Исследование эффективности и динамики проектно-производственных процессов в авиастроении

Автор: Тлустенко С.Ф., Коптев А.А.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-1 т.12, 2010 года.
Бесплатный доступ
В статье рассмотрены вопросы постановки задач проектирования технологических процессов агрегатно-сборочного производства, методологии их оптимизации по критериям эффективности. Предложен метод исследования устойчивости стационарных состояний интегрированной проектно-производственной системы.
Структурные компоненты, устойчивость, стационарность, траектория, модели, показатели
Короткий адрес: https://sciup.org/148199374
IDR: 148199374 | УДК: 621.015
Study of the efficiency and dynamics of design production processes in the aircraft industry
The article discusses tasking design process aggregate assembly plant, the methodology of optimization of the efficiency criteria. A method for studying the stability of stationary states of the integrated design and manufacturing system.
Текст научной статьи Исследование эффективности и динамики проектно-производственных процессов в авиастроении
Каждый ТП можно охарактеризовать набором приписываемых ему структурных компонентов для моделирования текущего режима, а также весовы-ми характеристиками относительной важности этих компонентов в множестве структур моделей, например , в виде ориентированного графа производственной системы при расчете текущего режима функционирования.
Задача может быть решена в рамках предлагаемого способа формального выбора требуемого подмножества из фиксированного множества допустимых вариантов.
Пусть задано конечное множество структурных компонентов D={Dl,...,Dm}, i=l,m, включающее непересекающиеся подмножества Di={di1,...,dik}, конечное множество режимов a icj=j(dic,lj), i = 1,m, j = 1,n, с = 1,k, трактуются как значения с-го элемента структурного компонента Di вектор-строки в режиме функционирования lj, представленном вектор-столбцом. Каждому элементу подмножества Diмножества структурных компонентов D приписывается весовая оценка ω0ic, ω0i=(ω0i1,…,ω0ik), определяющая важность элемента dik для формирования структуры модели ТС.
Пусть Iij — столбец с номером j матрицы А(i). Выделим в матрице А(i) какие-либо b строк и пусть множество Mbij — логически упорядоченный набор из b элементов аibj матрицы А(i), стоящих на пересечении каждой из выбранных строк с j-м столбцом Mbij={ai1j,…,aibj}, b
Следовательно, область определения Mbij,– наборы значений подмножеств подмножества структурных компонентов Di на lj, а Fbij — оценка этих наборов. Следовательно, индекс b в функции Fbij будет определять количество возможных вариантов набора элементов (подмножеств) для каждого подмножества Di структурных компонентов при l j .
Функции Fbij будем считать монотонными: с увеличением мощности подмножеств значение F bij не убывает. Определены и имеются наборы чисел Pij, i=1,m, j=1,n, используемые при задании ограничений снизу на значения Fbij, а также заданы числа X icr , c=r, i=1,m, c,r=1,k, характеризующие возможную корреляцию между отдельными элементами в подмножествах Di при lj.
Из множества D структурных компонентов для каждого подмножества Di при lj из b вариантов необходимо выбрать подмножество Sopij ={di1j,…,dibj} таким образом, чтобы была удовлетворена система неравенств вида mxFbj (Mj) = minFbj (^(dj,-,^(dblj^P i = 1, m , j = 1, n
Такой подход позволяет показатели оптимальности Рij интерпретировать как уровни обеспечения значений критериев оптимизации для заданных условий разработки проекта технологической системы. Каждой из поставленных целей соответствует своя функция Fbij и свой уровень критериев Рij. Чем ниже уровень критериев, тем с меньшими затратами средств дос-тигается реализация проекта при определенных условиях производства.
Сложность любой системы обусловлена числом ее компонент и способом их взаимосвязи. Такая сложность относится к реализации системы. Исходя из вышеприведенных рассуждений, определим ТС как множество разнородных взаимодействующих единиц, в число которых включены проектная Х и производственная Y системы, образующие динамическую систему, описываемую двумя связанными автономными нелинейными уравнениями (автономность означает, что время не входит в качестве свободного параметра):
= f , ( X , Y , m ) (1)
— - f г ( X , Y , m ) (2)
Система эволюционирует в двухмерном пространстве состояний переменных Х, Y. В каждой точке траектории, заданной выбором конкрет- ных начальных условий Х(0)=Х10, Y(0)= Y10, наклон определяется величиной dY = A dX f, .
Особые точки (стационарное состояние) на траектории – это точки, в которых f2=0 и f1=0, т.е. не определена касательная. С другой стороны, замкнутые траектории, соответствующие периодическому режиму, имеют основной период, определяемый по формуле
T = (f--- dX---
J f ,( X , Y , m ) .
Исследуем устойчивость стационарных состояний, вводя малые возмущения х(t) от положения равновесия, а именно возмущения, удовлетворяющие ограничениям x(t) = X - X(t)| << E y(t) = Y - Y(t )| << v где e, v - положительные числа, задаваемые исходя из обеспечения стационарного режима.
Для данного стационарного состояния мы разлагаем правые нелинейные части динамических уравнений в ряд Тейлора относительно стационарного значения отдельной переменной и, если функции fi достаточно гладкие, удерживаем в разложении только линейные члены.
Мы получаем:
dx ( t ) dt
dy ( t ) dt
= ( X - X *) \ dfY |
^uw у X = X *
= (Y - Y4f I
ay
/ Y = Y *
(свободный член разложения Тейлора равен нулю). f( X *, Y *, m) = 0, dX *
так как dt
= 0 и
dY * dt
= 0 .
На функциональном уровне сложность определяется многообразием технологических действий в системе.
Рассмотрим задачу проектирования производственных процессов, связанной с необходимостью определения степени приоритетов весовых коэффициентов потоков в дугах графа системы как модели по условиям качества выполняемых сборочных операций. Например, трудоемкость сборочных операций Х или реализации сборочных процессов в систему поступают различные ресурсы D от управляющей структуры Х. Производственная система Y полученные ресурсы от Х преобразует на производстве в реальные агрегаты самолета. Следовательно, производственная структура Y должна обладать такими свойствами, которые обеспечивают выполнение проектных решений ТС с заданными показателями эффективности и качества. Для обеспечения жизнедеятельности в нее поступают денежные средства D финансово-кредитных структур, которые суммируясь с оборотными фондами и оборотными средствами проектной структуры Х, увеличивают сумму денежных средств этой структуры (Х растет на D). Производственная структура Y получает средства от Х на постановку производства изделий (авиационной техники). Наконец, производственная структура Y, вступая в контакт с рынком авиационной техники (заказы – денежные средства на производство изделий В) создает эту технику (рис. 1).
Такая схема применима к процессам производства в условиях возможной неоднозначности производственной ситуации.
Обозначим переменные состояния Хi и Yi при zi, zj через
^f- )
I a z, \ .• , (7)
V j 7 Z=Zj где bij – параметр, характеризующий взаимодействие и описывающий степень воздействия переменной Хi на переменную Yj , причем в общем случае bij= bji. Равенство bij =0 может указывать на отсутствие переменной Хi в многочлене fi. Элементы bij образуют так называемую матрицу взаимодействия В.
Линеаризованная система дифференциальных уравнений с возмущениями хi (t) в качестве неизвестных функций имеет теперь вид dzi N
§ (8)
или x=Ax.
Выбирая возмущения Х; ( t ) ~ e X t , получаем линейную систему
N
Xz = У bnz i ii ij j j=1
или в матричной форме Xz = Az.
Требование нетривиальности решений [zi(t) ?0] приводит в нашем случае к характеристическому уравнению
(bu-X) • (b 22 -X) - b12^b 2! = 0; (11)
X2 - (bn b 22 ) • X + (b^- b i2 ^b 2i ) = 0, (12)
которое можно представить в виде
X 2 - k X + у = 0 . (13)
В общем случае мы получим X12 = (X’+j X’’).
Возникающее стационарное состояние неустойчиво, если Re{ лi}<0 при i =1 и i=2. Если X’1= X’2=0 и X’’=0, мы имеем режим на границе области устойчивости, или нейтральную устойчивость; иначе говоря, система совершает периодическое движение с частотой X’’ по замкнутой траектории вокруг стационарного состояния, причем радиус траектории может быть малым но зависящим от начальных и граничных условий. Число возможных состояний системы может достаточно большим для всех возможных случаев в зависимости от параметров k и у, поэтому проведем исследование реальной системы (рис. 1)
Функционирование должно протекать следующим образом:
D + X —mX ,(14)
X + Y " >nY,(15)
X + B —k3^ C + B,(16)
где k1, k2, k3 – константы скоростей реализации проектов.
Соответствующие дифференциальные уравнения относительно Х и Y могут быть выведены непосредственно на основе подсчета приращений и убылей материально-финансовых средств и числа реализованных проектов. Например, Х возрастает со скоростью k1DX и убывает со скоростью k2XY, поэтому dX
— = kDX - k.XY
.
С другой стороны, Y возрастает со скоростью k2XY и убывает со скоростью k2BY, поэтому
— = k.XY - k.BY dt 2 3 .
Нелинейные правые части – многочлены – имеют вид:
f1 = k1DX – k2XY и f2 = k2XY – k3BY.
Параметры k1, k2, k3, D, B являются управляющими параметрами, заменяющими в формальных
Восстановление ресурсов
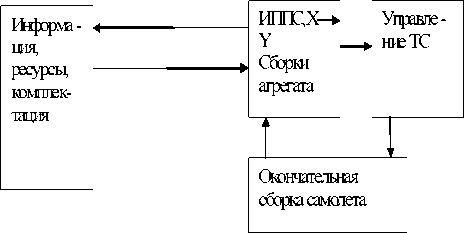
Рис. 1. Схема взаимодействия ТС сборки агрегата с ИППС уравнениях динамической системы - параметр р.
Определим стационарные состояния. Решая систему уравнений f1=0, f2=0, мы находим два вещественных решения
Стационарное состояние II. Производя анализ, аналогичный проделанному выше, но вычисляя теперь значения производных в точке Х*11 =0, Y*11 =0, получаем
X, * = К з В
' K 2 ,
Y * = K ' D ' K 2 ,
b" = K ' A b '2 = 0
b 21 = 0 b 22 = - K 3 B
X п* = 0 , Y n* = 0 . (20)
которые представлены на рис. 2.
Исследуем каждое из них на устойчивость.
КОНКРЕТНЫЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ПРЕОБРАЗОВНИЙ В ОПЕРАЦИЯХ СБОРКИ
Стационарное состояние I. Требуется вычислить собственные значения матрицы В линеаризованной системы, что сводится к вычислению коэффициентов bij. Получаем
Характеристическое уравнение в этом случае имеет вид
(K 1 D - X)- (K 3 B + X)=0 (24) и собственные значения оказываются равными X 1 = K 1 D >0 и X 2 = - K 3 B <0.
Стационарное состояние (0,0) неустойчиво.
Так как рассматриваемая система функционирует в пространстве состояний переменных Х,Y, то замкнутые траектории, соответствующие периодическому режиму, имеют основной период, определяемый по формуле
b ''
b 2'
b '2
b 22
5 f . ) a y ) * (f' Id Y
= K 3 B
T _f
dX
f ( X , Y , k ' , k 2 , k 3 , A , B ) .
= 0
*
где звездочка означает, что численные значения производных следует брать при
KB KD
X * = —3— y * = —'—
' K 2 , ' K 2
Из характеристического уравнения (13) находим
X = ±V K ' K 3 DB . (22)
Это означает, что стационарное состояние 1 нейтрально устойчиво и, когда система под действием слабого возмущения покидает это состояние, она переходит на периодическую траекторию, размеры которой определяются величиной возмущения, и описывает ее с циклической частотой, равной X = ± д/ K ' K 3 DB (двигаясьв про-
странстве состояний, где значения переменных растут от начала, всегда по часовой стрелке).
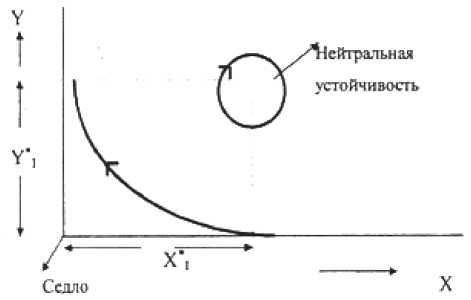
Рис. 2. Устойчивые режимы модели ИППС
При этом k1, k2, k3, D, B учитывают скорости протекания реальных процессов в системе и показатели, характеризующие систему, которые разбиваются в нашей системе на два уровня (проектный и производственный).
Отметим, что одним из эффективных методов в исследовании многокомпонентных производственных систем является интегральный метод в решении задач факторного анализа.
Развитие интегрированных проектно-производственных систем (ИППС) при разработке ТС представляет собой многофакторный процесс. В то же время организационная структура производственной системы, представляющая собой сложноорганизованную иерархию, определяет свойства функциональных элементов, упорядоченным образом связанных друг с другом , а изучение соотношений между этими элементами, составляет основу исследования операций.
Например, если Q является семейством всех независимых множеств графа G, то число a [G ] = max |S | является числом S e Q независимости графа G, а множество Si , на котором этот максимум достигается, становится наибольшим независимым множеством.
Такие соотношения подмножеств графа системы должны поддерживаться моделями проверок системы при неизвестном распределении времени ее безотказной работы . Известно только значение Р – квантиля tp функции F(F (tp) = P) , а также максимально возможное время работы системы F. Предположим, что мы исследуем фактор – интенсивность отказов:
X (u) = [ F(u + A ) - F(u) ] /G(u) , где
G(u)-1 - F(u), u > 0, A > 0 - неубывающая функция, найдем минимальную стратегию проверок Р’’ такую что
L'' = L(P' ',F'') = min L(P, F'') = min max L(P, F), P PF где L – функция издержек, трудоемкости процесса. Считаем что проверки в автоматизированных линиях сборки мгновенны, а проверка в момент Т обязательна. Если отказ прозошел до момента Т, то издержки равны C+Rt, т - время от момента отказа до его обнаружения.
Стратегию проверок ищем в виде
P {0 т < .„• t, -Т}, где ti (i=1, …,N; i=m+1) – моменты проверок, а в моменты tm+1=tp проверка может не проводиться. Предположение о том, что А=1, Т=1 не ограничивает общности решения. А – стоимость одной проверки.
Также имеем в этом случае:
n-1 n
L = A ^ G(t , ) +R £ G(t , )(t , + i -tl)- J G(t)• d(t)
1=0 l=00
l^m+1l
+ C • F(T).
При этом оптимальная стратегия от С – сложности компонент ТС не зависит. Следовательно, в результате практического решения такой задачи факторного анализ можно выделить три основных подхода к задаче повышения устойчивости и надежности ТС:
-
1) Физический – внедрение более совершенных с большим средним временем безотказной работы компонент системы;
-
2) Структурный – разработка методов и способов синтеза системы ТП и алгоритмов ее функционирования, в сочетании с требуемым техническими средствами;
-
3) Функциональный – проектирование эффективной системы управления с учетом реальной производственной среды.
Решение задачи представим также примерами компоновки системы с точки зрения структуры и ее функций в виде двух схем (рис. 3):
Соответственно надежность определяется:
Ra=A1 A2(2 – A1)(2 - A2); Rb =A1 A2(2 – A1 A2).
Тогда надежности двух схем при нагруженном резерве выражаются через надежность элементов
A1 иA2 , где A1 и A2 – функции времени, а из неравенства (1 - A 1 )( 1 - A 2 ) > 0 получим, R a > R6, где равенство возможно только при абсолютной надежности компонент ТС.
Следовательно, в графе системы сборки вводится два или более вариантов весов качества системы ТП, а плотность соответствующего подграфа определяется как фактическое максимальное число вершин графа. Тогда кликовое число графа как плотность вероятности состояния ТС в производственном потоке определяется степенью связности его вершин. Для снижения объема вычислений в этом случае применим систематический метод перебора, снижающий объем вычислении, и не требующий запоминания генерируемых независимых соответствует максимальной связанности его вершин. С другой стороны, степень независимости системы снижается в связи с увеличением числа компонент, обеспечивающих высокую функциональность и качество ТС. В целом при нахождении всех максимальных независимых множеств графа по исследуемым факторам с наибольшим числом вершин (порядка 20) предлагается использование метода последовательного перебора независимых множеств с одновременной проверкой каждого множества на максимальность значения исследуемого фактора путем добавления к исследуемому множеству дополнительной, не принадлежащей ему вершины и выяснения условий сохранения независимости с последующим запоминанием текущих максимальных множеств., полученных ранее, и становятся не максимальными на данном этапе решения. множеств с целью проверки их на максимальность ,допустим, способом сравнения с ранее сформулированными множествами.
Предлагаемый подход позволяет определить методику обеспечения устойчивости системы сборки по доминирующим критериям оптимизации производственных схем с учетом требований по качеству сборок и ритмичности поставок комплектующих. Для практического применения методики применимы соответствующие алгоритмы:
-
- алгоритм решения задач об оптимальном начальном запасе и графиках поставок по критерию минимума среднего запаса;
(a)
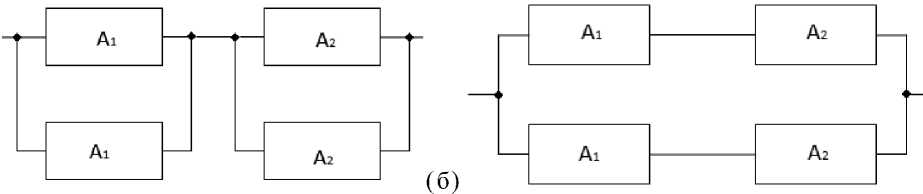
Рис. 3. Две схемы структурных соединений компонент рабочих мест исполнителей
-
- алгоритм определения практического приближения к оптимальному управлению по математическому моделированию и способами управления технологическими системами.
Проблема управления системой сборки в данной постановке занимает важное место в теории автоматического управления процессами на производстве. Она обеспечивает реализацию концепции упреждающего управления ,которая основана на том, что значение управления в текущий момент времени t менее подвержено действию различного рода возмущений, если найдено с учетом знания будущего поведения системы на интервале времени ( t, t + h ) длины h > 0. Применительно к дискретной системе с интервальными коэффициентами концепция требует прогнозирования состояния сборочного пространства на несколько тактов времени вперед, т.е. представления его в виде линейной комбинации неопределенных векторов. Если потребовать, чтобы линейная комбинация совпадала с положением равновесия, то естественно приходим к необходимости решения линейного алгебраического уравнения с интервальными оценками коэффициентов. В данном случае используется понятие частного решения в пределах возможности универсальных решений интервальных задач. Оно позволяет найти стабилизирующее управление в виде линейной функции текущих координат потоков сборки, оценить степень близости решения дискретной системы к положению равновесия, получить условия на интервальные коэффициенты, гарантиру-ющие притяжение траекторий замкнутой системы к положению равновесия.
ЗАКЛЮЧЕНИЕ
Предлагаемая методика выбора модели ТС, методов ее оптимизации и определение стационарных устойчивых состояний позволяет при удовлетворении заданным и начальным граничным условиям вычислять такие параметры производственных процессов, которые соответствуют устойчивости функционирования агрегатносборочного производства. Обеспечивается также возможность мониторинга сборочного производства в непрерывном режиме. Предлагаемая методика расчета параметров устойчивости и стационарности системы позволяет в процессе проектирования операций сборки прогнозировать возможные критические состояния производства с большой вероятностью роста интенсивности отклонений. Способ выбора моделей ТС с введением и ранжированием весовых характеристик дуг графа как моделей общей системы позволяет проводить необходимую в производственных условиях работу по перераспределению потоков в системе для обеспечения устойчивых состояний отдельных рабочих мест исполнителей в допустимых режимах работы, освоения других изделий и более совершенных технологий, например, GPPM. Предлагаемый подход связан с решением задач контроля сборочных процессов и получения количественных и качественных оценок их эффективности. В этом случае обеспечивается планомерное наращивание показателя прироста качества и стоимости создаваемого изделия при расходе некоторых ограниченных ресурсов. Установлены основные предпосылки обеспечения устойчивости ТС, базирующиеся на аппарате математического моделирования и решения адекватных систем линейных и дифференциальных уравнений, что позволяет представлять текущую информацию в общей информационной системе предприятия в цифровом виде для обработке в автоматизированной системе проектирования и управления производством.
Список литературы Исследование эффективности и динамики проектно-производственных процессов в авиастроении
- Крон Г. Тензорный анализ сетей. М.: Советское радио, 1978. 720 с.
- Партыка Т.Л., Попов И.И. Математические методы. М.: Инфра М; Форум,2007,464 с.
- Лазарсон Э.В. Теория и методы решения многовариантных неформализованных задач выбора. Моногр. Пермь: Изд-во Перм. гос. техн. ун та, 2008. 270 с.
- Белковский С.В. Низамутдинов О.Б. Постановка задачи синтеза оптимальной структуры распределенных АСУТП//Теоретические и прикладные аспекты информационных технологий: Сб. научн. тр., Пермь: НИИУМС, 2002.
