Исследование баганурских углей Монголии на возможность получения синтез-газа и синтетического жидкого топлива с помощью низкотемпературной плазмы

Автор: Буянтуев С.Л., Кондратенко А.С., Ендонгомбо Г.
Журнал: Вестник Бурятского государственного университета. Философия @vestnik-bsu
Рубрика: Физика
Статья в выпуске: 3, 2010 года.
Бесплатный доступ
Приведены данные исследования баганурских углей, обработанных низкотемпературной плазмой методом плазменной газификации с целью получения синтез-газа и производства синтетического жидкого топлива.
Уголь, плазменная газификация, синтез-газ, синтетическое жидкое топливо
Короткий адрес: https://sciup.org/148179487
IDR: 148179487 | УДК: 62-63
Research of Baganur coals of Mongolia on the opportunity of reception of synthesis-gas and synthetic liquid fuel by means of the low temperature plasma
In the article data on researches of Baganur coals processed by the low-temperature plasma, and method of plasma gasification with the purpose of reception of synthesis-gas and production of synthetic liquid fuel are given.
Текст научной статьи Исследование баганурских углей Монголии на возможность получения синтез-газа и синтетического жидкого топлива с помощью низкотемпературной плазмы
На сегодняшний день во многих странах, в том числе и в России, наблюдается увеличение добычи угля не только для нужд топливного использования, но и для дальнейшей всесторонней переработки его. И это не случайно. Ведь уже к 2030 г. прогнозируется более половины всех жидких энергоносителей получать из твердого углеводородного сырья. При этом необходимо учитывать, что соотношение запасов этого сырья и нефти в мировом масштабе находится примерно в пропорции 100:1 [1].
В настоящее время появляется большой интерес к синтезу жидкого топлива из углей как одного из направлений нетопливного использования. Сейчас одним из наиболее перспективных направлений нетопливного использования угля является газификация с целью дальнейшего преобразования газообразных веществ (синтез-газ) для синтеза жидкого углеводородного топлива, обладающего заданным составом и свойствами. С помощью газификации и последующих каталитических реакций из синтез-газа удается получать разнообразные ценные вещества, в том числе и высокомолекулярные, имеющие молекулярную массу (десятки тысяч). Интересный факт, но данные вещества не встречаются в природе, не содержатся в нефти, но могут быть получены исключительно реакциями катализа синтез-газа [2].
Из вышеизложенного ясно, что для реализации конкретных процессов получения СЖТ необходимо автономное получение синтез - газа (смеси СО и Н 2 ). Проблема решается путем газификации твердого топлива (ископаемые угли, горючие сланцы, торф) [3]. Но в процессе газификации могут быть получены газы различного состава и теплоты сгорания, это объясняется разным технологическим оформлением процесса, то есть использованием определенных технологий (лурги, коперс-тотцека, винклера) при разных температурах и давлениях. Хотя газы, полученные по перечисленным технологиям, обладают разным составом, они все же (после очистки, компремирования, конвертирования) становятся пригодными для широкого использования в качестве топлива в промышленности и в быту, а также в качестве химического сырья для различных синтезов, в том числе и для получения жидких продуктов в синтезе Фишера-Тропша [4].
Но в наши дни процесс газификации является всеже неконкурентным по сравнению с нефтедобычей, и главным минусом, на наш взгляд, является не столько дороговизна его (ведь если не будет нефти, жидкие углеводороды придется получать именно таким способом), сколько неэкологичность, ведь применяемые сегодня газ ификаторы работают на органическом топливе (главным образом твердом) [5].
В связи с этим необходимо отметить тот факт, что ухудшение качества углей и повышение экологических требований стимулируют разработку новых технологий сжигания, газификации и комплексной переработки угля, в частности, применение в качестве теплоносителя и инициатора химических реакций низкотемпературной плазмы.
Для решения многих технических задач, предлагаемых для переработки твердого топлива, наиболее перспективные методы основаны на использовании энергии плазмы. В данном случае эффективность применения плазменной технологии для получения СЖТ достигается благодаря высокой концентрации энергии в объеме реакционной камеры, высокой температуре и химической активности плазмы.
Особо отметим тот факт, что плазменная газификация угля предназначена для получения экологически чистого топлива – синтез-газа, свободного от оксидов серы и азота (то есть проведение процесса в условиях, когда вредные вещества образуются в меньшей степени), и представляет собой совокупность следующих основных гомогенных и гетерогенных реакций [6]:
-
1) C + O 2 = CO 2 ;
-
2) CO 2 + C = 2CO;
-
3) C + H 2 O = CO + H 2 ;
-
4) C + 2H 2 = CH 4
Гидрирование окиси углерода в процессе Фишера-Тропша представляет собой комплекс сложных параллельных и последовательных реакций, включающих образование первичного адсорбированного комплекса, рост углеводородной цепи и ее обрыв. Протекание этих реакций приводит к образованию кислот, эфиров и т.д. Путем каталитической переработки синтез-газа на металлических (восстановленных Fe, Co, Ni), оксидных, цеолитных и металлокомплексных катализаторах можно получать и другие важнейшие продукты нефтехимического синтеза (олефины, парафины, спирты и др.) [ 7, 8 ] .
Состав конечных продуктов можно варьировать при изменении условий осуществления процесса: температуры, давления, состава смеси CO + H 2 , времени контакта, технологического оформления процесса (газовая или жидкая фаза, стационарный или взвешенный слой катализатора) [ 9 ] .
Сущность способа поясняется схемой.
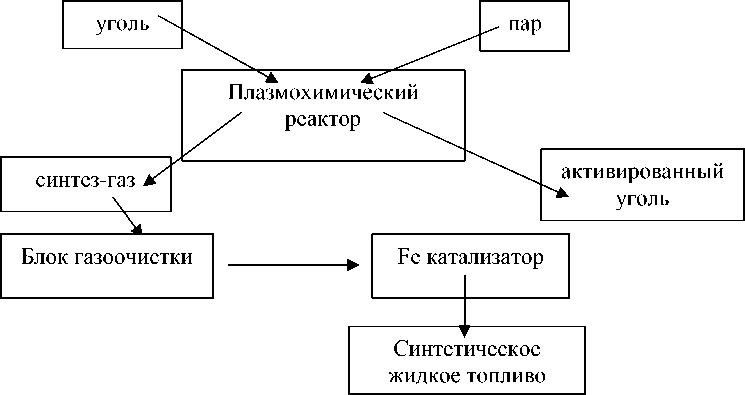
При плазмохимическом синтезе углей получены следующие составы синтез-газа по результатам эксперимента с тугнуйским и баганурским (Монголия) углем: СО 2 – 1,1%, О 2 – 0,8%, СО – 40,2%, Н 2 – 46,7%, ∑ = 88,8%. Остальные 11,2% - балласт (проценты объемные), данные для тугнуйского угля.
Для баганурского угля получены следующие характеристики: СО 2 – 3.2%, О 2 – 1,1%, СО – 32,4%, Н 2 – 48,6%, ∑ = 85,3%. Остальные 14,7% - балласт (проценты объемные) Соотношение СО : Н 2 = 32,4 : 48,6 = 1 : 1,5. Если работать без корректировки состава газа, то полученный синтез-газ подходит для реакции над Fe- или Co-катализатором, для которого требуется соотношение между фракциями СО : Н 2 от 1 : 1 до 1 : 2. Количество инертных примесей составляет 19% (не должно превышать 15–20%); Выход синтез-газа из 1 т тугнуйского угля и 700 кг пара составит 1,5 т, то есть 2300 м3. Из общего состава полученного синтез-газа: СО – 748,5 м3 – 33,37·103 моль; Н 2 – 1122,9 м3 – 50,05·103 моль.
Расчет СЖТ идет по уравнению химической реакции для Fe-катализатора: 2nСО + nН2 = n[СН 2 ] n + nСО2. Выход углеводородов при этом составит 16,67·103 моль, или 233,6 кг, из 1 т баганурского угля. Практический выход всех углеводородов не превышает 90% и составит 210,2 кг.
Для Fe-катализатора выход синтетического жидкого топлива составляет 62%, то есть 130,2 кг из 1 т баганурского угля.
Произведенный расчет, в особенности выход СЖТ, хорошо согласуется с традиционными способами синтеза (имеются в виду известные способы газификации), где практический выход СЖТ находится в пределах 120-140 кг на 1 т угля [ 10, 11 ] .
В заключение отметим тот факт, что по сравнению с традиционными технологиями газификации углей плазменная технология обладает следующими преимуществами:
-
1. Высокая удельная производительность процесса.
-
2. Отсутствие расхода твердого, жидкого и газообразного топлива.
-
3. Возможность быстрого нагрева крупнозернистых частиц угля до высокой температуры в зоне газификации за счет теплоты сгорания мелкой фракции (автоаллотермический процесс).
-
4. Простота технической реализации процесса.
-
5. Возможность гибкого варьирования технологическими параметрами в широком диапазоне.
-
6. Компактность оборудования и малые удельные энерго - и металлозатраты.
