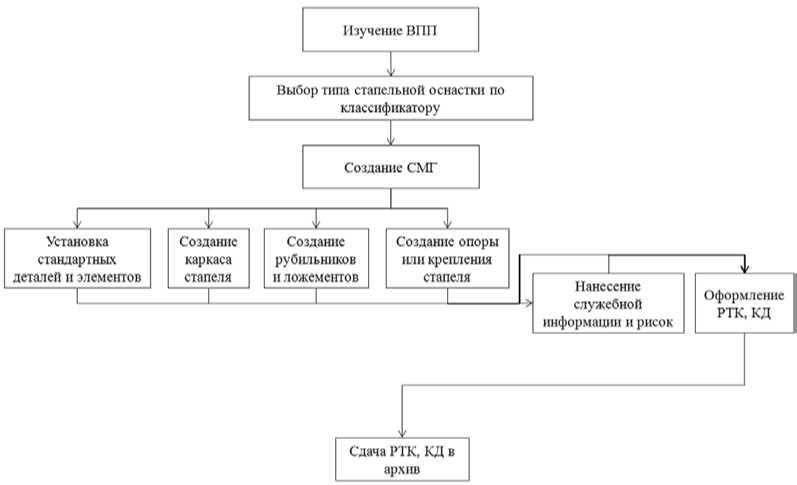
Рис. 13. Схема процесса проектирования сборочного приспособления с использованием wave-технологий и специализацией работ
Выводы: предложена методика проектирования СП с использованием wave-технологии для организации параллельного инжиниринга. Предлагаемая методика позволяет:
-
• начинать процесс проектирования СП на ранних этапах проектирования ВС;
-
• сократить длительность цикла проектирования;
-
• использовать при проектировании сложных СП инженеров-конструкторов с малым опытом и квалификацией, высвобождая высококвалифицированный персонал для работ, требующих
соответствующей квалификации;
-
• проводить полноценные прочностные расчеты, снижая тем самым расход материалов.
Список литературы Использование wave-технологий при проектировании сборочных приспособлений в авиации
- Братухин, А.Г. Современные технологии авиастроения/А.Г. Братухин, Ю.Л. Иванов. -М.: Машиностроение, 1999. 832 с.
- Гончаров, П.С. Основы NX CAM/П.С. Гончаров, И.А. Артамонов, Т.Ф. Халитов. -М.: ДМК Пресс, 2012. 216 с.
- Григорьев, С.Н. Современное состояние и перспективы развития программных систем для технологической подготовки машиностроительного производства/С.Н. Григорьев, С.А. Кураксин, С.О. Димитрюк//Межотраслевая информационная служба. 2012. № 4. С. 21-24.
- Данилов, Ю. Практическое использование NX/Ю. Данилов, И. Артамонов. -М.: ДМК Пресс, 2011. 332 с.
- Егер, С.М. Основы автоматизированного проектирования самолетов: Уч. пособие для студентов авиационных специальностей вузов. -М.: Машиностроение, 2001. Вып. 2. 246 с.
- Ельцов, М.Ю. Проектирование в NX под управлением Teamcenter. Учебное пособие/М.Ю. Ельцов, А.А. Козлов, А.В. Седойкин, Л.Ю. Широкова. -Белгород, 2010. 784 с.
- Тихомиров, В.А. Разработка приложений для Unigraphics на языке С. -Издательство: ФГБОУ ВПО «КнАГТУ», 2012. 462 с.
- Лебедев, А.В. Проблемы производства трубопроводов в современном авиастроении/А.В. Лебедев, М.В. Гришин, П.Ю. Павлов и др.//В мире научных открытий. 2014. № 4 (52). С. 71-82. № 1 (5). С. 1521-1527.
- Павлов, П.Ю. Онтологическая структуризация в параллельном инжиниринге проектирования сборочных приспособлений для летательных аппаратов/П.Ю. Павлов, П.И. Соснин, А.В. Лебедев//Известия Самарского научного центра РАН. 2016. Т. 18, № 1 (2). С. 373-377.
- Павлов, П.Ю. Повышение производительности труда инженерных служб авиационного предприятия за счет оптимизации системы документооборота/П.Ю. Павлов, А.В. Лебедев//Системы управления жизненным циклом изделий авиационной техники: актуальные проблемы, исследования, опыт внедрения и перспективы развития: сб. докл. конф. 16-17 октября 2014 г., г. Ульяновск. -Ульяновск: УлГУ, 2014. С. 264-275.
- Самсонов, О.В. Бесплазовое производство авиационной техники: проблемы и перспективы/О.В. Самсонов, Ю.Е. Тарасов//САПР и Графика. 2000. №9. С. 33-38.
- СТП 687.10.0744-2006. Конструктивно-технологическая отработка изделий. Основные положения. Порядок организации и проведения. 53 с.
- URL:http://www.plm.automation.siemens.com/CaseStudyWeb/dispatch/viewResource.html?resourreso=32085 (дата обращения 14.02.2017)
