Исследование эффективности электроплавки окатышей в дуговой печи при дожигании оксида углерода топливно-кислородными горелками

Автор: Степанов Виктор Александрович, Крахт Людмила Николаевна, Меркер Эдуард Эдгарович, Кем Александр Юрьевич, Харламов Денис Александрович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 (85) т.16, 2016 года.
Бесплатный доступ
Рассмотрены особенности нагрева и плавления железорудных металлизованных окатышей (ЖМО) с применением способа подачи окатышей через осевые каналы электродов. При использовании данной системы подачи железорудного сырья через отверстия в электродах сыпучие окатыши попадают в зону влияния электрических дуг на расплав, что обеспечивает высокую скорость их плавления. При этом улучшаются технико-экономические показатели электроплавки в дуговой сталеплавильной печи (ДСП). Применение топливно-кислородных горелок с подачей кислорода позволяет оптимизировать процесс плавления железорудных металлизованных окатышей, улучшая условия шлакообразования, нагрева, обезуглероживания металла с дожиганием отходящих горючих газов (СО, Н2, и др.) в дуговой печи.
Металлизованные окатыши, электроплавка, электрод, дуговая печь, дожигание газов, электрическая дуга, горелка
Короткий адрес: https://sciup.org/14250215
IDR: 14250215 | УДК: 669.187.66.045 | DOI: 10.12737/19700
Research of pellet electrosmelting efficiency in arc furnace under the carbon oxide post-combustion by fuel oxygen burners
Some features of heating and melting iron-rich pellets (IRP) by the method of charging the pellets through the axial ducts of electrodes are considered. When using this system of supplying iron ore raw materials through the holes in the electrodes, loose pellets fall into the impact zone of the electric arcs on the melt that ensures a high speed of their fusion. At the same time the technical-and-economic indices of the electrosmelting in the electric arc furnace (EAF) are improved. The use of the fuel-oxygen burners allow optimizing the IRP melting process improving the slagging conditions, heating, metal decarburization with post-combustion of final burning gases (CO, H2, etc.) in the arc furnace.
Текст научной статьи Исследование эффективности электроплавки окатышей в дуговой печи при дожигании оксида углерода топливно-кислородными горелками
Введение. Производство стали в дуговых сталеплавильных печах — современная технология плавки высокого уровня [1–2]. Эффективность технологии электроплавки железорудных металлизованных окатышей (ЖМО) в дуговой сталеплавильной печи (ДСП) зависит от теплового состояния ванны жидкого металла, метода загрузки и скорости плавления ЖМО в ней, окисленности шлака и металла, степени обезуглероживания расплава [3–5]. Известно применение в реальных производственных условиях плавки ЖМО в ДСП топливно-кислородных горелок (ТКГ) для подачи кислорода, газа и угольной пыли с целью интенсификации процессов шлакообразования, нагрева и обезуглероживания в рабочем пространстве печи [6–8].
Машиностроение и машиноведение
Цель настоящей работы — исследование особенностей дожигании оксида углерода в ДСП топливнокислородными горелками и установление их влияния на эффективность электроплавки ЖМО.
Результаты и их обсуждение . Исследования, выполненные в лабораторных и производственных условиях, показали, что подача ЖМО в расплав ванны дуговой печи, в зону воздействия электрических дуг, интенсифицирует технологические процессы электроплавки стали за счет повышения скорости нагрева и плавления окатышей в расплаве [9-10]. При этом установлено, что быстрый и экономичный нагрев ЖМО в значительной мере определяется скоростью загрузки окатышей в ванну жидкого металла.
Выбор скорости загрузки ЖМО ( Vок , кг/с) осуществляется с учётом текущего теплового состояния ванны, которое зависит от тепловой мощности печи и скорости плавления порций окатышей ( Vпл , кг/с) в агрегате. При этом общая продолжительность нагрева и плавления окатышей (т К , , с) зависит от общей тепловоспринимающей поверхности слоя ЖМО ( F0K , м2) и его массы (2 т ок , кг).
В работе использовалось следующее обобщающее выражение для расчетов:
Т OK = ( F ok • П -Р ок " Г к )Ф^), (1)
где F ок = 4 п - г о ,; гок — радиус окатыша; 2 ток = n • ток ; n — количество окатышей; т ок = (4 / 3) п - г ок • р ок ; р ок — плотность материала окатыша, кг/м 3 .
Учитывая, что поверхность порций ЖМО за некоторое время достигает температуры плавления (Тпл(пов), оС), а внутри каждого окатыша сохраняется пониженная температура (Ток(в), оС), то суммарное время нагрева и плавления окатыша то, будет равно ок τ∑
р ок " [ С ок ( Тпл ( пов ) Т ок ( в ) ) + ^ Н пл ] ‘ r ок
ср qок где №пл — удельная теплота плавления окатыша, Дж/кг; Сок — удельная теплоёмкость окатыша, Дж/ (кг К); qссрк — усреднённый тепловой поток на поверхность слоя ЖМО при нагреве его от Ток(в) до Тпл(пов), который равен пл ( пов )
Ч ср = J а эф • ( Тр - Т ок ( в ) ) d Т
Т ок ( в )
где а э ф — эффективный коэффициент теплоотдачи, Вт / (м2 К); Т р — температура расплава в печи, К .
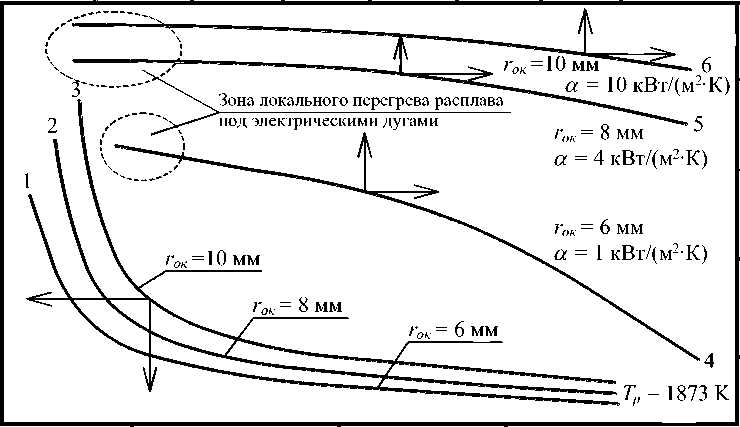
Анализ приведённых выражений показывает, что при постоянстве физических свойств ( рок , Сок , ^Нпл ) и массы окатышей (ток), суммарное время ток и скорость их загрузки (Vок ) в ДСП зависит от факторов теплового состояния ванны (Тр ,оС) и эффективности теплообмена (аэф ) в системе «окатыш — расплав». На рис. 1 представле ны результаты расчётов значений т^к в зависимости от Тр и аэф для разных данных по r ок при условиях подачи ЖМО в зону высоких температур под электроды в печи и вне этих электродов.
ок т s ,c
3100 2900 2700 3100 23 00 2100 1900 T p , K
* ■ ■ ■ ■ ■ ■ 0
40-
30-
20-
10-1
ь io ток, c
5,5
a , кВт/(м2К)
Рис. 1. Зависимость суммарной продолжительности плавления единичного окатыша т ок от эффективного коэффициента теплоотдачи а эф (кривые 1-3) и температуры расплава Т (кривые 4-6): 1, 2, 3 — т ОК ЖМО радиусом 6, 8, 10 мм при Tp =1873 K , соответственно; 4, 5, 6 — т ОК ЖМО радиусом 6, 8, 10 мм и коэффициентом теплоотдачи 1, 4 и 10 кВт/(м2 • К)
Из полученных данных следует, что продолжительность плавления окатыша снижается (т ОК ^ min) при увеличении α эф и уменьшении r , причём при подаче ЖМО под электрические дуги (кривые 4, 5 и 6) общее время τ ок в 2-3 раза ниже (кривые 1, 2 и 3), чем при условии подачи окатышей вне зоны непосредственного влияния дуг.
В лабораторных условиях для оценки влияния степени обезуглероживания ванны на скорость плавления ЖМО, металлизованные окатыши расплавляли в тигле с жидким металлом, при этом перемешивание осуществляли продувкой азотом. Оценивали зависимость скорости плавления ЖМО ( Vпл , кг /с) от степени перемешивания расплава ( VN , м3 /с) и содержания углерода в окатышах. Из полученных данных (рис. 2) можно сделать вывод о заметном влиянии на скорость плавления окатышей в металло-шлаковой ванне содержания в них углерода и интенсивности продувки расплава газообразным азотом, что можно соотнести со скоростью обезуглероживания ванны.
В производственных условиях при подаче потока ЖМО через полые электроды в подэлектродное пространство совместно с сыпучими добавочными материалами (известь, коксик) наблюдается повышение вспениваемости шлака, что позволяет повысить эффективность работы ДСП. При этом снижение расхода электроэнергии составило 8,878 ГДж или 16,4 кВт ч/т стали, что согласуется с данными [10]. При подаче кислорода через сопла ТКГ на шлак и металл часть О2 расходуется на дожигание СО , а остальная часть — на окисление углерода в металле, т.е. Vc = К1 • q0 = f (А[O]), где К1 — стехиометрический коэффициент; q0 — скорость поступления О2 в расплав, с-1 . При этом окисленность металла А[O] = [O]ф - [O]р , где [O]ф и [O]р — фактическое и равновесное содержание О2 в объёме металла соответственно. Равновесное с углеродом содержание кислорода в металле равно [O]р = рсо / (КС •[C] • fC • f0), где рсо — давление выделения пузырей СО , H/м2; КС — константа равновесия реак ции окисления углерода; [C] — содержание углерода в расплаве, % ; fC и f} — коэффициент активности углерода и
Машиностроение и машиноведение
кислорода.
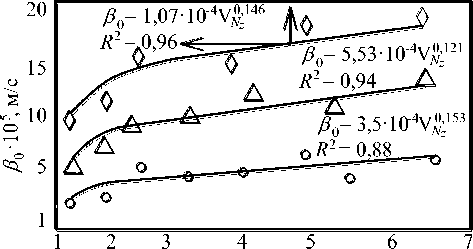
О 1, T = 1300 °C К 2, T = 1400 °C 0 3, T = 1475 °C
Расход азота на перемешивание расплава V n z '10 6 м3/с
а)
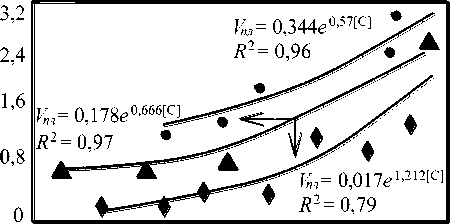
• 4, V nz = 6,2^106 м3/с ▲ 5, V nz = 3,5^10 " 6м3/с ф 6, V nz = 0 м3/с
1,5 2,0 2,5 3,0 3,5 4,0
Содержание углерода в расплаве [C], %
б)
Рис. 2. Зависимость коэффициента массоотдачи от расхода азота при различных температурах его нагрева (а) и влияние содержания углерода в расплаве на скорость плавления окатышей при различных расходах азота (б)
Из анализа приведённых выражений следует, что чем выше содержание [ C ], тем меньше значение [ O ] , а следовательно выше перепад А [ O ], что приводит к повышению скорости обезуглероживания металла, т.е. Ус ^ max . Это обстоятельство показывает, что вспенивание шлака и погружение электрических дуг в шлак интенсифицирует процессы нагрева и плавления окатышей в ванне дуговой печи [5, 7-9, 10].
Эффективность энергосберегающих условий электроплавки ЖМО в ДСП определяется взаимосвязью уровня теплопитания ванны ( А qe , Вт ) и фактическим расходом окатышей ( Уок , кг/с в соответствии с выражением:
Аqe = GT- Cm (dT) = ( Go + Vok - t) - Cm - V (4) d t где Gt = G0 + Vok - t — текущая масса металла в печи по ходу загрузки ЖМО в ванну, кг; G0 — начальная масса в пе чи от расплавления скрапа, кг; Cm — средняя теплоёмкость металла в печи, Дж/(кг^оС); т — время загрузки ЖМО в печь, с; Vt — скорость нагрева металла в ДСП, оС/с.
После преобразования выражения (4) формула расчёта расхода окатышей по ходу электроплавки имеет вид:
V ok = (/ q ; - G o )/ t . (5)
С т + V t
Эффективность электроплавки ЖМО в ДСП определяется необходимостью соблюдения оптимального соотношения между показателями расхода окатышей ( Уок , кг / с) и скоростью их плавления (Упл , кг /с) в ванне агрегата, т.е. Уок < Упл = ток - n / т , где ток — масса окатышей, кг; n — количество одновременно плавящихся окатышей на поверхности металла под дугами; т — время плавления окатыша, с. При попадании порций ЖМО в расплав на поверхность испарения металла (менисков под дугами) значение n = 0,9069 - (3 - Sмен)/ Sok , где 0,9069 — коэффициент размещения окатышей в слое при их наилучшем заполнении поверхности менисков (3 - Sмен, м2 ); SMeH = 2п(Lg + гэ) - h , где Ld — длина дуги, м; r — радиус электрода в печи, м; SOK = п-r2К — поверхность, которую занимает один окатыш, м2; r0K — средний радиус окатышей, м.
С учётом вышеизложенного оптимальное соотношение для электроплавки окатышей в печи имеет вид:
Уок / Vпл = К0(хэ), где К0(хэ) — критерий оптимального хода плавки стали в ванне ДСП. С учётом преобразований и при т = п- r -р значение К имеет вид:
ок з ок ок ( А . Э .)
К 0( х . э .) = ( =q- - ^ о )/( 4 п- d - n ). (6) С т - V t 3
Из анализа выражения (6) следует, что если критерий оптимальности больше единицы, то снижается скорость плавления ( У л ^ min), а если К 0( х э ) < 1, то скорость загрузки окатышей повышается ( Уок ^ max ), но при этом падает значение Упл по ходу процесса плавки. По ходу электроплавки ЖМО теплоусвоение ванны A qe = О в - т / G T , а загрузку окатышей в дуговую печь осуществляют в зависимости от теплового состояния ванны ( QB ,Вт • ч/т) с учётом погружения тепла от электрических дуг ( Q g ,Вт • ч/т) и дожигания ( Qc0 , Вт • ч/т) оксида углерода ( СО ) струями кислорода ТКГ во вспененном шлаке агрегата, то есть
Q e = ( б д + Q Ж ) - ( Q Ифзл + О Ш ), (7) где Q g — тепловая мощность всех электрических дуг в печи, Вт - ч / т ; О ф, и О ШЛ — потери тепла через футеровку и шлаком, Вт^ч/т.
Струи кислорода из сопел ТКГ по ходу движения до поверхности шлака и в объёме шлака взаимодействуют с потоком СО , выделяющегося из ванны, с последующим его дожиганием по реакции СО + 0,5 - О 2 ^ СО 2 с выделением тепла около 12,5 МДж/м3. Объём выделяющегося СО из ванны печи определяется по формуле:
У СО = 28/12( Ус - G т + У ок - [ C ]) /( G о - 100 - р со ), (8) где V c — скорость обезуглероживания металла в ванне ДСП, %[ C ]/ c ; р co — плотность газа пузырей, кг/м3 . Значение О ДО = V co - Q co -т / G T , где Qco — тепловой эффект реакции дожигания 1 м 3 СО до СО 2 , равный ® 12500 кДж / м 3 .
Эффективность режима дожигания СО струями ТКГ во вспененном шлаке оценивается двумя параметрами: КПД дожигания СО , равным п со = СО2 / ( СО2 + СО ) и эффективностью теплопередачи Кэф = A ц С / О ДО. , где A ^ СО — доля энергии дожигания СО , переданная шлаковой ванне.
а)
Машиностроение и машиноведение
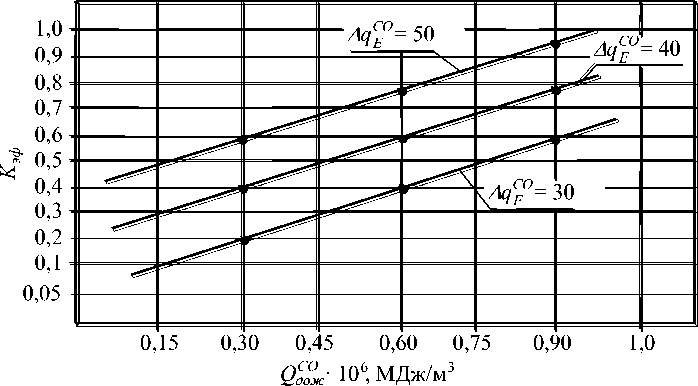
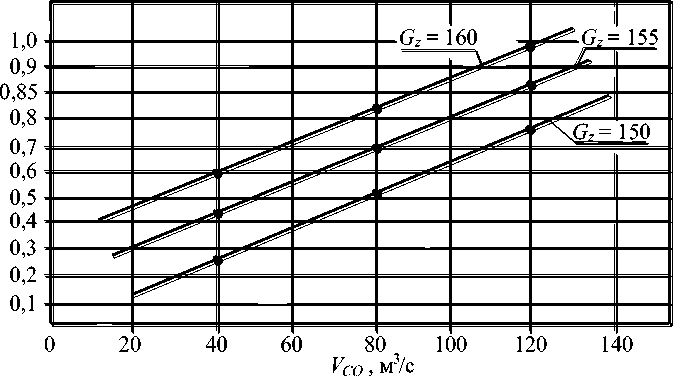
Рис. 3. Зависимость количества выделяемой энергии ( а ) при дожигании СО ( О СО , МДж/м 3 ) от скорости его выделения из ванны ( Vc о , м 3 /с) при различных значениях массы металла в печи по ходу загрузки ЖМО в расплав ( GT , кг); влияние Q ^ 0 ( б ) на коэффициент эффективности теплопередачи от газов к шлаку ( K эф ) при различных долях энергии дожигания СО , передаваемой шлаковой ванне ( A q EO , % ) в ДСП
Из полученных данных следует, что с увеличением объёма выделяемого из ванны СО ( VC0 ^ max ), количество образуемой энергии ( О СО ,МДж/м3) в печи возрастает по мере увеличения массы металла ( G т ^ max ) в ванне. При этом по мере возрастания величины теплоты дожигания О СО коэффициент эффективности теплопередачи ( К эф ) от потока дожигаемого газа к ванне в печи возрастает при создании условий увеличения Δ q ECO . Установлено, что эти условия выполняются при, например, вращении топливно-кислородного факела от ТКГ, повышении скорости его истечения из горелки или увеличении угла её наклона к поверхности ванны.
При организации дожигания СО струями О 2 от ТКГ в условиях заглубления факелов дожигания во вспененный шлак механизм теплопередачи соответствует условиям при погружном горении, которое отличается высокой эффективностью теплообмена ( К эф ^ 1). Шлаковая ванна нагревается со скоростью 5-10 ° С / мин и за счёт интенсивной её циркуляции от обезуглероживания и плавления ЖМО тепло передаётся металлу. Теплообмен между шлаком и ванной металла ускоряется за счёт VC ^ max и выбрасывания капель металла в шлак с последующим их оседанием в металл с более высокой температурой. Поскольку скорость поступления в шлак тепла от дожигания СО составляет О ш = Vt ' G ш ' с ш , где Vt — скорость нагрева шлака; Сш и с ш — масса шлака и его удельная теплоёмкость соответственно. При массовой скорости поступления капель (брызг) металла в шлак V k их массовая доля в шлаке будет К , тогда масса металлических капель в шлаке составит G k = С ш • К . При этом продолжительность пребывания капель металла в шлаке будет т к = G k / Vk , а уровень нагрева их за это время равно A tk = Vk -т k , °С Перенос тепла при оседании капель в ванну металла составит Qk = Vk ■ т k ■ c m , где c m — удельная теплоёмкость капель металла, Дж/(кг • ОС).
На основе совместного рассмотрения равенств для Ош и Qk получим соотношение:
О ш / Q k = ( c k - к )/( c m. к + (1 - к ) . c m ). (9)
Экспериментально установлено, что с увеличением расхода О 2 , идущего на дожигание СО значения О ССОж , Qk и VC возрастают, что интенсифицирует теплопередачу в системе «шлак — металл» за счёт стремления К эф и A q 1 ° ^ max. При этом коэффициент полезного теплоиспользования в дуговой печи равен:
П КПТ = 1 - [( Ог ух + Ч пот -т пл )/( О^ кз + О О + О к )], (10) где О у — потери тепла с уходящими газами и пылью; qnom — удельные потери тепла через футеровку агрегата; О Рз — тепловой эффект реакции окисления углерода и других составляющих химсостава ЖМО.
Анализ выражений (5), (7)–(10) показывает, что при использовании режима дожигания СО в шлаке струями О2 от ТКГ параметры Vt , QСдоОж , Qk и ηКПТ существенно возрастают, что в целом интенсифицирует теплообмен между шлаком и металлом, а это способствует улучшению показателей процесса ∆qCO , Кэф и τ , что приводит к повышению производительности печи и снижению удельного расхода электроэнергии на процессы плавки ЖМО в агрегате.
Расходы кислорода от ТКГ на сжигание топлива и дожигание СО не только интенсифицируют нагрев шлака в печи, но и влияют на окисленность шлака ( ∑ FeO , % ), режимы обезуглероживания и нагрева металла в ДСП при различных расходах окатышей в агрегате.
Выводы . Теплоэнергетические условия электроплавки ЖМО в ДСП при подаче их через трубчатые (полые) электроды с применением ТКГ и дожиганием СО в шлаке являются более выгодными по сравнению с типовым режимом плавления окатышей, когда используются сплошные графитизированные электроды, т.е. при непрерывной подаче металлизованных окатышей в печь вне зоны воздействия на окатыш электрических дуг, так как температура шлакового расплава в этой зоне существенно ниже, чем в расплаве под дугами. При использовании топливнокислородных горелок в дуговой печи необходим избыток О 2 на дожигание СО в шлаке и вне его, что интенсифицирует нагрев и плавление окатышей в системе «шлак — металл», а это обстоятельство, в свою очередь, способствует улучшению технико-экономических показателей процесса электроплавки стали.
Список литературы Исследование эффективности электроплавки окатышей в дуговой печи при дожигании оксида углерода топливно-кислородными горелками
- Henrion, R. Perfect electric melting/R. Henrion, F. Schleimer//Iron and Steelmaker. -1982. -V.9. -№ 11. -P. 48-51.
- Kohiani, T. Features and trend in electric steelmaking for new market mills/T. Kohiani, K.Kudo, S. Murokami//Transactions of the Iron and Steel Institute of Japan. -1981. -№ 10. -P. 431-436.
- Способ электроплавки стали: патент 236009 Рос. Федерация/Э. Э. Меркер, А. А. Гришин, А. И. Кочетов. -опубл. 27.06.2009, Бюл. № 18. -27 с.
- Сазонов, А. В. Интенсификация плавления окатышей при их загрузке в зону воздействия электрической дуги на шлаковый расплав/А. В. Сазонов, Э. Э. Меркер, Е. А. Черменёв//Бюллетень «Чёрная металлургия». -2011. -№ 8. -С. 62-64.
- Черменёв, Е. А. Об эффективности электроплавки стали при загрузке металлизованного сырья через трубчатые электроды в ванну дуговой печи/Е. А. Черменёв, Э. Э. Меркер, О. П. Коберник//Бюллетень «Чёрная металлургия». -2013. -№ 5. -C. 48-51.
- Меркер, Э. Э. Особенности технологии электроплавки окатышей в дуговой печи/Э. Э. Меркер, А. В. Сазонов, А. А. Гришин//Известия ВУЗов. Чёрная металлургия. -2008. -№ 2. -C. 31-33.
- Меркер, Э. Э. Энергосберегающий режим плавки окатышей в 150-т ДСП/Э. Э. Меркер, В. В. Федина, А. И. Кочетов//Электрометаллургия. -2003. -№ 9. -C. 43-44.
- Меркер, Э. Э. Электроплавка окатышей в дуговой печи/Э. Э. Меркер, В. В. Федина, Д. А. Харламов//Бюллетень «Чёрная металлургия». -2004. -№ 7. -C. 16-19.
- Меркер, Э. Э. Повышение энергоэффективности электроплавки стали при подаче окатышей в ДСП через каналы в электродах/Э. Э. Меркер, В. А. Степанов//Бюллетень «Чёрная металлургия». -2014. -№ 1. -C. 41-47.
- Меркер, Э. Э. Энергосберегающие условия плавления металлизованных окатышей при их подаче через трубчатые электроды в ванну дуговой печи/Э. Э. Меркер, Е. А. Черменёв//Сталь. -2015. -№ 1. -C. 23-28.
