Исследование и отработка технологии восстановления лопаток ГТД после эксплуатации лазерной наплавкой

Автор: Голубовский Е.Н., Жаткин С.С., Паркин А.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.23, 2021 года.
Бесплатный доступ
В работе представлены исследования и отработка технологии восстановления лопаток газотурбинного двигателя из сплава ЖС6У после эксплуатации путем лазерной импульсной наплавки. Проведено металлографическое исследование и контроль люминесцентным методом по местам наплавки. Разработана и апробирована технология устранения дефектов, возникающих на лопатках в процессе эксплуатации.
Лазерная наплавка, лопатка, восстановление
Короткий адрес: https://sciup.org/148322167
IDR: 148322167 | УДК: 621.791.725 | DOI: 10.37313/1990-5378-2021-23-3-29-34
Research and development of the technology for restoring the blades of the gas turbine engine after operation by laser surfacing
The paper presents the research and development of the technology for restoring the blades of a gas turbine engine made of ZhS6U alloy after operation by laser pulse surfacing. Metallographic examination and control by the luminescent method at the places of surfacing were carried out. A technology for eliminating defects that occur on the blades during operation has been developed and tested.
Текст научной статьи Исследование и отработка технологии восстановления лопаток ГТД после эксплуатации лазерной наплавкой
Одними из самых затратных и сложных в изготовлении деталей ГТД являются детали из жаропрочных никелевых сплавов, в первую очередь лопатки и сектора лопаток. Они составляют значительную часть стоимости двигателя и, при этом, подвергаются значительным термическим и механическим нагрузкам. На сегодняшний день проблема эффективного ремонта без полной замены деталей остается актуальной. Лазерная импульсная наплавка обладает рядом преимуществ относительно традиционных способов ремонта, таких как незначительная зона термического влияния, минимальное перемешивание наплавляемого металла с основным, возможность наплавки изделий сложной формы, малые деформации и остаточные напряжения [1].
ностными характеристиками и высокой жаростойкостью, стабильностью при температурах до 1000°С. ЖС6У - один из самых применяемых жаропрочных литейных никелевых сплавов и широко используется в промышленности. Верхний предел рабочих температур сплава ЖС6У составляет 1050…1100 °С. Химический состав представлен в таблице 1.
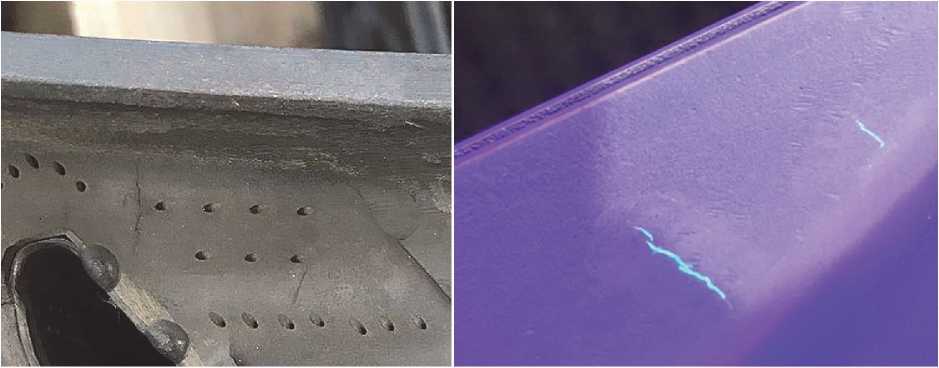
Частые дефекты, выявляемые на лопатках ГТД - это трещины, вызываемые переменными напряжениями и вибрацией в условиях высоких температур. Такие трещины выявляются визуально (рис. 1а), а также с помощью люминесцентных методов (рис. 1б).
Основными трудности, возникающие при выполнении аргонодуговой наплавки лопаток из высокожаропрочных сплавов, заключаются в повышенной склонности к трещинообразо-
Таблица 1. Химический состав литейного сплава ЖС6У (ОСТ 1-90126-85)
|
Элемент |
Fe |
C |
Si |
Mn |
Cr |
Mo |
W |
Co |
Nb |
Ti |
Al |
Ni |
|
Содержание, % |
«1,0 |
0,13-0,2 |
«0,4 |
«0,4 |
8,0-9,5 |
1,2-2,4 |
9,5-11 |
9,0-10,5 |
0,8-1,2 |
2-2,9 |
5,1-6,0 |
Основа |
В работе представлена технология ремонта трещин, образовавшихся в процессе эксплуатации, на лазерной импульсной установке с подачей присадочной проволоки и результаты исследований по местам ремонта.
ЖС6У – это жаропрочный сплав на основе никеля. Сплав обладает повышенными проч-
Голубовский Евгений Николаевич, инженер отдела Главного металлурга ОАО «Металлист-Самара».
ванию из-за сварочных и объемных напряжений, связанных с усадкой материала. В связи с высокой релаксационной стойкостью данных сплавов релаксации этих напряжений в процессе сварки в должной мере не происходит. Упрочняющая фаза, растворяющаяся при нагреве в процессе сварки, вновь выделяется из твердого раствора при кристаллизации металла шва и охлаждении околошовной зоны с образованием объемных напряжений. Эти напряжения суммируются со сварочными и создают условия для образования горячих и термических трещин [2].
Сварка таких материалов требует определенных технических усилий для предотвращения образования горячих трещин в зоне термического влияния и в основном материале, а также деформаций и остаточных напряжений. Импульсное лазерное излучение позволяет снизить среднее тепловложение и, следовательно, критические термоиндуцированные напряжения путем последовательного плавления и затвердевания материала основы и присадки [3].
МАТЕРИАЛЫ И МЕТОДЫ
Технология ремонта по местам трещин включает в себя несколько этапов. Дефект полностью удаляется ручным пневмоинструментом с использованием фрез. Полнота удаления дефекта проверяется люминесцентным методом и, при необходимости, производится дополнительная выборка металла.
Наплавка по месту выборки производилась на импульсной лазерной установке с подачей присадочного материала – проволоки Св-06Х15Н60М15 (ЭП-367) диаметром 0,5 мм (Таблица 2).
Использование присадочного материала ЭП-367 является эффективным способом по- вышения технологической прочности, в связи с тем, что он обладает более высокой стойкостью к образованию горячих трещин [4].
Наплавка проводилась по местам выборок дефектных зон на импульсной лазерной установке ALFA-600 фирмы ООО «ЛазерФорм» (таблица 3) в следующем режиме: диаметр пятна 0,6 мм, длительность импульса 7 мс, частота следования импульса 7 Гц, средняя мощность 79 Вт, пиковая мощность 1,61 кВт, скорость наплавки 2 мм/с. Для защиты зоны наплавки от окисления используется аргон, расход аргона 5 л/мин.
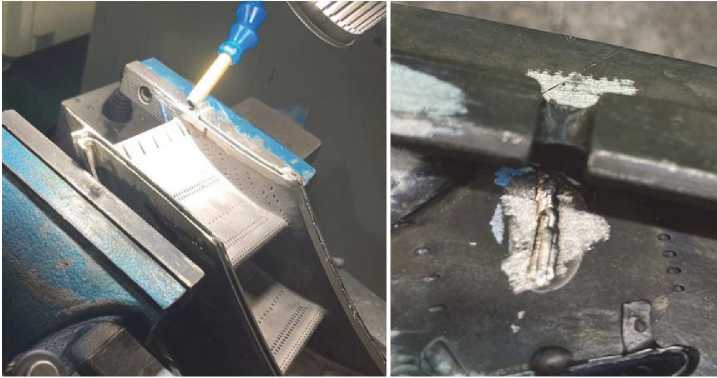
Процесс наплавки осуществлялся в несколько слоев, до полного заполнения выборки, количество слоев зависит от геометрических размеров выборки по месту дефекта. При каждом проходе производится подача присадочного материала (рис. 2, 3, 4).
При невозможности удаления дефекта полностью, например, при ремонте сквозных трещин, технология делится на два этапа. На первом этапе производится выборка на глубину 2/3
а б
Рис. 1. Вид трещин на лопатках после эксплуатации а – при визуальном контроле; б – при люминесцентном контроле
Таблица 2. Химический состав сварочной проволоки Св-06Х15Н60М15 (ГОСТ 2246-70)
|
Элемент |
Fe |
C |
Si |
Mn |
Сг |
Mo |
Ni |
|
Содержание, % |
^4,0 |
^0,8 |
^0,5 |
1,0-2,0 |
14,0-16,0 |
14,0-16,0 |
Основа |
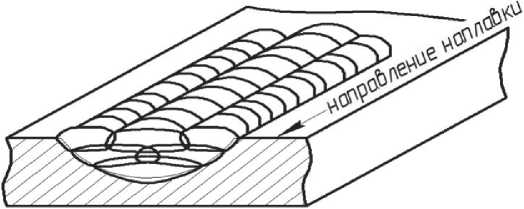
Рис. 2. Схема формирования слоев при лазерной наплавке
а б
Рис. 3. Процесс импульсной лазерной наплавки: а–выполнение наплавки; б – внешний вид наплавки

а б
Рис. 4. Внешний вид зоны ремонта лопатки по месту дефектов (трещин) после выборки (а) и после наплавки (б)
от толщины, поскольку при большей глубине выборки возможен прожог и чрезмерное окисление основного материала со стороны, обратной наплавляемой. Затем производится наплавка по схеме описанной выше, аналогичной для полностью удаленного дефекта.
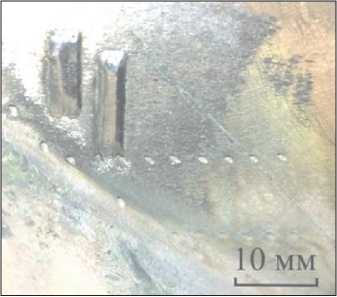
На втором этапе производится выборка с обратной стороны до наплавленного металла с целью полного удаления дефекта и наплавка по месту выборки (рис. 5).
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ИХ ОБСУЖДЕНИЕ
Для исследований были выбраны образцы из числа ремонтируемых лопаток с наплавками, выполненными согласно разработанной технологии с одной и с двух сторон. Дополнительно на отобранных образцах были выполнены опытные работы по ремонту трещин аргонодуговой электросваркой. Ручная аргонодуговая подварка выполнялась неплавящимся вольфрамовым электродом на режиме: сварочный ток 40 А, время импульса 0,2 сек, время паузы 0,2 сек, защитный газ — аргон. Подварка выполнялась на сварочном аппарате EWM Tetrix-300 с присадочным материалом в виде проволоки диаметром 1,2 мм.
Также на одном из образцов были выполнены работы по заварке трещин без подачи присадочного материала.
При визуальном осмотре по местам ремонта на отобранных образцах трещин, пор и других дефектов не обнаружено. При проведении люминесцентного контроля ЛЮМ-1ОВ выявлены выступания пенетранта (индикаторное вещество, проникающее в дефекты материала под действием сил капиллярности) по границам подварки, выполненной аргонодуговой сваркой.
Для металлографического исследования по местам ремонта были изготовлены микрошлифы, которые были протравлены насыщеным раствором CuSO4 в HCl для выявления структуры. Исследование наплавленного и основного

а б в
Рис. 5. Внешний вид лазерной наплавки, выполненной по месту сквозной трещины: а – вид с наружной стороны; б – вид со стороны профиля пера лопатки; в – вид сверху пера
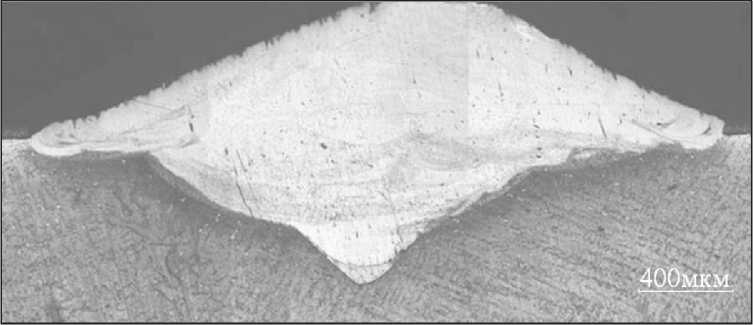
Рис. 6. Внешний вид травленого шлифа лазерной наплавки, выполненной по месту несквозной трещины
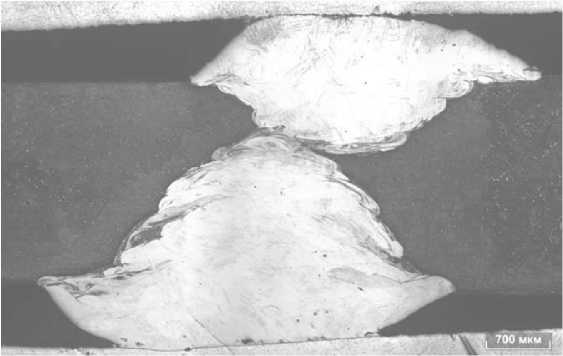
Рис. 7. Внешний вид травленого шлифа лазерной наплавки, выполненной по месту сквозной трещины
материалов выполнено металлографическим методом на микроскопе AxioVert A1 при увеличении 100х с применением программно-аппаратного комплекса Thixomet.
С помощью металлографического исследования выявлено, что по месту лазерной наплавки произведенной как с одной стороны, так и последовательно с двух сторон с подачей приса- дочного материала дефекты наплавки (трещины, несплавления, газовые включения и другие дефекты) отсутствуют (рис. 6, 7). Таким образом, оптимально выбранный режим лазерного воздействия обеспечивает минимальное подплавление основного материала, а используемая присадка препятствует образованию трещин в зоне наплавки.
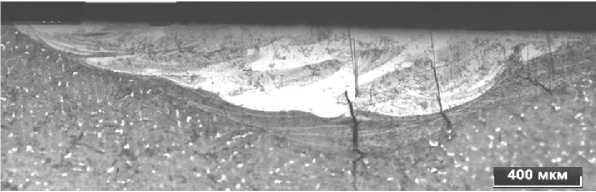
Рис. 8. Зона лазерного плавления без подачи присадочного материала
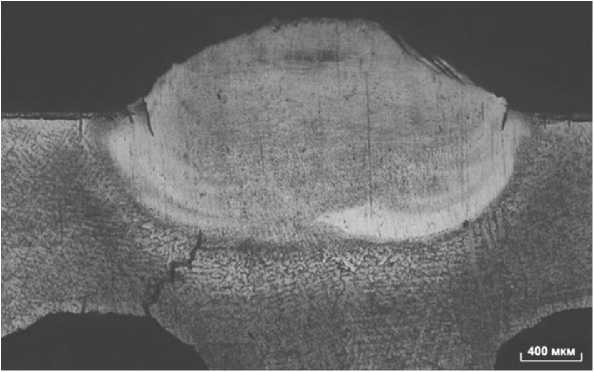
Рис. 9. Внешний вид шлифа зоны аргонодуговой наплавки
В то же время при подварке лазерным лучом без разделки и подачи присадочного материала (собственным металлом) в зоне плавления возникли трещины. При выполнении первого прохода лазерным лучом по материалу лопатки без подачи присадочной проволоки (рис. 8) в переплавленном основном материале возникают усадочные трещины, развивающиеся как в зоне плавления, так и ниже в твердом материале лопатки.
При аргонодуговой наплавке наблюдается образование трещин (рис. 9), вероятно вызванных сварочными напряжениями при повышенном тепловложении, как на границе зоны наплавки материла лопатки, так и распространяющиеся в основной материал.
ВЫВОДЫ
Технология лазерной импульсной наплавки на лопатках газотурбинного двигателя из материала ЖС6У позволяет получить высокое качество ремонта. При этом дефект должен быть предварительно полностью удален механически.
Использование в качестве присадочного материала проволоки Св-06Х15Н60М15 (ЭП-367) с высоким содержанием Мо позволяет увеличить технологическую прочность и избежать растрескивания по местам ремонта.
При ремонте дефектов лазерным излучением без подачи присадочного материала образу- ются трещины, вызванные сварочными и объемными напряжениями.
Заварка трещин с помощью аргонодуговой сварки не обеспечивает требуемого качества и нежелательна для ремонта.
Список литературы Исследование и отработка технологии восстановления лопаток ГТД после эксплуатации лазерной наплавкой
- Сотов А.В., Смелов В.Г., Носова Е.А., Косырев С.А. Импульсная лазерная наплавка лопаток газотурбинных двигателей // Известия Самарского научного центра Российской академии наук. 2013. Т. 15, № 6(4), С. 973-977.
- Сорокин, Л.И. Свариваемость жаропрочных сплавов, применяемых в авиационных газотурбинных двигателях / Л.И. Сорокин // Сварочное производство. - 1997. - № 4. - С.4-11.
- Kästner C., Neugebauer M., Schricker K., Bergmann J. P., Statistical analysis of pulsed laser beam welding repair strategies of nickel-base superalloys. // Procedia CIRP. - 2020. - №94. - Р. 638-643.
- Сорокин, Л.И. Присадочные материалы для сварки жаропрочных никелевых сплавов (обзор) Ч. 1/ Л.И. Сорокин // Сварочное производство. - 2003. - № 4. - С. 35-40.
