Исследование износостойкости деталей гидравлических шестеренных насосов упрочненных электроискровым способом

Автор: Грохольский А.С.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технический сервис в АПК и промышленности
Статья в выпуске: 2 (11), 2016 года.
Бесплатный доступ
В статье представлена перспективная технология увеличения ресурса изношенных деталей гидравлических шестеренных насосов типа НШ-К электроискровой обработкой. Электроискровая обработка позволяет обеспечить ресурс восстановленных деталей на уровне 90-100 % от ресурса новых. Способ рекомендуется к внедрению на различных ремонтно-технических предприятиях, занимающихся восстановлением деталей и ремонтом сельскохояйственной техники.
Шестеренный насос, электроискровая обработка, установка, технология, ресурс, долговечность
Короткий адрес: https://sciup.org/14770147
IDR: 14770147 | УДК: 621.22:621.664:621.81.001.5.004.621.63:621.9.048.4
Nvestigation of wearability of parts of hydraulic gear pumps hardened by electro- spark method
Bstract. The article presents an advanced technology to increase resource of worn parts of hydraulic gear pumps of NSH-K type by electro-spark machining. Electro-spark machining enables to supply service life of reworked parts at the level of 90-100% of the service life of new parts. The method is recommended for implementation at the various repair and technical enterprises engaged in restoration of parts and repair of agricultural machinery.
Текст научной статьи Исследование износостойкости деталей гидравлических шестеренных насосов упрочненных электроискровым способом
Введение. В гидроприводах сельскохозяйственной техники российского производства широкое распространение получили гидравлические шестеренные насосы типа НШ-К: НШ-32А-2/3, НШ-50А-2/3, НШ-67-А, НШ-71А-3, НШ-100-2/3 (НШ-К)[1]. В качестве примера, на рисунке 1 представлен общий вид гидравлического насоса НШ-50А.

Рисунок 1 – Общий вид гидравлического шестеренного насоса НШ-50А
Шестерни гидронасосов изготавливают из стали 18 ХГТ, подвергают цементации на глубину 0,9...1,5 мм и закаливают до твердости HRC 58...62.
Корпус гидромашин типа НШ-К изготавливают из алюминиевого сплава АЛ-9 или АЛ-5 литьем в кокиль. При изготовлении корпус подвергают термообработки для достижения твердости НВ 76..Л07. [1]
При эксплуатации рабочие поверхности деталей шестеренного насоса подвергаются смятию, схватыванию, гидроабразивному, эрозионно-кавитационному и окислительному изнашиваниям [3].
В процессе работы насоса корпус, шестерни и поджимные платики находятся в сложном напряженном состоянии, которое приводит к износу составных частей гидронасоса. Это вызывает погрешности в зацеплении, что способствует увеличению амплитуды колебания давления и подачи, отрицательно сказывающихся на работе распределителей, исполнительных органов [4].
На ресурс шестеренного гидронасоса значительное влияние оказывает состояние: соединений: "торец шестерни-платик", "цапфа шестерни-обойма поджимная", "головка зубьев шестерен-колодец обоймы". Состояние соединений зависит от характера нагрузки, режима работы и свойств рабочей жидкости [5].
Исследование. Основной задачей при исследовании технического состояния насосов, является определение степени воздействия износов этих вышеуказанных соединений на напорное давление, производительность и объемное КПД насоса. Изучение степени воздействия различных факторов на ресурс шестеренного насоса позволило подобрать наиболее рациональных способ восстановления работоспособности его изношенных деталей и увеличения их ресурса - электроискровую обработку (ЭИО).
ЭИО позволяет получать покрытия толщиной не менее 300 мкм. Способ ЭИО основан на использовании импульсного электрического разряда, проходящего между электродами в газовой среде. В данной среде происходит разрушение материала электрода и перенос продуктов эрозии на деталь. Перенос материала осуществляется при температуре разряда 5000-11000 0С. ЭИО позволяет осуществлять сверхскоростную закалку поверхностного слоя детали до высокой твердости. При этом, толщина упрочненного слоя увеличивается с ростом энергии единичного импульса [2]. Необходимо отметить, что при механизированной ЭИО возможно управлять: энергетическими режимами генератора, частотой вращения детали, частотой вращения электрода, подачей электрода на оборот детали, числом проходов электрода по поверхности детали. ЭИО включает три метода: электроискровая наплавка (ЭИН), электроискровое упрочнение (ЭИУ) и электроискровое легирование (ЭИЛ) [2].
Схема разработанного в Орловском ГАУ технологического процесса восстановления шестеренных гидронасосов типа НШ-К электроискровой обработкой представлена на рисунке 2.
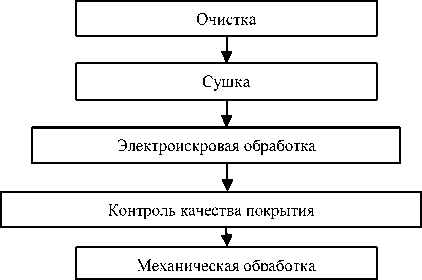
Рисунок 2 – Схема технологического процесса восстановления шестеренного гидронасоса типа НШ-К
Для восстановления изношенных поверхностей электроискровым способом рекомендуется использование установки UR-121 (рис.3). При касании электродом поверхности детали силовой разрядный элемент получает сигнал на открытие, и накопительный
конденсатор разряжается в момент отхода электрода от поверхности детали через электроискровой промежуток. В процессе отхода электрода от поверхности детали и разрыва электрической цепи начинается заряд накопительного конденсатора через зарядный силовой элемент. При механизированной ЭИО возможно управлять: энергетическими режимами генератора, частотой вращения детали, частотой вращения электрода, подачей электрода на оборот детали, числом проходов электрода по поверхности детали. ЭИО включает три метода: электроискровая наплавка (ЭИН), электроискровое упрочнение (ЭИУ) и электроискровое легирование (ЭИЛ).

1-генератор;
2-вибратор;
3- пластина;
4- кабели
Рисунок 3 - Общий вид установки UR-121
Вывод. Электроискровая обработка позволяет обеспечить ресурс восстановленных деталей на уровне 90-100 % от ресурса новых.
Способ рекомендуется к внедрению на различных ремонтнотехнических предприятиях, занимающихся восстановлением деталей и ремонтом сельскохояйственной техники.
Список литературы Исследование износостойкости деталей гидравлических шестеренных насосов упрочненных электроискровым способом
- Лезин П.П., Ионов П.А., Нуянзин Е.А. Анализ причин отказов шестеренчатых насосов и перспективы их восстановления/Технические и естественные науки: проблемы, теория, эксперимент (Межвуз. Сборник научных трудов). -Саранск: Ковьшк, Тип. 2002. С.73-77.
- Бурумкулов Ф.Х., Лялякин В.П., Пушкин И.А., Фролов С.Н. Электроискровая обработка металлов -универсальный способ восстановления изношенных деталей.//Механизация и электрификация сельского хозяйства, 2001, №4, С.23..28.
- Кузнецов Ю.А. Митюрева Н.В. Моделирование изнашивания МДО-покрытий (статья). Упрочняющие технологии и покрытия. №2.-2010. -С. 38-40.0,3/0,2
- Кузнецов Ю.А Гончаренко В.В.И Технологии высокоскоростного напыления (статья) Техника и оборудование для села. №8 (194).-2013. -С. 40-45. ISSN 2072-9642. 0,6/0,4
- Кузнецов Ю.А., Гончаренко В.В., Ферябков А.В. Моделирование изнашивания МДО-покрытий (статья) Техника и оборудование для села. №9(219). -2015. -С. 40-44.
