Исследование динамики изменения толщины стенки труб при редуцировании

Автор: Яковлева Ксения Юрьевна, Баричко Борис Владимирович, Кузнецов Владимир Николаевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 1 т.14, 2014 года.
Бесплатный доступ
Приведены результаты экспериментального исследования динамики изменения толщины стенки труб при прокатке, волочении в монолитной и роликовой волоках. Показано, что при увеличении степени деформации более интенсивный прирост толщины стенки трубы наблюдается в процессах прокатки и волочения в роликовых волоках, что делает перспективным их использование.
Холоднодеформированные трубы, толстостенные трубы, волочение труб, толщина стенки трубы, качество внутренней поверхности трубы
Короткий адрес: https://sciup.org/147156844
IDR: 147156844 | УДК: 621.774.3
Study of dynamic changes of the pipe wall thickness in the reduction process
The results of the experimental study of dynamic changes for the pipe wall thickness during rolling, drawing both in single-piece and roller dies are described. The results show that with the deformation increasing the faster growth of the pipe wall thiknness is observed in rolling and drawing with the roller dies. The conclusion can be drawn that the usage of roller dies is the most promising one.
Текст краткого сообщения Исследование динамики изменения толщины стенки труб при редуцировании
Существующая технология изготовления хо-лоднодеформированных толстостенных труб малого диаметра из коррозионно-стойких сталей предусматривает применение процессов холодной прокатки на станах ХПТ и последующего безопра-вочного волочения в монолитных волоках. Известно, что получение труб малого диаметра холодной прокаткой сопряжено с рядом трудностей, обусловленных снижением жесткости системы «стержень-оправка». Поэтому для получения таких труб используют процесс волочения, преимущественно безоправочного. Характер изменения толщины стенки трубы при безоправочном волочении определяется соотношением толщины стенки S и наружного диаметра D , а абсолютная величина изменения не превышает 0,05–0,08 мм. При этом утолщение стенки наблюдается при соотношении S/D < 0,165–0,20 в зависимости от наружного диаметра заготовки [1–3]. Для данных соотношений размеров S/D коэффициент вытяжки μ при волочении труб из коррозионно-стойкой стали не превышает значения 1,30 [4], что предопределяет многоцикличность известной технологии и требует привлечения новых способов деформации.
Целью работы является сравнительное экспериментальное исследование динамики изменения толщины стенки труб в процессах редуцирования прокаткой, волочением в монолитной и роликовой волоках.
В качестве заготовок использовали холодно-деформированные трубы: размерами 12,0 x 2,0 мм ( S/D = 0,176), 10,0 x 2,10 мм ( S/D = 0,216) из стали 08Х14МФ; размерами 8,0 x 1,0 мм ( S/D = 0,127) из стали 08Х18Н10Т. Все трубы были в отожженном состоянии.
Волочение в монолитных волоках осуществляли на цепном волочильном стане усилием 30 кН. Для роликового волочения использовали волоку со смещенными парами роликов ВР–2/2.180 [5]. Волочение в роликовой волоке проводили с использованием системы калибров «овал – круг». Редуцирование труб прокаткой проводили по схеме калибровки «овал–овал» в двухвалковой клети с валками диаметром 110 мм.
На каждом этапе деформации отбирали образцы (5 шт. по каждому варианту исследования) для измерения наружного диаметра, толщины стенки и шероховатости внутренней поверхности. Измерение геометрических размеров и шероховатости поверхности труб выполняли с использованием электронного штангенциркуля ШЦ-II, электронного точечного микрометра, профилометра Surftest SJ-201. Все инструменты и приборы прошли необходимую метрологическую поверку.
Параметры холодной деформации труб приведены в таблице.
На рис. 1 представлены графики зависимости величины относительного увеличения толщины стенки от степени деформации ε.
Анализ графиков на рис. 1 показывает, что при прокатке и волочении в роликовой волоке по сравнению с процессом волочения в монолитной волоке наблюдается более интенсивное изменение толщины стенки трубы. Это, по мнению авторов, обусловлено различием в схеме напряженного состояния металла: при прокатке и роликовом волочении растягивающие напряжения в очаге деформации имеют меньшие значения. Расположение кривой изменения толщины стенки при роликовом волочении ниже кривой изменения толщины стенки при прокатке обусловлено несколько большими растягивающими напряжениями при роликовом волочении ввиду осевого приложения усилия деформации.
Наблюдаемый при прокатке экстремум функции изменения толщины стенки от степени деформации или относительного обжатия по наружному диаметру соответствует значению S/D = 0,30. По аналогии с горячим редуцированием прокаткой, где уменьшение толщины стенки наблюдается при S/D > 0,35 [6], можно предположить, что для холодного редуцирования прокаткой характерно уменьшение толщины стенки при соотношении S/D > 0,30.
Так как одним из факторов, определяющих характер изменения толщины стенки, является соотношение растягивающих и радиальных напряжений, которое в свою очередь зависит от парамет-
Параметры холодной деформации труб*
|
№ прохода |
Размеры труб, мм |
S i /D i |
S i /S 0 |
D i /D 0 |
μ |
ε |
|
|
D |
S |
||||||
|
Редуцирование прокаткой (трубы из стали марки 08Х14МФ) |
|||||||
|
0 |
9,98 |
2,157 |
0,216 |
1,0 |
1,0 |
1,0 |
0 |
|
1 |
9,52 |
2,230 |
0,234 |
1,034 |
0,954 |
1,038 |
0,04 |
|
2 |
8,10 |
2,350 |
0,290 |
1,089 |
0,812 |
1,249 |
0,20 |
|
3 |
7,01 |
2,324 |
0,332 |
1,077 |
0,702 |
1,549 |
0,35 |
|
Редуцирование прокаткой (трубы из стали марки 08Х18Н10Т) |
|||||||
|
0 |
8,06 |
1,020 |
0,127 |
1,0 |
1,0 |
1,0 |
0 |
|
1 |
7,03 |
1,130 |
0,161 |
1,108 |
0,872 |
1,077 |
0,07 |
|
2 |
6,17 |
1,225 |
0,199 |
1,201 |
0,766 |
1,185 |
0,16 |
|
3 |
5,21 |
1,310 |
0,251 |
1,284 |
0,646 |
1,406 |
0,29 |
|
Редуцирование волочением в роликовой в олоке (трубы |
из стали марки 08Х14МФ) |
||||||
|
0 |
12,00 |
2,11 |
0,176 |
1,0 |
1,0 |
1,0 |
0 |
|
1 |
10,98 |
2,20 |
0,200 |
1,043 |
0,915 |
1,080 |
0,07 |
|
2 |
10,08 |
2,27 |
0,225 |
1,076 |
0,840 |
1,178 |
0,15 |
|
3 |
9,01 |
2,30 |
0,201 |
1,090 |
0,751 |
1,352 |
0,26 |
|
Редуцирование волочением в монолитной волоке (трубы из стали марки 08Х14МФ) |
|||||||
|
0 |
12,00 |
2,110 |
0,176 |
1,0 |
1,0 |
1,0 |
0 |
|
1 |
10,97 |
2,135 |
0,195 |
1,012 |
0,914 |
1,106 |
0,10 |
|
2 |
9,98 |
2,157 |
0,216 |
1,022 |
0,832 |
1,118 |
0,19 |
|
3 |
8,97 |
2,160 |
0,241 |
1,024 |
0,748 |
1,147 |
0,30 |
*
D i , S i – соответственно наружный диаметр и толщина стенки трубы в i -м проходе.
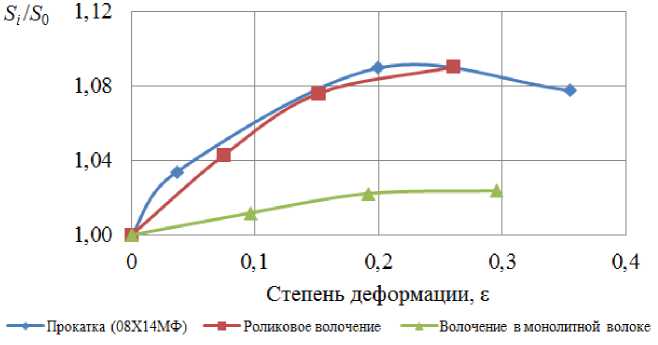
Рис. 1. Зависимость величины относительного увеличения толщины стенки труб от степени деформации
ра S/D , то важным является исследование влияния соотношения S/D на положение экстремума функции изменения толщины стенки трубы в процессе редуцирования. Согласно данным работы [6], при меньших соотношениях S/D максимальное значение толщины стенки трубы наблюдается при больших деформациях. Данный факт был исследован на примере процесса редуцирования прокаткой труб размерами 8,0 х 1,0 мм ( S/D = 0,127) стали 08Х18Н10Т в сравнении с данными по прокатке труб размерами 10,0 x 2,10 мм ( S/D = 0,216) стали 08Х14МФ. Результаты измерений приведены на рис. 2.
Критическая степень деформации, при которой наблюдалось максимальное значение толщины стенки при прокатке труб с соотношением
S/D = 0,216, составила 0,23. При прокатке труб из стали 08Х18Н10Т экстремум нарастания толщины стенки не достигнут, так как соотношение размеров трубы S/D даже при максимальной степени деформации не превысило значения 0,3. Важным обстоятельством является то, что динамика увеличения толщины стенки при редуцировании труб прокаткой находится в обратной зависимости от соотношения размеров S/D исходной трубы, что демонстрируют графики, приведенные на рис. 2, а.
Анализ кривых на рис. 2, б показывает также, что изменение соотношения S/D в процессе прокатки труб из стали марки 08Х18Н10Т и труб из стали марки 08Х14МФ имеет сходный качественный характер.
а)
б)
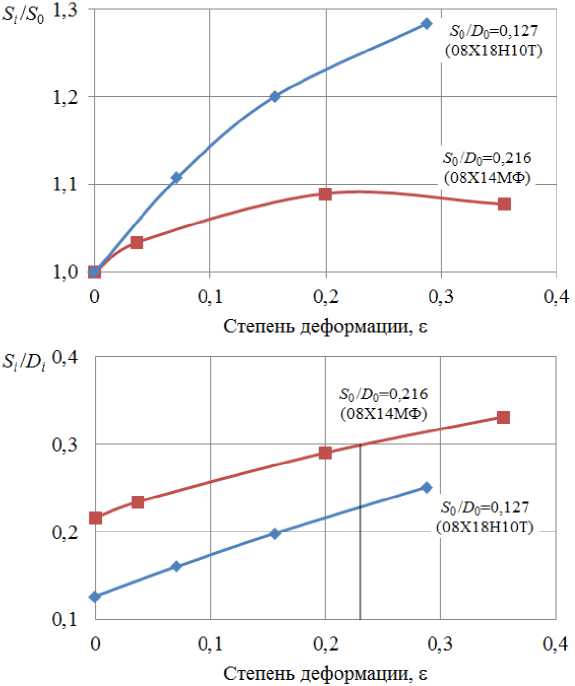
Рис. 2. Изменение толщины стенки (а) и соотношения S/D (б) в зависимости от степени деформации при прокатке труб с различным исходным соотношением S/D
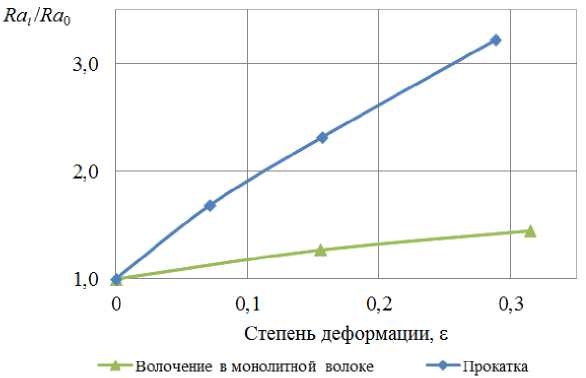
Рис. 3. Зависимость относительной величины шероховатости внутренней поверхности труб от степени деформации
В процессе редуцирования различными способами также была проведена оценка шероховатости внутренней поверхности труб по величине среднеарифметического отклонения высоты микронеровностей Ra. На рис. 3 приведены графики зависимости относительной величины параметра Ra от степени деформации при редуцировании труб прокаткой и волочением в монолитных волоках (Rai , Ra0 – соответственно параметры шерохо- ватости внутренней поверхности труб в i-м проходе и на исходной трубе).
Анализ кривых на рис. 3 показывает, что в обоих случаях (прокатка, волочение) увеличение степени деформации при редуцировании ведет к увеличению параметра Ra, то есть ухудшает качество внутренней поверхности труб. Динамика изменения (увеличения) параметра шероховатости при увеличении степени деформации в случае ре- дуцирования труб прокаткой в двухвалковых калибрах значительно (примерно в два раза) превышает аналогичный показатель в процессе волочения в монолитных волоках.
Следует отметить также, что динамика изменения параметра шероховатости внутренней поверхности согласуется с приведенным выше описанием динамики изменения толщины стенки для рассмотренных способов редуцирования.
По результатам исследований можно сделать следующие выводы:
-
1. Динамика изменения толщины стенки труб для рассмотренных способов холодного редуцирования однотипна – интенсивное утолщение с увеличением степени деформации, последующее замедление прироста толщины стенки с достижением некоторого максимального значения при определенном соотношении размеров трубы S/D и последующее снижение прироста толщины стенки.
-
2. Динамика изменения толщины стенки труб находится в обратной зависимости от соотношения размеров исходной трубы S/D .
-
3. Наибольшая динамика увеличения толщины стенки наблюдается в процессах прокатки и волочения в роликовых волоках.
-
4. Увеличение степени деформации при редуцировании прокаткой и волочением в монолитных волоках ведет к ухудшению состояния внутренней поверхности труб, при этом рост параметра шероховатости Ra при прокатке происходит более интенсивно, чем при волочении. Учитывая сделанные выводы и характер изменения толщины стенки в процессе деформации, можно утверждать, что для волочения труб в роликовых волоках измене-
- ние параметра Ra будет менее интенсивным, чем для прокатки, и более интенсивным в сравнении с монолитным волочением.
Полученная информация о закономерностях процесса холодного редуцирования будет полезна при проектировании маршрутов изготовления хо-лоднодеформированных труб из коррозионностойких сталей. При этом перспективным для набора толщины стенки труб и сокращения количества проходов является использование процесса волочения в роликовых волоках.
Список литературы Исследование динамики изменения толщины стенки труб при редуцировании
- Биск, М.Б. Холодная деформация стальных труб. В 2 ч. Ч.1: Подготовка к деформации и волочение/М.Б. Биск, И.А. Грехов, В.Б. Славин. -Свердловск: Средне-Урал. кн. изд-во, 1976. -232 с.
- Савин, Г.А. Волочение труб/Г.А. Савин. -М: Металлургия, 1993. -336 с.
- Швейкин, В.В. Технология холодной прокатки и редуцирования труб: учеб. пособие/В.В. Швейкин. -Свердловск: Изд-во УПИ им. С.М. Кирова, 1983. -100 с.
- Технология и оборудование трубного производства/В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец и др.; под ред. В.Я. Осадчего. -М.: Интермет Инжиниринг, 2007. -560 с.
- Баричко, Б.В. Основы технологических процессов ОМД: конспект лекций/Б.В. Баричко, Ф.С. Дубинский, В.И. Крайнов. -Челябинск: Изд-во ЮУрГУ, 2008. -131 с.
- Потапов, И.Н. Теория трубного производства: учеб. для вузов/И.Н. Потапов, А.П. Коликов, В.М. Друян. -М.: Металлургия, 1991. -424 с.
