Исследование изменения температуры валка после вывалки из клети

Автор: Стриженко Анна Олеговна, Астахов Александр Анатолиевич, Мазур Игорь Петрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 2 т.16, 2016 года.
Бесплатный доступ
В настоящее время с повышением спроса на металлопродукцию все более жесткие требования предъявляются к качеству горячекатаного проката. Одним из важных критериев качества готового проката является поперечный профиль. В настоящее время существует ряд перспективных методов регулирования поперечного профиля. Одной из таких технологий является применение осевой сдвижки рабочих валков в клетях CVC. Поперечный профиль полосы формируется в чистовых клетях стана горячей прокатки в процессе обжатия валками, поэтому получение требуемого профиля во многом зависит от точности исполнения профилировки рабочих валков, а также работы системы автоматического управления профилем и плоскостностью (PFC). На работу системы PFC влияет множество факторов, одним из которых является тепловой профиль валка, изменяющий форму межвалкового зазора в процессе прокатки, а, следовательно, влияющий на поперечный профиль горячекатаных полос. Для учета этого влияния необходимо понимать особенности теплового состояния прокатных валков. Представлены результаты исследования изменения температуры валка после вывалки из клети, проведенного в условиях действующего производства. Данные, полученные на основе результатов математического моделирования и экспериментального исследования, позволили получить регрессионные уравнения, определяющие в любой момент времени после вывалки из клети разность температуры по длине бочки валка. Регрессионные зависимости в дальнейшем могут найти применение в оптимизации алгоритма начальной настройки стана в части корректировки положения осевой сдвижки рабочих валков в зависимости от остаточной температуры валков на момент завалки.
Температура, рабочие валки, профиль, математическая модель
Короткий адрес: https://sciup.org/147157013
IDR: 147157013 | УДК: 621.771.073.9 | DOI: 10.14529/met160221
Research of temperature change of the roll after dumping from the stand
At present, with the increasing demand for steel, strict requirements for the quality of the hot-rolled steel increase greatly. One of important criteria of the quality of the finished steel is a transverse profile. Currently, there are a number of promising methods of regulating the transverse profile. One of such technologies is the application of an axial shift of working rolls in CVC stands. A transverse strip profile is formed in finishing stands of the hot rolling mill during compression. Therefore, obtaining of the desired profile depends on the precision of the profiling of working rolls, as well as on the automatic control system of profiles and flatness (PFC). Many factors influence the PFC system, one of which is a thermal profile of the roll which changes the shape of the roll gap during rolling and, consequently, influences the transverse profile of hot strip. To account for this effect it is necessary to understand characteristics of the thermal state of rolls. The paper presents the results of the experimental study of the temperature change of the roll after dumping from the stand which was carried out in the current production. Data obtained on the basis of mathematical modeling and experimental studies yielded regression equations that determine the stand temperature difference along the length of the roll body at any time after dumping. Regression dependences can find application in the optimization algorithm for the initial mill setting to correct the position of the axial shift of working rolls, depending on the residual temperature of the rolls at the time of charging.
Текст краткого сообщения Исследование изменения температуры валка после вывалки из клети
Одним из основных направлений в области повышения качества металлопродукции является улучшение ее геометрической формы. Наиболее актуальной является проблема получения заданного поперечного профиля при прокатке полос на широкополосных станах.
Зачастую рабочие валки чистовой группы заваливают в клеть с температурой, отличной от температуры окружающей среды. Это связано с большим количеством времени, требуемым для полного остывания валков (более суток). Система управления профилем стана горячей прокатки производит начальную настройку с учетом того, что валки «холодные». В силу этого остаточный тепловой профиль валков привносит ошибку при формировании начальной выпуклости межвалкового зазора, что приводит к искажению поперечного профиля полосы. Это характерно для первых полос после перевалки, так как в дальнейшем система PFC скорректирует параметры прокатки по информации, поступающей с профилемера [1–2].
Для предотвращения подобных случаев необходимо при начальной настройке стана осуществлять корректировку положения осевой сдвижки на величину, компенсирующую имеющийся фактический тепловой профиль рабочих валков. Прямое измерение температуры перед завалкой – способ точный, но трудоемкий и требующий достаточно много времени, поэтому необходимо математическое описание процесса изменения температуры валков после вывалки из клети и до момента завалки.
Исследование температуры валков проходило в два этапа. На первом экспериментальном этапе производилось измерение температуры поверхности валков в цехе горячей прокатки и хронометраж времени прохождения валками технологических операций по подготовке их к эксплуатации. Температуру валков клетей № 8–10 измеряли при помощи термопары Tasto-therm MP 2000 с точностью измерения 0,1 %. Температуру валков клетей № 7, 11, 12 – тепловизионной камерой Baltech TR-1400 с точностью измерения ±2 % от показаний.
На втором этапе исследования температуры рабочих валков применялась разработанная ранее математическая модель теплового состояния рабочего валка [3]. На основании хронометрических замеров времени выполнили расчет изменения температуры валков клетей № 7–12 в течение 24 ч после вывалки из клети и сравнили с измеренной температурой валков, находившихся на различных стадиях остывания. Так как на формирование профиля оказывает влияние неравномерность температуры валков, то для сравнения экспериментальных данных и результатов моделирования в качестве критерия была выбрана разница поверхностной температуры в середине и полусуммы температур на краях бочки валка ∆ t . На рисунке представлены графики изменения величины ∆ t валков различных клетей во времени.
Анализ данных показывает, что выравнивание температуры по длине бочки валка наиболее интенсивно происходит в течение 6…8 ч после
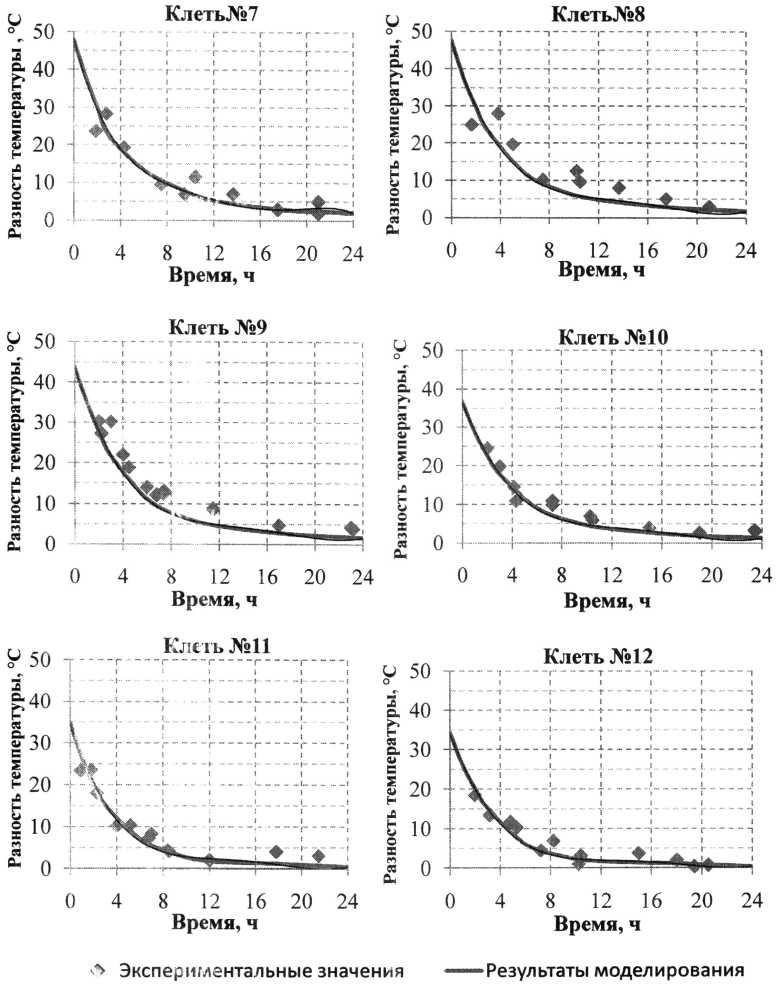
Изменение величины ∆ t валков чистовой группы клетей
вывалки из клети. Также следует отметить, что даже спустя 24 ч после вывалки разность температур ∆ t по длине бочки валка составляет 2…5 °С.
Аппроксимация результатов позволила получить уравнения, позволяющие в любой момент времени после вывалки валка из клетей № 7–12 определить разность температуры по длине бочки валка:
клеть № 7:
Δ t (τ)=8,67⋅10 - 4 τ 4 -0,052τ 3 +1,12τ 2 -10,91τ+47,78;
клеть № 8:
Δ t (τ)=7,32⋅10 - 4 τ 4 -0,046τ 3 +1,04τ 2 -10,73τ+47,52;
клеть № 9:
Δ t (τ)=6,43⋅10 - 4 τ 4 -0,040τ 3 +0,93τ 2 -9,75τ+43,84;
клеть № 10:
Δ t (τ)=6,09⋅10 - 4 τ 4 -0,037τ 3 +0,84τ 2 -8,43τ+36,57;
клеть № 11:
Δ t (τ)=6,06⋅10 - 4 τ 4 -0,038τ 3 +0,86τ 2 -8,57τ+34,52;
клеть № 12:
Δ t (τ)=5,65⋅10 - 4 τ 4 -0,036τ 3 +0,84τ 2 -8,53τ+34,15;
где τ – время прошедшее после вывалки из клети, ч.
Использование полученных регрессионных уравнений позволяет скорректировать исходное положение осевой сдвижки рабочих валков чистовой группы, тем самым сократить несоответствующую продукцию по профилю.
Список литературы Исследование изменения температуры валка после вывалки из клети
- Астахов, А.А. Исследования теплового состояния рабочих валков стана горячей прокатки/А.А Астахов, А.А. Чабоненко, И.П. Мазур//Республиканский научный журнал «Технология производства металлов и вторичных материалов». -Темиртау: Карагандинский ГИУ. -2011. -№ 2. -С. 99-105.
- Боровик, Л.И. Технология подготовки и эксплуатации валков тонколистовых станов/Л.И. Боровик, А.И. Добронравов. -М.: Металлургия. -1984. -С. 105.
- Астахов, А.А. Разработка модели для исследования теплового состояния рабочих валков станов горячей прокатки/А.А. Астахов, И.П. Мазур//Вестник ВГТУ. -Воронеж: ФГБОУВПО «ВГТУ». -2011. -Т. 7, № 11-2. -С. 83-86.
