Исследование изменения пластической анизотропии и кристаллографической структуры на различных этапах производства листов из технического алюминия

Автор: Гречников Федор Васильевич, Ерисов Ярослав Александрович, Сурудин Сергей Викторович, Петров Илья Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 т.22, 2020 года.
Бесплатный доступ
В работе установлена взаимосвязь между показателями пластической анизотропии (коэффициентами поперечной деформации) и параметрами строения материала, а также на примере прокатки технического алюминия Al99 исследовано изменение кристаллографии структуры и показателей анизотропии. В целом результаты исследований свидетельствуют о достаточно хорошей сходимости расчетных и экспериментальных данных, следовательно разработанные модели пластического течения анизотропного материала, учитывающие кристаллографическую ориентацию структуры, адекватно описывают анизотропию деформационных характеристик листовых материалов. Установлены кристаллографические ориентировки, способствующие увеличению коэффициентов поперечной деформации, а также приводящие к созданию трансверсальной изотропии. Проведенные исследования подтверждают принципиальную возможность формирования в листах заданной кристаллографии структуры, обеспечивающей повышение деформационных возможностей материала в процессе формообразования.
Пластическая анизотропия, кристаллографическая ориентация структуры, критерий пластичности, коэффициенты поперечной деформации, прокатка
Короткий адрес: https://sciup.org/148312637
IDR: 148312637 | УДК: 669.715 | DOI: 10.37313/1990-5378-2020-22-2-5-10
Research of plastic anisotropy and crystallographic texture evolution during production of sheets from commercial aluminum
The paper establishes a relationship between the indicators of plastic anisotropy (coefficient of transverse deformation) and the parameters of the structure of the material. It was also investigated the change of crystallography of the structure and anisotropy parameters on the example of rolling of commercial aluminum Al99. In general, the results of studies indicate a fairly good convergence of the calculated and experimental data, therefore the developed models of plastic flow of anisotropic material, taking into account the crystallographic orientation of the structure, adequately describe the anisotropy of the deformation characteristics of sheet materials. Crystallographic orientations contributing to an increase in the coefficients of transverse deformation are established and also leads to the creation of transverse isotropy. The conducted studies confirm the principal possibility of forming a given crystallographic structure in the sheets which provides an increase in the deformation capabilities of the material in the molding process.
Текст научной статьи Исследование изменения пластической анизотропии и кристаллографической структуры на различных этапах производства листов из технического алюминия
Характерной особенностью алюминиевых сплавов является склонность к формированию в листах при прокатке структуры с неблагоприятной кристаллографической ориентацией, что вызывает значительную анизотропию деформационных характеристик [1]. При последующем формообразований изделий из таких материалов происходит преимущественное развитие деформации по толщине листа и его разрушение, искажаются форма и размеры изделий, возникает фестонообразование и разно-толщинность стенки детали по его высоте, что в конечном итоге приводит к завышению размеров заготовок, увеличению веса конструкций [2-4]. Предлагаемые решения этих проблем
сводятся, как правило, к механическому учету фактора анизотропии в технологических расчетах и рекомендациям по соответствующей корректировке формы и размеров заготовки и инструмента [5-8].
С другой стороны, перечисленные выше недостатки алюминиевых сплавов могут быть устранены, если при прокатке целенаправленно формировать кристаллографическую ориентацию структуры с учетом требований процессов последующего формообразования заготовок в условиях конкретного напряженно-деформированного состояния [1, 9]. Однако, для решения этой задачи в технологических расчетах необходимо использовать показатели, количественно характеризующие кристаллографическую ориентацию.
Для характеристики направления преимущественного развития деформаций при пластическом течении широко применяются деформационные показатели анизотропии, к которым относятся коэффициенты Пуассона в пластической области или коэффициенты поперечной деформации, представляющей собой отношение логарифмической деформации по ширине к деформации по длине образца при его одноосном растяжении [1]. Как видно из определения, хотя коэффициенты поперечной дефор- мации характеризуют пластическую анизотропию материала, они не учитывают физических основ возникновения анизотропии свойств, т.е. кристаллографической ориентации структуры. А значит – не позволяют решить обратную задачу, т.е., исходя из требований пластического формообразования заготовок, определить наиболее эффективный состав компонент текстуры, который необходимо сформировать в процессе производства конструкционных материалов.
В связи с этим, в данной работе установлена взаимосвязь между значениями коэффициентов поперечной деформации и параметрами преимущественной кристаллографической ориентации структуры, а также на примере прокатки технического алюминия Al99 исследовано изменение кристаллографии структуры и показателей анизотропии.
ТЕОРЕТИЧЕСКИЕ ПОЛОЖЕНИЯ
Воспользуемся критерием пластичности, в основные уравнения которого введены параметры строения материала [9]:
22 { n 12 ( ° 11 - ° 22 ) + n 23 ( ° 22 - ° 33 ) + П 31 ( ° 33 — ° 11 ) +
+ 4
5 I 2 I 5 I 2 I 5 I 2
2 - - 7 12 I ° 12 + 1 2 - n 23 I ° 23 + 1 2 - n 31 I ° 31
где ° i - интенсивность напряжений; °y -компоненты тензора напряжений; ( i, j = 1, 2, 3; 1 – направление проката, 2 – поперечное направление; 3 – направление по толщине листа); Пу - обобщенные показатели анизотропии:
15 (A —1)I
П» — 1^i + А— Al ;
ij 3 + 2 A ' ( i j k 5 J
A - параметр анизотропии кристаллической решетки:
A — SUU—Sm;
2 S 2323
S ijkl
– упругие константы кристаллической решетки;
А i - параметры кристаллографической ориентации структуры:
А i — £ p { hkl К uv w а^ К uv w ; (4)
{ hkl }^ uvw^
{ hkl }( uvw^
p – весовая доля i -ой компоненты { hkl } ( uvw ); A { hkl } uvw^ – ориентационный фактор идеальной кристаллографической ориентировки { hkl } ^ uvw ^:
,9,9 ,9,9 ,9,9
{ hkl }( uvW) _ h i k i + k , l , + 1 , h i ,
А i i \ 2 ;
( h 2 + k 2 + l2 )
h i , k i , l i – индексы Миллера, определяющие i -е направление в кристалле относительно системы координат, связанной с образцом.
При использовании критерия пластичности (1) уравнения связи между линейными деформациями Ey и напряжениями ° ij с учетом параметров строения материала имеют вид:
E 11 — Т~ [ п 12 ( ° 11 — ° 22 ) + П 31 ( ° 11 — ° 33 ) ] ,
2 °i e22 — Т“i“[п12 (°22 — °11) + п23 (°22 — °33 )], (6) 2 °i
E 33 —Т“L[ п 23 ( ° 33 — ° 22 ) + П 31 ( ° 33 — ° 11 )] ,
2 °i где Ei - интенсивность напряжений.
Определим зависимость коэффициента поперечной деформации от направления в плоскости листа. Рассмотрим растяжение образца, вырезанного под углом а к направлению прокатки. В этом случае коэффициент поперечной деформации выражается следующим образом:
Ца — — EO+90^, (7) Еа где Еа+9о» - поперечные пластические деформации сжатия при линейном растяжении плоского образца; Еа - продольные пластические деформации растяжения.
Напряжения и деформации, которые возникают при растяжении образца, вырезанного под углом а к направлению прокатки, связаны следующими зависимостями с напряжениями и деформациями в главных осях анизотропии [10]:
° 11 — °а cos 2 а ,
• 2
° 22 — °а sin а , (8)
° 12 — °а sin а cos а , 2 . • 2 .
Еа — E ncos а + E 22 sin а + E 12 sin а cos а , (9) где °а - предел текучести при линейном растяжении образца, вырезанного под углом а к направлению прокатки.
Подставляя выражения (9) в (7), с учетом зависимостей (8) и (6) после преобразований получим:
Ц а — 1 — [ П 23 sin2 а + П 31 c oS2 а ] [ ( П 12 + П 23 ) sin4 а +
— 1 (10)
.
I 5 I
+ ( П 12 + Л 31 ) cos а + 61 j — n ,12 J sin а cos а
Используя зависимость (10), можно определить величину коэффициента поперечной деформации в любом направлении плоскости листа, если известны обобщенные показатели анизотропии материала. При этом выражения для коэффициентов поперечной деформации в направлении прокатки, под углом 45° к направ- лению прокатки и поперечном направлении запишутся следующим образом:
;
п 21 + п 31
4Л12 + п23 + п31 -10 ;
4Л12 - п23 - П31 -10
п 12 + п 23
МЕТОДИКА ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТА
Исследования проводились на слитках толщиной 400 мм из технического алюминия Al99, которые обрабатывались по маршруту, приведенному с указанием режима отжига, температуры нагрева под прокатку и степеней обжатия при горячей и холодной прокатке на рисунке 1. Остальные параметры соответствовали общепринятой технологии прокатки. На каждом этапе производства отбирались образцы для рентгеноструктурного анализа и механических испытаний.
Текстурные измерения в виде построения полюсных фигур осуществляли на образцах, вырезанных из поверхностных и серединных плоскостей по толщине листа. Плоскость съемки полюсных фигур была параллельна плоскости прокатки. Текстуру в виде неполных полюсных
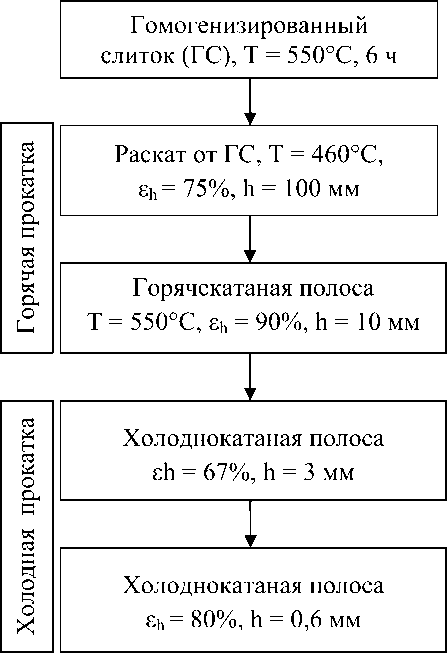
Рис. 1. Схема прокатки слитков из технического алюминия Al99
фигур {111}, {200}, {220} и {311} исследовали методом «на отражение» с использованием рентгеновского дифрактометра в CoK a -излучении. Функцию распределения ориентировок (ФРО) рассчитывали по экспериментальным полюсным фигурам. По полученным ФРО рассчитывали обратные полюсные фигуры для трех взаимно перпендикулярных направлений в образце (направление нормали к плоскости прокатки; направление прокатки; поперечное направление).
Из анализа сечений ФРО определяли преимущественные кристаллографические ориентировки и их объемные доли. Критерием адекватности выбора набора таких ориентировок являлся минимум величины среднеквадратичного отклонения между экспериментальной и рассчитанной по сумме отдельных ориентировок ФРО. Затем по формулам (4) и (5) рассчитывались ориентационные факторы текстуры. На основании результатов текстурного анализа по формулам (11) рассчитывались значения коэффициентов поперечной деформации.
Для изучения пластической анизотропии вырезали по 3 образца на каждое направление под углами 0°, 45° и 90° к направлению прокатки. Размеры образцов выбирались по ГОСТ 11701-84 и ГОСТ 1497-84 в зависимости от толщины листа. Испытания проводили на электромеханической испытательной машине. Коэффициенты поперечной деформации рассчитывали по формуле (7).
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
В результате текстурного анализа установлено, что в раскате из технического алюминия Al99 наблюдается неоднородность текстуры по толщине. Для поверхностного слоя гомогенизированного слитка характерны идеальные ориентировки {110}<233>, {123}<139>, {139}<123> (таблица 1). В центральном слое преобладают ориентировки типа { 127 } (123^ , { 139 } (123) , { 100 } (100). В центральном слое раската наблюдаются преимущественно ориентировки {130}<139>, {139}<123>, {100}<100>, а в поверхностном слое - {139}<123>, {100}<110>, {100}<100>.
Максимальные значения коэффициентов поперечной деформации соответствуют таким ориентировкам, как {110}<233>, {233}<123>, {110}<332>, {332}<203>, {123}<139>, {110}<100>, а минимальные ориентировкам {100}<100>, {100}<110>, {139}<123>, {130}<135>, {130}<139>, то, как видно из таблице 1, коэффициенты поперечной деформации принимают минимальные значения. Выравниванию коэффициентов анизотропии в плоскости проката способствуют ориентировки {110}<233>, {120}<125>, {120}<112>, {126}<124>, {332}<203>.
Таблица 1. Изменение преимущественных кристаллографических ориентировок при прокатке слитков из технического алюминия Al99
|
Состояние материала |
Основные ориентировки { hkl } yivw> |
Весовые доли ориентировок p { hkl }( uw |
Коэффициенты поперечной деформации ориентировок, p ija (определены по формулам (11)) |
||
|
№ |
Ц 1 |
Ц 12 |
|||
|
Гомогенизированный слиток (ГС), Т = 600°С, 6 ч (поверхность) |
{110}<233> {123}<139> {139}<123> {100}<100> {120}<125> {130}<135> |
0,3812 0,2908 0,1453 0,0702 0,0642 0,0482 |
0,663 0,500 0,284 0,500 0,401 0,294 |
0,561 0,480 0,523 0,142 0,484 0,503 |
0,425 0,715 0,284 0,500 0,523 0,326 |
|
Гомогенизированный слиток (ГС), Т = 600°С, 6 ч (центр) |
{120}<112> {123}<139> {110}<111> {113}<125> {135}<123> {100}<100> |
0,5385 0,2313 0,1457 0,0694 0,0081 0,0071 |
0,524 0,500 0,500 0,548 0,673 0,500 |
0,434 0,480 0,614 0,384 0,462 0,142 |
0,402 0,715 0,380 0,514 0,462 0,500 |
|
Раскат от ГС, Т = 460°С, sh = 75%, h = 100 мм (поверхность) |
{139}<123> {100}<110> {100}<100> {110}<100> {126}<124> {124}<123> |
0,3034 0,3033 0,2184 0,1686 0,0045 0,0019 |
0,284 0,142 0,500 0,500 0,415 0,414 |
0,523 0,500 0,142 0,391 0,458 0,552 |
0,284 0,142 0,500 0,857 0,404 0,414 |
|
Раскат от ГС, Т = 460°С, Sh = 75%, h = 100 мм (центр) |
{130}<139> {139}<123> {100}<100> {233}<123> {100}<110> {110}<100> |
0,3270 0,2981 0,1959 0,1689 0,0073 0,0028 |
0,421 0,284 0,500 0,541 0,142 0,500 |
0,387 0,523 0,142 0,640 0,500 0,391 |
0,489 0,284 0,500 0,567 0,142 0,857 |
|
Горячекатаная полоса Т = 550°С, Sh = 90%, h = 10 мм |
{100}<010> {139}<321> {320}<001> {125}<311> {331}<323> {311}<233> |
0,1056 0,1040 0,0915 0,0742 0,0624 0,0616 |
0,500 0,284 0,500 0,452 0,474 0,336 |
0,142 0,523 0,347 0,447 0,635 0,570 |
0,500 0,284 0,775 0,483 0,432 0,272 |
|
Холоднокатаная полоса sh = 67%, h = 3 мм |
{110}<332> {100}<010> {139}<321> {123}<153> {211}<111> {311}<011> |
0,1365 0,1232 0,1150 0,1035 0,1008 0,0864 |
0,663 0,500 0,284 0,705 0,499 0,272 |
0,561 0,142 0,523 0,441 0,614 0,570 |
0,425 0,500 0,284 0,537 0,380 0,336 |
|
Холоднокатаная полоса Sh = 80%, h = 0,6 мм |
{100}<010> {311}<233> {135}<132> {110}<111> {123}<139> {332}<203> |
0,1540 0,1404 0,1106 0,1104 0,0920 0,0915 |
0,500 0,336 0,673 0,500 0,500 0,550 |
0,142 0,570 0,462 0,614 0,480 0,603 |
0,500 0,272 0,462 0,380 0,715 0,659 |
Проверка достоверности разработанной модели взаимосвязи показателей анизотропии с характеристиками текстуры осуществлялась путем сопоставления значений коэффициентов поперечной деформации, вычисленных по формулам (11) по данным о текстуре образца и по формуле (7) по данным механических испытаний образцов на рас-
Таблица 2. Сопоставление расчетных и экспериментальных значений коэффициентов поперечной деформации технического алюминия Al99
В целом результаты исследований свидетельствуют о достаточно хорошей сходимости расчетных и экспериментальных данных, следовательно модель (10) отражает реальную анизотропию деформационных характеристик листовых материалов, а критерий пластичности (1) адекватно описывает пластическое течение анизотропного материала с учетом его кристаллографической ориентации структуры.
ЗАКЛЮЧЕНИЕ
Проведенные исследования формирования компонент текстуры и показателей анизотропии на основных стадиях прокатки, сопоставление расчетных и экспериментальных значений коэффициентов поперечной деформации подтверждают принципиальную возможность формирования в листах заданной кристаллографической ориентацией структуры, требования к которой можно сформулировать на основании анализа процессов формообразования листовых заготовок с использованием разработанного авторами критерия пластичности.
Исследование выполнено в рамках госзада-ния (тема FSSS-2020-0016).
Список литературы Исследование изменения пластической анизотропии и кристаллографической структуры на различных этапах производства листов из технического алюминия
- Гречников Ф.В. Деформирование анизотропных материалов (резервы интенсификации). М.: Машиностроение, 1998.
- Barlat F. Crystallographic texture, anisotropic yield surfaces and forming limits of sheet metals // Materials Science and Engineering. 1987. Vol. 91(C). P. 55-72.
- Engler O., Hirsch J. Texture control by thermomechanical processing of AA6xxx Al-Mg-Si sheet alloys for automotive applications - a review // Materials Science and Engineering A. 2002. Vol. 336. P. 249-262.
- Hutchinson W.B., Oscarsson A., Karlsson A. Control of microstructure and earing behaviour in aluminium alloy AA 3004 hot bands // Materials Science and Technology. 1989. Vol. 5. P. 1118-1127.
- Pegada V., Chun Y., Santhanam S. An algorithm for determining the optimal blank shape for the deep drawing of aluminum cups // Journal of Materials Processing Technology. 2002. Vol. 125-126. P. 743-750.
- Lo S.-W., Lee J.-Y. Optimum blank shapes for prismatic cup drawing - Consideration of friction and material anisotropy // Journal of Manufacturing Science and Engineering, Transactions of the ASME. 1998. Vol. 120(2). P. 306-315.
- Park S.H., Yoon J.W., Yang D.Y., Kim Y.H. Optimum blank design in sheet metal forming by the deformation path iteration method // International Journal of Mechanical Sciences. 1999. Vol. 41(10). P. 1217-1232.
- Demyanenko E.G., Popov I.P., Epifanov A.N. Simulation of plastic forming process of shells with minimal thickness fluctuations // Procedia Engineering. 2017. Vol. 201. P. 489-494.
- Erisov Y.A., Grechnikov F.V., Surudin S.V. Yield function of the orthotropic material considering the crystallographic texture // Structural Engineering and Mechanics. 2016. Vol. 58. Is. 4. P. 677-687.
- Eringen A.C. Mechanics of continua. - Robert E.Krieger Publishing Company, Inc., 1980. - 605 p.
