Исследование индукционного нагрева скользящих металлоконструкций на повышенной частоте

Автор: Чепелев Ю.Г., Ермоленко Д.В., Юферев Л.Ю., Рощин О.А.
Журнал: Инженерные технологии и системы @vestnik-mrsu
Рубрика: Электротехнологии и электрооборудование
Статья в выпуске: 4, 2024 года.
Бесплатный доступ
Введение. Одним из условий безотказной работы движущихся и трущихся металлоконструкций в зимний период является отсутствие скоплений наледи и снега в зонах работы подвижных узлов и деталей. То же касается и движущихся сельскохозяйственных конструкций, у которых, например, существует вероятность примерзания к поверхности за пределами помещения для содержания животных. В статье на основе исследования стрелочного перевода предложена разработка инновационного, более экономичного и дешевого способа нагрева подвижных деталей. Цель исследования. Создание технологии обогрева скользящих металлических поверхностей; обоснование параметров, разработка и упрощение конструкции оборудования.
Сельскохозяйственные металлоконструкции, стрелочный перевод, индукционный нагрев, резонансная система передачи электроэнергии, преобразователь электроэнергии
Короткий адрес: https://sciup.org/147247074
IDR: 147247074 | УДК: 621.365.5:621.86.078.62 | DOI: 10.15507/2658-4123.034.202404.668-682
Study of induction heating of metal structures at increased frequency
Introduction. One of the conditions for trouble-free operation of moving and rubbing metal structures in winter is the absence of ice and snow accumulations in the operating areas of moving components. The same goes for moving agricultural constructions, which, for instance, can freeze to the surface outside the animal houses. In the article, based on the studying a turnout switch there is proposed the development of an innovative, more economical and cheaper method for heating moving parts. Aim of the Study. The study is aimed at creating a technology for heating sliding metal surfaces and at justifying parameters, developing and simplifying equipment design.
Текст научной статьи Исследование индукционного нагрева скользящих металлоконструкций на повышенной частоте
EDN:
Study of Induction Heating of Metal Structures at Increased Frequency
Yu. G. Chepelev a , D. V. Ermolenko b ,
L. Yu. YufereV , O. A. Roshchin c
-
a Railway Research Institute of JSC Russian Railways ( Moscow, Russian Federation )
-
b Russian University of Transport
( Moscow, Russian Federation )
-
c Federal Scientific Agroengineering Center VIM ( Moscow, Russian Federation )
-
H leouf@yandex.ru
Introduction. One of the conditions for trouble-free operation of moving and rubbing metal structures in winter is the absence of ice and snow accumulations in the operating areas of moving components. The same goes for moving agricultural constructions, which, for instance, can freeze to the surface outside the animal houses. In the article, based on the studying a turnout switch there is proposed the development of an innovative, more economical and cheaper method for heating moving parts.
Aim of the Study. The study is aimed at creating a technology for heating sliding metal surfaces and at justifying parameters, developing and simplifying equipment design.
Materials and Methods. Using a system approach, mathematical analysis and energy balance methods, there were considered the main patterns of thermal processes in the contact zone of sliding metal structures. When considering these processes, there were made some assumptions. Namely, there were not taken into account soil thermal conductivity, air speed, and other physical processes, because they do not have a significant impact on the final results. These assumptions greatly simplify thermal calculations and obtaining the necessary analytical expressions to determine the parameters of induction heating elements.
Results. The induction heating method for moving and rubbing metal structures in winter period has been proposed and tested, the main regularities have been revealed and technical characteristics have been determined. High efficiency and convenience of induction heating in comparison with other methods of electric heating have been proved. There have been obtained numerical values of parameters of induction heating elements, which agree with experimental data.
Discussion and Conclusion . Based on the developed induction heating scheme, an experimental model with a power of up to 1 000 watts with a frequency of 10 kHz was made. The manufactured experimental model was studied in laboratory and production conditions.
Введение. Отсутствие скоплений наледи и снега в зонах работы подвижных узлов и деталей – важное условие безотказной работы движущихся и трущихся металлоконструкций в зимний период.
Стрелочные переводы являются одними из самых главных и ответственных элементов железнодорожного пути и представляют собой сложные технические устройства с большим числом механических подвижных компонентов [1; 2]. Одним из главных требований содержания стрелочных переводов является легкость перевода стрелки, что обеспечивается их смазкой и отсутствием загрязнений. Для Российской Федерации как северной страны очистка железных дорог от снежного загрязнителя представляет огромные трудности. Обледенение и снежные заносы элементов верхнего строения пути, прежде всего стрелочных переводов, представляют собой проблему, сдерживающую бесперебойный и безопасный пропуск поездов, решение которой остается весьма актуальным. Для очистки стрелочных переводов от снега и наледи используются различные методы в зависимости от конкретных природных условий [3].
Целью исследования является создание технологии принципиально нового способа обогрева скользящих металлических поверхностей; обоснование параметров, разработка и упрощение конструкции оборудования, работающего на повышенной частоте для нагрева скользящих металлических поверхностей до заданной температуры в автоматическом режиме, способствующего снижению расхода электроэнергии.
Обзор литературы. Для обеспечения бесперебойного и безопасного движения поездов в зимний период применяется индукционный нагрев подвижных деталей стрелочных переводов воздухом высокого давления, горячей водой, прикручиванием трубчатых электронагревателей (ТЭНов), нагревательного провода, инфракрасным излучением, а также с использованием геотермальных источников тепла [4]. Однако все эти способы являются энергозатратными, так как с их помощью нагревается весь рельс, а не конкретные примерзающие участки.
Не менее важной является проблема эксплуатации движущихся сельскохозяйственных металлоконструкций, используемых на открытом воздухе или в неотапливаемых помещениях. У таких металлических конструкций существует высокая вероятность примерзания к поверхности за пределами помещения для содержания 670 Электротехнологии и электрооборудование животных [5; 6]. Для исключения серьезных повреждений приходится применять различные защитные приемы1. Например, периодически включать оборудование на короткие промежутки времени, чтобы между включениями транспортер не успевал примерзнуть [7]. При этом промежутки времени зависят от температуры. Также известна проблема эксплуатации электродвигателей при температурных колебаниях с образованием конденсата и дальнейшим примерзанием ротора [8]. После отключения навозоуборочного транспортера оставшаяся влага на движущихся частях транспортера может приморозиться к его конструкции, особенно в той его части, которая выходит из помещения наружу. Запуск электродвигателя наклонного транспортера в этих условиях может не произойти, так как электродвигатель не сдвинет с места примерзшие рабочие органы транспортера и без устройств защиты быстро выйдет из строя.
Известен экономичный способ индукционного нагрева, при котором осуществляется нагрев не всей поверхности детали или механизма, как это предлагается в работах [9; 10], а только технологического пятна на отливе стрелочной подушки скольжения, по которой двигается остряк, перемещаясь из одного стыка к другому на повышенной частоте (2…10 кГц). Это позволяет значительно упростить монтаж оборудования [11; 12] и использовать те же элементы стрелочного перевода, которые выпускаются серийно, у которых есть сертификат, разрешающий использовать их на железнодорожном транспорте. Применение индукционного нагрева известно также в сельском хозяйстве, например, для нагрева емкостей с молоком [13]. В связи с этим, разработка индукционного способа нагрева необходимых фрагментов металлоконструкций за счет повышенной частоты является актуальной.
Материалы и методы. В исследованиях использовались эмпирические и теоретические методы исследования, теория теплотехники, электротехники.
Инновационная резонансная система индукционного нагрева на повышенной частоте предназначена также и для нагрева движущихся сельскохозяйственных металлоконструкций, стрелочных переводов экономичным способом прямого нагрева. Индукционный нагрев происходит в токопроводящих средах за счет токов Фуко, возбуждаемых электромагнитным полем. В наших предыдущих исследованиях для создания магнитного поля применялись катушки индуктивности с ферритовыми сердечниками [14]. В данном исследовании с целью упрощения монтажа использовались индукторы без магнитопроводов2. Нагрев происходит в объеме, окруженном индукционной катушкой. Магнитное поле, созданное индукционной катушкой, сосредоточено внутри нагреваемой детали, поэтому в окружающей среде энергия не расходуется. На рисунке 1 представлена подкладка с подушкой стрелочного перевода 1 с намотанной катушкой индуктивности 5 на подушку скольжения 4 .
Питание катушек индуктивности происходит от передающего силового преобразователя, работающего в резонансном режиме на повышенной частоте, что позволяет уменьшить массогабаритные размеры оборудования. Передача электроэнергии от преобразователя к индукционным катушкам осуществляется по разработанному нами ранее резонансному способу передачи электроэнергии3 при помощи коаксиального кабеля. Данная технология и оборудование позволяют обогревать не только элементы стрелочного перевода, но и движущихся сельскохозяйственных металлоконструкций, например, навозоуборочного транспортера, бесконтактным способом, не нагревая основание (щебеночный балласт, песок, землю), на котором находится нагреваемая деталь. Это исключает его вымывание талой водой, просадки или смещения, и в целом деформацию. Замена существующего стрелочного башмака не требуется, как это делается при замене шпал. Индукторы наматываются и монтируются на действующие элементы стрелочного перевода или навозоуборочного транспортера. На рисунке 2 представлена электрическая схема разрабатываемой технологии нагрева4 [14]. Датчик состояния внешней окружающей среды включает разработанную схему только во время выпадения осадков в виде снега или ледяного дождя. Также в системе должен быть предусмотрен датчик нагрева деталей, отключающий схему при нагреве выше заданной температуры.
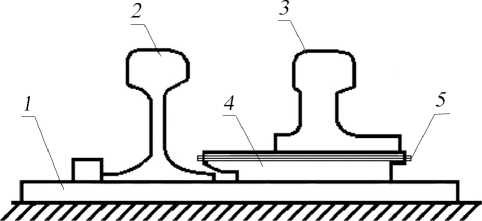
Р и с. 1. Схема устройства подушки скольжения башмака стрелочного перевода с рамочной рельсой и остряком:
1 – подкладка; 2 – рамочная рельса; 3 – остряк;
4 – стрелочная подушка скольжения;
5 – катушка индуктивности (индукционный нагреватель)
F i g. 1. The scheme of the device of the sliding cushion of the switch shoe with a frame rail and a wit:
1 – lining; 2 – frame rail; 3 – wit; 4 – arrow slip cushion;
-
5 – inductance coil (induction heater)
Источник: рисунки 1, 2 составлены авторами статьи.
Source: the diagrams 1, 2 are compiled by the authors of the article.
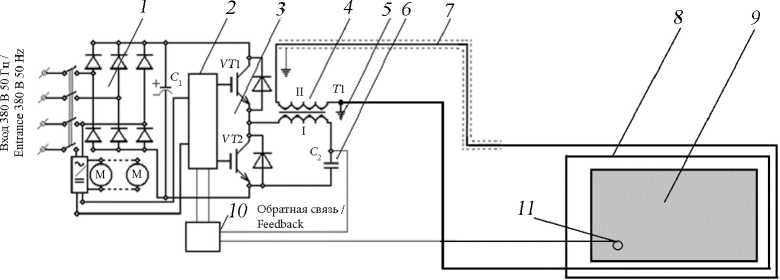
Р и с. 2. Электрическая схема прямого точечного индукционного нагрева повышенной частотой подушки скольжения башмака стрелочного перевода:
-
1 – блок питания; 2 – генератор повышенной частоты; 3 – силовые ключи преобразователя; 4 – резонансный повышающий трансформатор; 5 – заземление; 6 – емкость резонансного повышающего трансформатора; 7 – линия электропередачи; 8 – индукционная катушка;
-
9 – нагреваемая деталь; 10 – блок управления;
-
11 – внешний датчик состояния окружающей среды; М – вентиляторы охлаждения
F i g. 2. Electrical circuit of direct point induction heating with increased frequency of the sliding cushion of the switch shoe:
-
1 – power supply unit; 2 – high frequency generator; 3 – converter power switches;
-
4 – resonant step–up transformer; 5 – grounding; 6 – resonant step-up transformer capacity;
-
7 – power transmission line; 8 – induction coil; 9 – heated part; 10 – control unit;
-
11 – external ambient sensor media; M – cooling fans
При индукционном нагреве повышает температуру только токопроводящее тело, а не нагревательный элемент [15]. В поверхностном слое, называемом глубиной проникновения электромагнитного поля, выделяется 86 % всей мощности, что позволяет экономить электроэнергию по сравнению с нагревом при помощи ТЭН. Теория позволяет определить глубину проникновения электромагнитного поля:

где ρ – удельное электрическое сопротивление материала, Ом·м; ω – круговая частота электромагнитного поля:
ю = 2л f, где ꬵ – частота, Гц; μ0 – магнитная постоянная, μ0 = 4 π ∙10–7 Гн/м; μ – относительная магнитная проницаемость нагреваемой детали, показывающая, во сколько раз проницаемость материала больше проницаемости вакуума, равная
H o
где µa – абсолютная магнитная проницаемость материала, Гн/м.
После подстановки значений круговой частоты и магнитной проницаемости вакуума в выражение (1) формула глубины проникновения примет вид [13]:
A = 503

Мощность, необходимая для нагрева:
Pn = mC(t2 - ti Ж , где m – масса нагреваемых деталей, кг; С = 668 Дж/(кг °С) – теплоемкость нагреваемых деталей; (t2 – t1) – разница конечной и начальной температур нагреваемой детали, °С; τk – время нагрева, с.
Глубина проникновения электромагнитного поля в железе на частоте 10 000 Гц составляет около 0,6 мм.
Результаты исследования. На основе разработанной схемы индукционного нагрева изготовлена экспериментальная модель системы прямого нагрева технологического пятна металлоконструкций, работающих в резонансном режиме на повышенной частоте [12].
Техническая характеристика экспериментальной модели: напряжение питания передающего силового преобразователя5 – 380 В, 50 Гц; выходная мощность передающего силового преобразователя – 2...20 кВт; частота передающего силового преобразователя – 10 000 Гц; напряжение в линии электропередачи – менее 1 кВ; габаритные размеры передающего силового преобразователя – 500×400×350; длина линии электропередачи от передающего силового преобразователя до стрелочного перевода места нагрева – до 1 500 м; мощность нагрева башмака (подошвы) – 300...400 Вт; температура нагрева башмака – на 50 °С и более.
Изготовленную экспериментальную модель исследовали в лабораторных условиях. На рисунке 3 представлен снимок тепловизора, показывающий степень нагрева подпятника и катушки индуктора, а также распределение температуры нагрева по поверхности изделия во время исследования. Время нагрева 30 мин, потребляемая мощность 350 Вт.
Расчетная мощность, на основе формулы (2), необходимая для нагрева пятна подпятника стрелочного перевода при массе нагреваемой детали 20 кг, времени нагрева 2 400 с, разности температур 60 ° С, составит:
P = 20 • 668 • 60 / 2400 = 334 Вт.
Результаты испытания на нагрев технологического пятна подпятника стрелочного перевода, с замером температуры на технологическом пятне, индукционной катушке, а также температура самого башмака представлены на рисунке 4.
Напряжение питания устройства – 414 В; потребляемый ток – 0,85 А; потребляемая мощность – 351,9 Вт; напряжение на индукторе – 100 В; ток – 9 А; частота – 10 кГц; мощность индуктора – 900 В·А. Количество витков зависит от частоты и напряжения, подаваемого на индуктор.
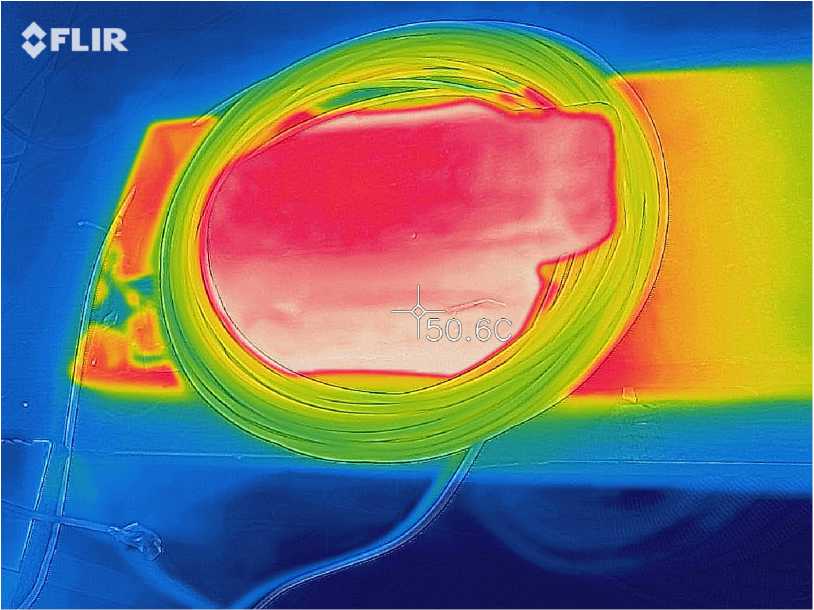
Р и с. 3. Тепловизионный снимок индукционного нагревателя
F i g. 3. Thermal imaging of an induction heater
Источник: снимок сделан с помощью тепловизора FLIR Л. Ю. Юферевым в лаборатории Федерального научного агроинженерного центра ВИМ (22.09.2020).
Source: the photo was taken using a FLIR thermal imager by L. Yu. Yuferev in the institute’s laboratory (September 22, 2020).
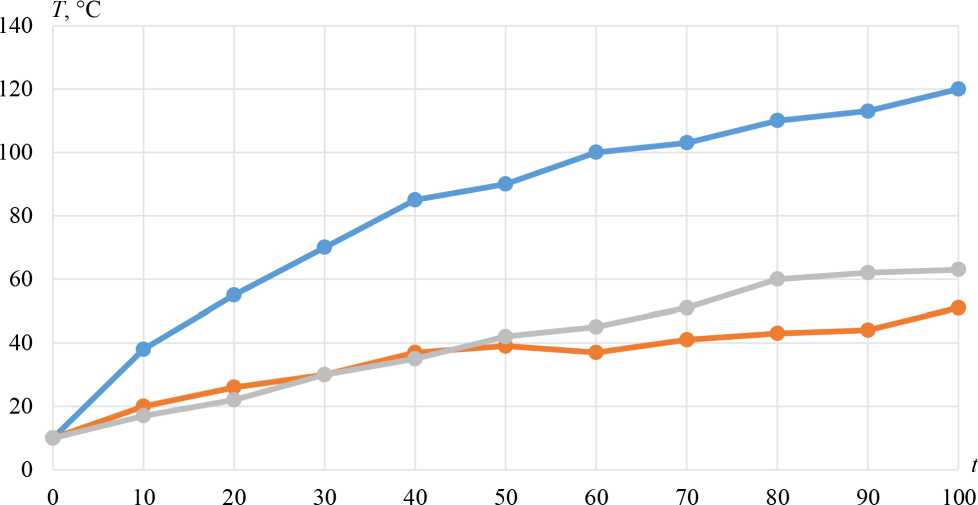
^^Температура технологического пятна /^^ь Температура индукционной катушки /
Technological spot temperature Induction coil temperature
-
—•- Температура башмака / Shoe temperature
Р и с. 4. Зависимость температуры нагрева элементов устройства от времени
F i g. 4. The dependence of the heating temperature of the device elements on time
Источник : составлено авторами статьи на основе лабораторных исследований.
Source: the diagram is compiled by the authors of the article on the basis of laboratory studies.
Для испытания разработанного оборудования в реальных условиях был проведен второй эксперимент при температуре наружного воздуха –21,7 °С. На рисунке 5 изображено начало эксперимента.

Р и с. 5. Начало испытания экспериментальной модели системы прямого индукционного нагрева металлических изделий, работающей в резонансном режиме на повышенной частоте
F i g. 5. The beginning of the experiment of an experimental model of a direct induction heating system for metal products operating in a resonant mode at an increased frequency
Источник: фотографии для рисунков 5, 6 сделаны при испытании способа индукционного нагрева О. А. Рощиным на территории Федерального научного агроинженерного центра ВИМ (11.02.2021).
Source: the photos for figures 5, 6 were taken during testing of the induction heating method by O. A. Roshchin on the territory of the institute (February 11, 2021).
Чтобы нагреваемая деталь адаптировалась к уличной температуре, ее выдержали в снегу в течение 4 часов (рис. 6).

Р и с. 6. Выдерживание изделия под снегом на морозе в течение 4 часов
F i g. 6. Keeping the product under snow in the cold for 4 hours
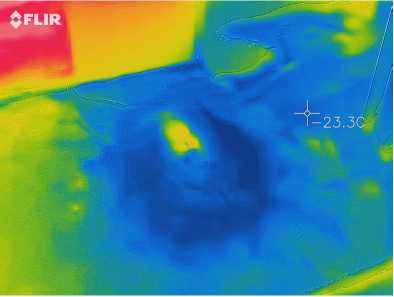
На рисунке 7 представлены тепловизионный снимок после включения нагрева (время нагрева составляло 1 ч) и снимок эксперимента через 2 ч.
a)

b)
Р и с. 7. Эксперимент нагрева подошвы рельса:
-
a) тепловизионный снимок начала нагрева детали (время нагрева 1 ч);
-
b) снимок нагрева детали (время нагрева 2 ч)
F i g. 7. The experiment of heating the sole of the rail:
-
a) thermal image of the beginning of the heating of the part (heating time 1 hour);
-
b) a snapshot of the heating of the part (heating time 2 hours)
Источник: a) снимок сделан с помощью тепловизора FLIR Л. Ю. Юферевым на территории Федерального научного агроинженерного центра ВИМ (11.02.2021); b) фотография сделана О. А. Рощиным на территории Федерального научного агроинженерного центра ВИМ (11.02.2021).
Source: a) the photo was taken using a FLIR thermal imager by L. Yu. Yuferev on the territory of the institute (February 11, 2021); b) the photo was taken by O. A. Roshchin on the territory of the institute on (February 11, 2021).
В результате эксперимента оказалось, что через 2 ч нагреваемая поверхность полностью очистилась от снега, при этом ее температура составляла +44,5 °С. Температура подушки башмака скольжения увеличилась на 70 °С, что может решить проблемы недогрева, описанные в монографии6.
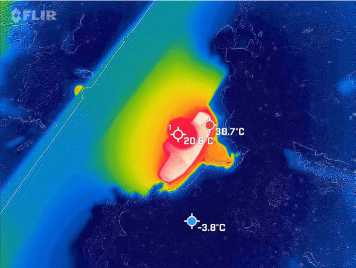
После лабораторных экспериментов были проведены исследования разработанного оборудования на испытательном железнодорожном кольце в Щербинке. Из-за отсутствия доступа к стрелочному переводу испытания проводились на фрагменте железнодорожного пути. Индуктор, состоящий из 20 витков провода ПВЗ-4, был намотан на рельсовое скрепление. При температуре окружающего воздуха –4 °C подошва нагрелась до температуры +45 °C за 40 мин (рис. 8).
a)

b)
Р и с. 8. Эксперимент нагрева подошвы рельса через 40 мин после включения:
-
a) тепловизионный снимок эксперимента нагрева подошвы рельса;
-
b) снимок эксперимента нагрева подошвы рельса
F i g. 8. The experiment of heating the sole of the rail 40 minutes after switching on:
-
a) thermal imaging of the experiment of heating the sole of the rail;
-
b) a snapshot of the rail sole heating experiment
Источник: a) снимок сделан с помощью тепловизора FLIR Л. Ю. Юферевым на территории Федерального научного агроинженерного центра ВИМ (11.02.2021); b) фотография сделана О. А. Рощиным на территории Федерального научного агроинженерного центра ВИМ (11.02.2021).
Source: a) the photo was taken using a FLIR thermal imager by L. Yu. Yuferev on the territory of the institute (February 11, 2021); b) the photo was taken by O. A. Roshchin on the territory of the institute (February 11, 2021).
Из полученных результатов (рис. 9) видно, что нагревается только металлическая деталь, находящаяся в магнитном поле, за 40 мин нагрев составляет около 50 °С. 678 Электротехнологии и электрооборудование
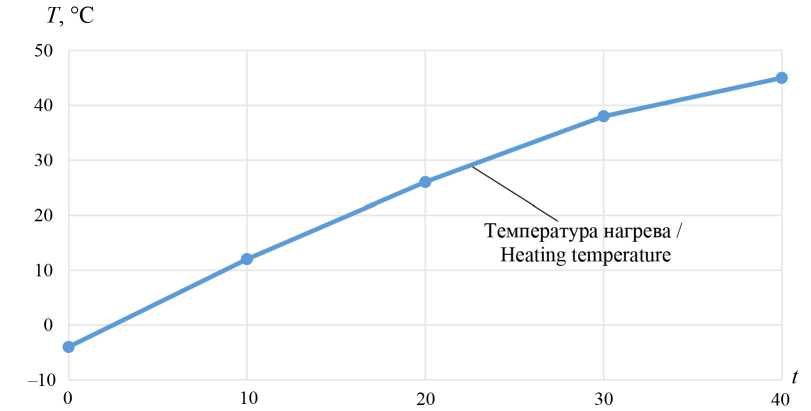
Р и с. 9. График нагрева рельсового скрепления
F i g. 9. Heating schedule of the rail fastener
Источник: составлено авторами статьи по результатам производственных испытаний.
Source: the diagram is compiled by the authors of the article based on the results of production tests.
Обсуждение и заключение. Разработанная технология индукционного нагрева металлоконструкций имеет преимущества за счет прямого, а не косвенного нагрева необходимых элементов, что снижает расход электроэнергии и позволяет объединить преобразователь электроэнергии с датчиками окружающей среды, благодаря чему система может работать в автоматическом режиме:
– низкий уровень электромагнитного излучения (до 100 мкТл/м);
– большое расстояние между генератором и индукторами (до 1 000 м);
– экономия электроэнергии по сравнению с действующими и предполагаемыми технологиями (менее 350 Вт.ч на каждый элемент при времени нагрева менее 1 ч);
– нагревается только подушка скольжения башмака стрелочного перевода, по которой скользит остряк рельсы, а не ТЭНы, передающие тепло рельсе, или весь стрелочный перевод;
– увеличение скорости нагрева до заданной температуры (до 70 °С/ч);
– простота применения технологии на стрелочном переводе;
– возможность применения одного передающего силового преобразователя на несколько нагреваемых элементов металлоконструкций за счет параллельного подключения нескольких индукционных нагревателей.
Расчетная и испытанная мощность одного индукционного нагревателя составляет 350 Вт [16]. При такой мощности можно нагреть детали массой 20 кг на 60 °С за 70 мин, при этом снег полностью растаивает. Рабочая частота в 10 кГц повышает уровень электробезопасности [17]: нагрев происходит только в нагреваемой детали, а не в индукторе или подстилке, на которой находится нагреваемая деталь.
Технология монтажа оборудования индукционного нагрева маталлоконструкций может производиться без вывода их из эксплуатации.
Результаты исследований показали возможность применения индукционного способа нагрева различных скользящих металлоконстркуций в зимнее время и могут быть использованы для проектирования подобных систем.
Electrical technologies and equipment 679
Список литературы Исследование индукционного нагрева скользящих металлоконструкций на повышенной частоте
- Басовский Д. А., Говоров В. В., Козлов И. С. Новое решение системы обогрева железнодорожных стрелочных переводов путей необщего пользования // Бюллетень результатов научных исследований. 2019. № 3. С. 38-45. URL: https://clck.ru/3EbcYZ (дата обращения: 25.05.2024).
- Ким К. К. Оптимизация энергопотребления системы электрообогрева железнодорожных стрелочных переводов // Бюллетень результатов научных исследований. 2021. № 1. С. 50-60. https:// doi.org/10.20295/2223-9987-2021-1-50-60
- Андреев В. Е., Лисицын А. И. Комплексная система электрообогрева и лубрикации стрелочных переводов // Путь и путевое хозяйство. 2020. № 2. URL: https://pph-magazine.ru/abstract/ article_post/annotacii-statej-no-02-2020-g (дата обращения: 25.05.2024).
- Зацаринная И. А., Кучеренко Д. Е., Кучеренко Р. Е. Повышение надежности асинхронного двигателя сельскохозяйственного назначения эксплуатируемого во влажной среде // Проблемы научной мысли. 2022. Т. 7, № 1. С. 158-161. EDN: TVAEYY
- Мазуха А. П. Вариант защиты навозоуборочного транспортера от обрыва при примерзании скребков и различных перегрузках // Воронежский научно-технический вестник. 2015. Т. 4, № 3. С. 63-66. URL: http://vestnikvglta.ru/gallery/elibrary_24353762_76034371.pdf (дата обращения: 25.05.2024).
- Мазуха А. П., Мазуха Н. А. Защита навозоуборочных транспортеров коровников от повреждения в зимнее время и при возможных перегрузках // Воронежский научно-технический вестник. 2017. Т. 1, № 1. С. 54-57. URL: http://vestnikvglta.ru/gallery/elibrary_29029219_53541238.pdf (дата обращения: 25.05.2024).
- Ершов М. С., Максютов С. Г. Контроль температурного режима и ресурса изоляции обмоток электрооборудования в процессе эксплуатации // Промышленная энергетика. 2009. № 4. С. 20-22. URL: https://npa.transform.ru/articles/html/06exploitation/expl000107.html (дата обращения: 25.05.2024).
- Система tripleS для обогрева стрелочных переводов // Железные дороги мира. 2011. № 4. С. 69-72. URL: https://zdmira.com/images/pdf/_dm2011-04_69-72.pdf (дата обращения: 25.05.2024).
- Королёв В. В., Шишкина И. В., Колосков Д. С. Системы обеспечения безотказной работы стрелочных переводов зимой // Путь и путевое хозяйство. 2020. № 11. С. 13-16. URL: https://pph-magazine.ru/abstract/article_post/annotacii-statej-no-11-2020-g (дата обращения: 25.05.2024).
- Колисниченко Е. А. Исследование влияния инфракрасного излучателя на удаление снега с подвижных частей стрелочного перевода // Вестник Ростовского государственного университета путей сообщения. 2016. № 1 (61). С. 107-112. EDN: VTFJPZ
- Ермоленко Д. В., Юферев Л. Ю., Рощин О. А. Результаты испытаний резонансной однопроводной системы передачи электроэнергии для индукционного нагрева рельсов стрелочного перевода // Вестник научно-исследовательского института железнодорожного транспорта. 2019. Т. 78, № 1. С. 48-53. EDN: ZIKXBJ
- Устройство для индукционного нагрева стрелочного перевода: патент 142522 Российская Федерация / Ермоленко Д. В. [и др.]. № 2014110730/11 ; заявл. 21.03.2014 ; опубл. 27.06.2014.
- Научно-технические основы разработки установки с индукционным нагревом для пастеризации молока / Е. Н. Неверов [и др.] // Инженерные технологии и системы. 2024. Т. 34, № 1. С. 128-144. https://doi.org/10.15507/2658-4123.034.202401.128-144
- Ermolenko D., Uferev L., Roshchin О. Electrical Supply of Railway Transport Infrastructure Objects at High Frequency // VIII International Scientific Siberian Transport Forum. 2019. P. 730-736. https://doi.org/10.1007/978-3-030-37916-2_71
- Ермоленко Д. В., Юферев Л. Ю., Рощин О. А. Результаты испытаний резонансной однопроводной системы передачи электроэнергии на объекты и инфраструктуры ОАО «РЖД» // Вестник научно-исследовательского института железнодорожного транспорта. 2018. Т. 77, № 5. С. 295-300. EDN: YMLZJZ
- Юферев Л. Ю., Рощин О. А., Александров Д. В. Математическое моделирование работы резонансной системы передачи электроэнергии // Электротехнологии и электрооборудование в АПК. 2023. Т. 70, № 2. С. 37-41.
- Юферев Л. Ю. Особенности работы однопроводных электросетей повышенной частоты // Сельскохозяйственные машины и технологии. 2017. № 4. С. 14-19. EDN: ZEHDYL
