Исследование деформационной способности трубной заготовки из титанового сплава марки ПТ-1М

Автор: Космацкий Ярослав Игоревич, Фокин Николай Владимирович, Филяева Елена Анатольевна, Баричко Борис Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.17, 2017 года.
Бесплатный доступ
Работа посвящена исследованию деформационной способности титанового сплава марки ПТ-1М. Полученные результаты исследования использованы при разработке технологии производства горячепрессованных труб.
Титановый сплав пт-1м, деформационная способность, сопротивление деформации, прессование труб
Короткий адрес: https://sciup.org/147157118
IDR: 147157118 | УДК: 621.774.38 | DOI: 10.14529/met170409
Study on the deformation ability billets of titanium alloy grade PT-1M
The work investigates the deformation ability of titanium alloy grade PT-1M. The results of the research used in the development of production technology of hot-pressed pipes.
Текст научной статьи Исследование деформационной способности трубной заготовки из титанового сплава марки ПТ-1М
С целью разработки рекомендаций по особенностям технологии прессования труб из титанового сплава марки ПТ-1М и технологических режимов проводились испытания на горячую осадку образцов указанного сплава. Это позволило определить сопротивление горячей пластической деформации титанового сплава, в том числе, в зависимости от места отбора образцов и направления вырезки, и сформулировать перечень рекомендаций к технологическим особенностям прессования труб из указанного сплава.
Исследования деформационной способности титанового сплава марки ПТ-1М проводились с целью оценки однородности свойств металла по сечению заготовки и определения величины сопротивления горячей деформации с учетом температурного диапазона полного полиморфного превращения ( Т ПП ) и прироста температуры в процессе пластической деформации [1]. Для этого использовался многофункциональный исследовательский комплекс «Gleeble 3800» ФГАОУ ВО «ЮУРГУ» (НИУ) [2] с применением про-
Схема вырезки образцов и его фотографическое изображение представлены на рис. 1.
Нагрев проводился прямым пропусканием тока через образец до температуры испытания от 825 до 900 °С с шагом 25 °С, далее производилась выдержка в течение 5 мин (для уменьшения перепада температур по длине образца), после чего осуществлялась деформация со скоростями 1 и 12 с–1 до степени деформации 1,2. Температура металла контролировалась с помощью хромель-алюмелевой термопары, приваренной к центральной части образца. С целью уменьшения сил трения между бойком и образцом, а также для уменьшения перепада температуры по длине образца, использовалась графитовая фольга.
Режимы проведения испытаний на осадку образцов для оценки однородности свойств металла по сечению заготовки представлены в табл. 1. Порядковые номера образцов в таблице указаны в соответствии со схемой отбора образцов, представленной на рис. 1.
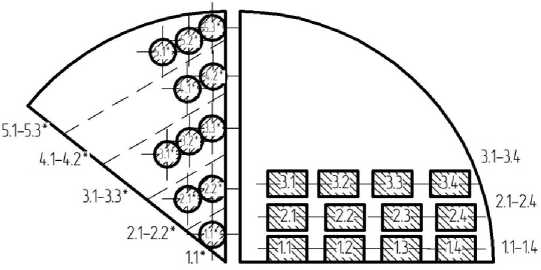
Рис. 1. Схема отбора образцов из темплетов заготовок из титанового сплава марки ПТ-1М и фотография образца с размерами

Режимы проведения испытаний на осадку образцов для определения сопротивления деформации исследуемого титанового сплава представлены в табл. 2.
-
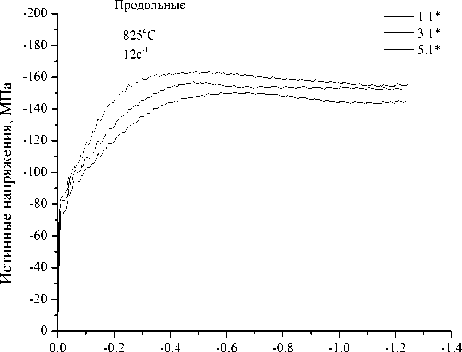
1. Схожий характер изменения сопротивления деформации (на диаграммах – истинное напряжение) для продольных образцов, отобранных из центра, середины и периферийной части заготовки (по сечению). При степени деформации равной 1,2 наблюдается небольшое отличие значений сопротивления деформации (10–12 МПа), причем величина сопротивления деформации возрастает от центра заготовки к ее периферии.
-
2. На образцах, отобранных в поперечном направлении (т. е. ось образцов перпендику-
На рис. 2 представлены кривые течения сплава марки ПТ-1М с учетом указанных в табл. 1 режимов деформации.
Исходя из представленных на рис. 1 кривых течения металла образцов из сплава ПТ-1М, деформированных при скорости 12 с–1, при температуре 825 °С, можно отметить следующее:
Таблица 1
Режимы проведения испытаний для оценки однородности свойств металла по сечению заготовки
|
№ образца |
Направление образца* |
Температура, °С |
Степень деформации |
Скорость деформации, с–1 |
|
1.1 |
825 |
до 1,2 |
12,0 |
|
|
1.1* |
||||
|
3.1 |
||||
|
3.1* |
||||
|
3.3 (5.1) |
Illlll |
|||
|
5.1* |
* Примечание: – образец, отобранный в продольном направлении; – образец, ото- бранный в поперечном направлении.
Таблица 2
Режимы проведения испытаний для определения сопротивления деформации
|
№ образца |
Направление образца* |
Температура, °С |
Степень деформации (ε) |
Скорость деформации ( U), с-1 |
|
2.1* |
825 |
до 1,2 |
1,0 |
|
|
1.2 |
||||
|
3.2* |
850 |
|||
|
1.3 |
||||
|
4.1* |
875 |
|||
|
2.3 |
||||
|
5.2* |
900 |
|||
|
1.4 |
||||
|
2.2* |
825 |
до 1,2 |
12,0 |
|
|
2.1 |
||||
|
3.3* |
850 |
|||
|
2.2 |
||||
|
4.2* |
875 |
|||
|
3.2 |
||||
|
5.3* |
900 |
|||
|
2.4 |
Истинная деформация
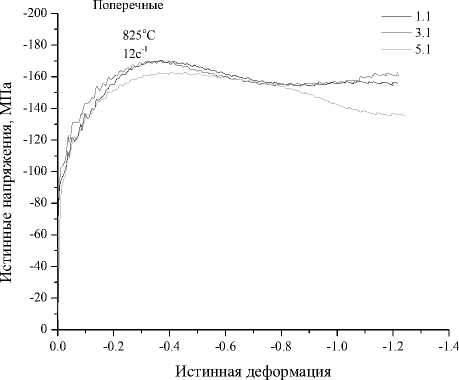
Рис. 2. Кривые течения металла заготовки диаметром 188 мм из сплава марки ПТ-1М ( ε = 1,2; U = 1, 10 с–1)
лярна к оси трубной заготовки), до степени деформации ∼ 0,75 так же наблюдается схожий характер изменения сопротивления деформации. При дальнейшем увеличении степени деформации наблюдается значительное расхождение значений сопротивления деформации, в частности, для образцов, отобранных из периферийной части заготовки. Это косвенно указывает на потерю устойчивости процесса осадки, в частности, на неравномерность распределения напряжений по сечению образца, что, в свою очередь, свидетельствует об анизотропии свойств материала по сечению заготовки [2–4].
Кроме того, расхождение свойств наблюдается при одинаковых параметрах деформации на образцах, отобранных от центральной части заготовки, о чем свидетельствует диаграмма, представленная на рис. 3.
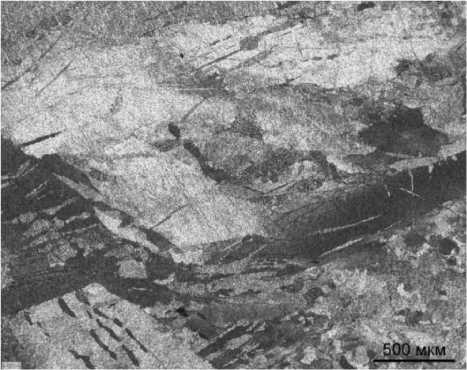
Для установления природы рассматриваемых процессов проводились микроструктурные исследования материала заготовки из титанового сплава ПТ-1М. На рис. 4 представлены фотографические изображения микроструктуры образцов, отобранных от заготовки.
Анализ микроструктуры показал, что в структуре фиксируется преимущественно крупное исходное зерно. Внутри зерна фиксируются крупные α-пластины, собранные в колонии. В отдельных областях между крупными зернами наблюдается образование более мелких рекристаллизованных зерен равноосной формы.
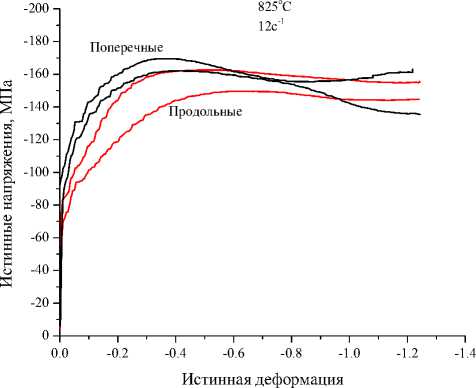
Рис. 3. Кривые течения металла образцов, отобранных из центральной части заготовки
а)
Рис. 4. Микроструктура сплава ПТ-1М: а) ×200; б) ×100
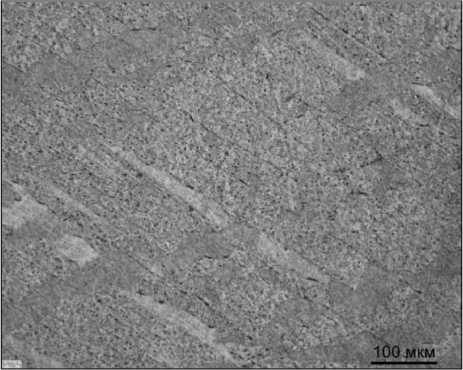
б)
Для определения диапазона значений сопротивления деформации использовались представленные на рис. 5 кривые течения металла в интервале значений степени деформа- ции до 1,2 для образцов, отобранных в продольном и поперечном направлениях, при скоростях деформации 1 и 12 с–1.
Сопротивление деформации для после-
-200
-180
-160
Продольные 1с-1
2.1
3.2
4.1
5.2
825оС
850оС
875оС
-40

900оС
0.0 -0.2 -0.4 -0.6 -0.8 -1.0 -1.2 -1.4
Истинная деформация
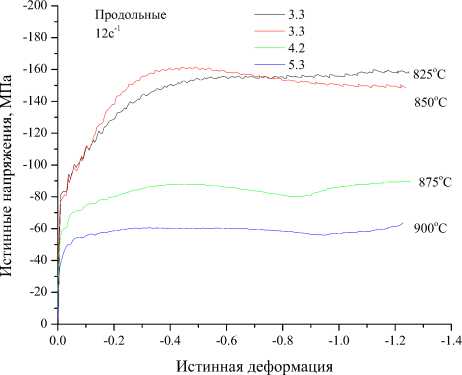
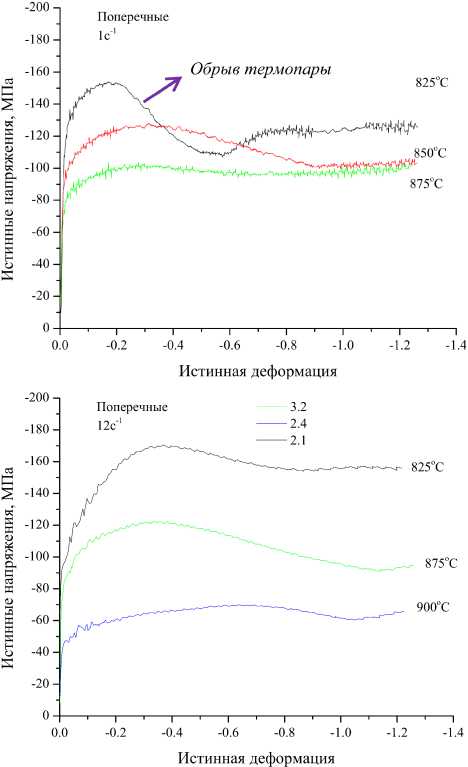
Рис. 5. Кривые течения металла в интервале значений степени деформаций от 0 до 1,2 при скоростях деформации 1 и 10 с–1 образцов, отобранных в продольном и поперечном направлениях
дующего расчета технологических параметров процесса прессования труб необходимо принять исходя из прогнозируемых температур деформации. Ранее показано [5–7], что в процессе деформации металла происходит деформационный разогрев. Непрерывный контроль температуры образцов во всей серии испытаний позволяет оценить величину изменения температуры в зависимости от условий деформации. Так, на рис. 6 показано качественное изменение температуры в зависимости от величины деформации.
На рис. 7 показано изменение величины деформационного разогрева в зависимости от скорости и температуры испытаний, что важно для последующей разработки режимов горячего прессования.
Кроме того, исходя из диаграмм, приведенных на рис. 5, можно сформулировать следующие особенности деформации титанового сплава марки ПТ-1М:
-
1. При скорости деформации 1 с–1 наблюдается различный характер изменения сопротивления деформации для продольных и поперечных образцов, причем различие в значениях достигает 35 МПа, что свидетельствует об анизотропии пластических свойств сплава.
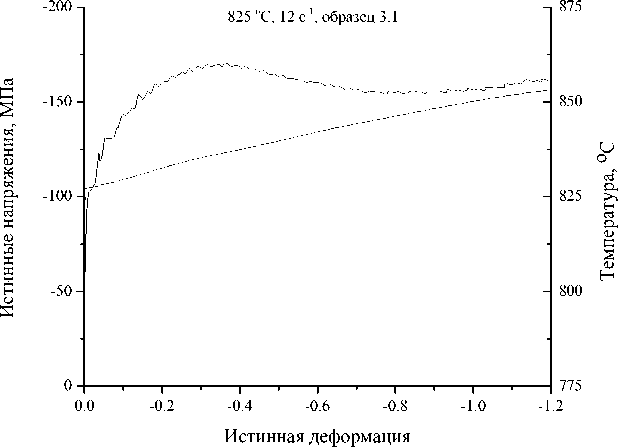
Рис. 6. Изменение температуры в процессе деформации (825 °С, 12 с–1)
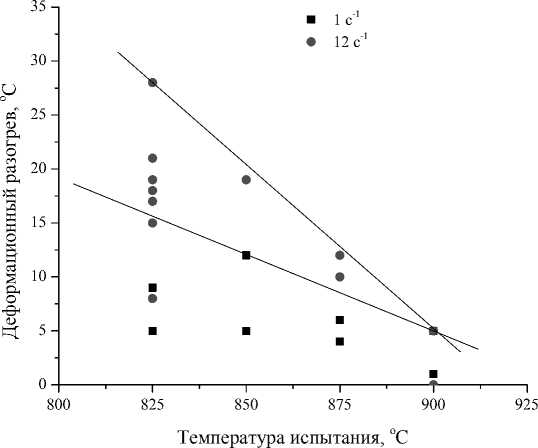
Рис. 7. Максимальное изменение температуры в процессе деформации в зависимости от условий деформации
-
2. При скорости деформации 10 с–1 наблюдается различный характер изменения сопротивления деформации при увеличении ее степени. Следует отметить следующую особенность: на поперечных образцах (характерно для значений температуры в диапазоне 825–875 °С) наблюдается интенсивный рост величины напряжения до степени деформации ∼ 0,35, после чего наблюдается плавное снижение величины напряжения. Иная картина наблюдается при деформировании образцов, отобранных в продольном направлении, а именно менее интенсивный рост напряжений для образцов, деформированных при темпера-
- турах 825–850 °С. Наиболее показательным является расхождение в характере изменения сопротивления деформации для образцов, деформированных при температуре 875 °С. Все вышесказанное подтверждает неоднородность пластических свойств заготовки. 3.1 3.2
Для подтверждения различия пластических свойств исследуемого материала по сечению трубной заготовки и в зависимости от направленности образцов ниже приведены фотографические изображения образцов до и после испытаний.
На рис. 8 представлены фотографии образцов из сплава марки ПТ-1М после осадки



3.3

3.4

1.1*
Рис. 8. Фотографии образцов из сплава марки ПТ-1М после осадки до степени деформации 1,2 (маркировка соответствует табл. 1 и 2)
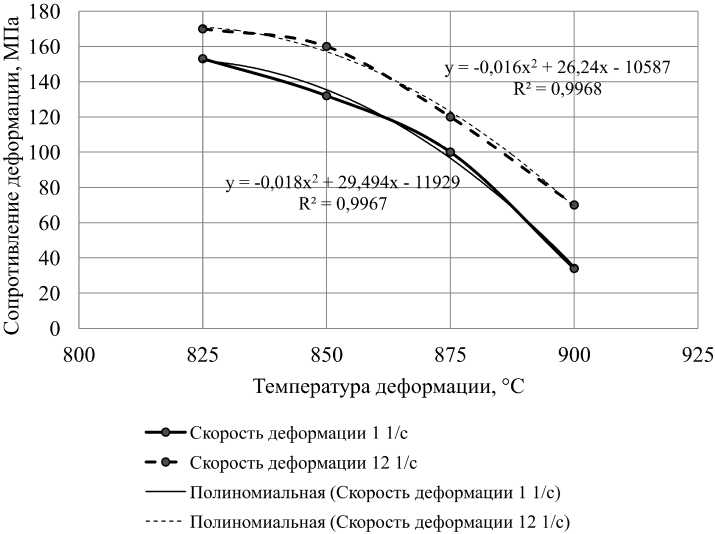
Рис. 9. Зависимость максимального значения сопротивления деформации сплава марки ПТ-1М от температуры деформации
до степени деформации 1,2 (маркировка образцов соответствует табл. 1 и 2).
Исходя из представленных на рис. 8 фотографических изображений, можно сделать вывод, что форму, наиболее близкую к цилиндрической, имеют образцы, отобранные из центральной части заготовки, а именно «1.1*, 2.1, 3.1». Кроме того, очевиден тот факт, что все образцы, независимо от места отбора и направленности, имеют различную форму и характер разрушения.
С целью последующего расчета технологических параметров процесса прессования и разработки технологии рекомендуется [3] использовать максимальное значение сопротивления деформации материала. Для этого на рис. 9 представлены зависимости максимального значения сопротивления деформации от температуры деформации для скоростей деформации 1 и 12 с–1.
Исходя из зависимостей рис. 9, сопротивление деформации σ i S сплава марки ПТ-1М в зависимости от температуры деформации T определяется как:
– для скорости деформации, равной 1 с–1:
^ =- 0,018 7 *2 + 29,494 7 - 11929;
– для скорости деформации, равной 12 с–1:
^ =- 0,016 7 2 + 26,24 7 - 10587.
Таким образом, по результатам исследования деформационной способности трубной заготовки из сплава марки ПТ-1М, можно выделить следующее:
-
1. Сопротивление деформации сплава и характер его изменения в зависимости от степени деформации различен, в зависимости от места отбора образцов, что говорит об асимметрии свойств [8]. Следовательно, для расчета энергосиловых параметров последующего горячего прессования рекомендуется применять максимальные значения сопротивления деформации. Заготовка из титанового сплава марки ПТ-1М имеет различные пластические свойства по сечению, что, по мнению авторов, обусловлено недостаточной проработкой (измельчением) структуры.
-
2. При использовании исследуемой заготовки для изготовления горячепрессованных труб высока вероятность образования дефектов поверхности (особенно наружной) даже при выполнении технологической операции экспандирования заготовки.
Список литературы Исследование деформационной способности трубной заготовки из титанового сплава марки ПТ-1М
- Ерманок, М.З. Прессование титановых сплавов/М.З. Ерманок, Ю.П. Соболев, А.А. Гельман. -М.: «Металлургия», 1979. -264 с.
- Космацкий, Я.И. Информационное обеспечение и управление технологическими процессами трубопрессового производства: учебное пособие для самостоятельной работы/Я.И. Космацкий, М.И. Гасленко, М.А. Тихонова. -Челябинск: Изд-во ЮУрГУ, 2013. -45 с.
- Космацкий, Я.И. Силовые параметры прессования труб из центробежно-литой заготовки стали 08Х18Н10Т/Я.И. Космацкий, А.В. Выдрин, Б.В. Баричко//Металлург. -2011. -№ 4. -С. 65-66.
- Исследование свойств центробежной трубной заготовки из стали 08Х18Н10Т/Б.В. Баричко, Я.И. Космацкий, С.В. Рущиц и др.//Металлург. -2013. -№ 4. -С. 59-62.
- Илларионов, А.Г. Определение температурных параметров для изготовления горячепрессованных передельных труб из сплава Ti-3Al-2.5V/А.Г. Илларионов, Я.И. Космацкий, Е.А. Филяева//Металлург. -2016. -№ 9.
- Исследование деформационной способности Титанового сплава Ti-3Al-2.5V и оценка технологической возможности изготовления горячепрессованных труб из него/Я.И. Космацкий, Н.В. Фокин, Е.А. Филяева, Б.В. Баричко//Титан. -2016. -№ 2. -С. 18-22.
- Определение технологической возможности изготовления нового вида бесшовных труб TREX из титанового сплава Ti-3Al-2.5V/Я.И. Космацкий, Е.А. Филяева, Н.В. Фокин, К.Ю. Яковлева//Качество в обработке материалов. -2016. -№ 2. -С. 15-22.
- Фокин, Н.В. Исследование деформационной способности нового высоколегированного сплава и разработка технологии горячего прессования труб из него/Н.В. Фокин, Я.И. Космацкий, С.А. Денисюк//Вестник МГТУ им. Г.И. Носова. -2015. -№ 4. -С. 27-33.
