Исследование эффективности технического сервиса зерноперерабатывающего оборудования методом многофакторного эксперимента

Автор: Курочкин Валентин Николаевич, Кущева Елена Николаевна, Полуян Наталья Сергеевна
Журнал: Вестник аграрной науки Дона @don-agrarian-science
Рубрика: Технологии, средства механизации и энергетическое оборудование
Статья в выпуске: 2 (30), 2015 года.
Бесплатный доступ
Целью исследования является повышение эффективности и надежности функционирования зерноперерабатывающего оборудования. В сфере технического обслуживания и ремонта эксплуатационную надежность обеспечивает подсистема сервиса, организация которой может быть централизованной, децентрализованной и комбинированной. На практике широко распространен вариант децентрализованной (автономной) системы технического сервиса. Исследована эффективность технического сервиса машин и оборудования зерноперерабатывающего предприятия при автономной системе его организации. Средства предприятия по управлению надежностью зерноперерабатывающего оборудования представляют собой посты, оборудованные для технического обслуживания и ремонта. Требования (заявки) на обслуживание поступают в случайные моменты времени, причем распределение отрезков времени между поступлениями заявок описывается экспоненциальным законом распределения и пуассоновским входящим потоком. Оптимизация процесса технического обслуживания и ремонта состоит в поиске точки, в которой сумма убытков и затрат на его функционирование является минимальной. В качестве параметра оптимизации (функция отклика) выбрана целевая функция, отражающая минимизацию затрат на технический сервис зерноперерабатывающего оборудования. Разнонаправленность компонентов целевой функции для варианта автономной системы технического сервиса позволила предположить существование некоторой точки оптимума. Реализовали на ЭВМ компьютерную модель автономной системы организации технического сервиса и сопоставили результаты моделирования с результатами пассивного эксперимента. Ввиду многовариантности влияния составляющих целевой функции на параметр оптимизации было принято решение о проведении многофакторного эксперимента. Цель проведения эксперимента заключается в определении оптимального соотношения между затратами на технический сервис зерноперерабатывающего оборудования и ущербом от его простоя. Для управления показателями надежности на примере автономной системы реализована компьютерная программа и алгоритм моделирования автономной системы технического обслуживания в режиме реального времени для целей системы управления надежности.
Короткий адрес: https://sciup.org/140204324
IDR: 140204324 | УДК: 631.17:
Текст научной статьи Исследование эффективности технического сервиса зерноперерабатывающего оборудования методом многофакторного эксперимента
ИССЛЕДОВАНИЕ ЭФФЕКТИВНОСТИ ТЕХНИЧЕСКОГО СЕРВИСА ЗЕРНОПЕРЕРАБАТЫВАЮЩЕГО ОБО РУДО ВАН ИЯ
МЕТОДОМ .МНОГОФАКТОРНО ГО ЭКСПЕРИМЕНТ А
£: 2015 г» Н.П Курочкин, ЕЛ. Ку щепа. ILC Полуян
Целые нес ледова пи я является повыше и нс :>фс|»сктнімюстзг и и идейности функционирования зсрігопс-рерабатьзваюшего оборудования. У сфере ic.xhj сческою обелхжлвания и ремонта эксп.пaiанионною надеж-нисть обсслсчмЕлст подсистема сервиса. организация которой может быть централизованной. децентрализованном к комбинированной. На практике зипроко распростразгсзг вариант де нс птрадлю лап ной (автономной) сисю мы j охни чес кою сервиса. Исследована э(|м|зскі и внос і ь іе.хнлчсскою сервиса машин и оборудования зерно перерабатывающего предприятия при автономной системе его организации.
Средства предприятия по управлению ішдсжі гостью зерно перерабатывающего оборудования представляют собой посты, оборудованные для технического обслуживания и ремонта Требования tзаявки) на обслуживание поступают в случайные моменты времени, причем рас пределен ие оірезков времени между поступлениями заявок описывается зкелонезщиа.тъным законом распредслез гня и пуассоновским входящим потоком.
Оити.мпзниия пронесса юхническозо обслуживания и ремонта соею и г в зги пеке точки. в которой ех хгмя убытков и затрат па его і|іупкциогінровагігіе является мпннмальзгпн. В качестве пара?,гетра оптимизации (
Реализовали на ЭВМ коупгьюзернчю модель а ел о но.м ной еисю.мы организации технического сервиса и соз [оставил и результаты моделирования с [зезхлыагами пассивно] о зкепери мента.
Ввиду многовариантности влияния составляют и к целевой функции на параметр оптимпзацизг было згрннзгю решение о лровеленип мноюфакіорною зксігсрнменіа.
Цель проведения зкепе ри мента заключается в опрсдслснзгзг оптзгмального егют ношения междх' затра-тахгп на тсхииг[сскин сервис зсрііопсрсрябатыпаюгзісго оборхдоп<іиия п ущербом от его простоя.
Для х правления пока за золями належноезп на примере авзономной системы реализована компьюі ерні нг программа и алгорптуг моделирования автономной систехгы технического обслуживания в режиме рс-алиного врехгезпг для целой системы управления надежности
А^тмчеУҺ/ц uv^fiff." зерно перерабатывающее обпру довазгис. згадсжиостъ. ^н^ективписть г^х нкциоизгро* знания, технический сервис, организация, компьютерное моделирование.
Research objcclivc is to improve ilic efflc icncv :uid rcihibililv о Г I lie grain-processing equipment. In 11k: пин me iki nee and repair sen ice area reliability is provided by i1k service subsystem orgdiiizutio-n of which can be cc Dualized. decentralized and co nib hied. In pmclicc. i arlant of dcceiUmllzcd (autonomous) technical sure ice system is widespread This article invcslionics tlic effectiveness of ьгniiti processing enlerprises nuicbincrv and iccliiiicnl equipment sen ice in the autonomous system of iis organi /alien
Lnlc rprises menus lor I he mhabilih management of grain-processing equipment are the positions equipped for niainlciiiLiicc and repair Requirunienls {application) Гог mainlcnaiice come al rindoni times. and lliu time inler-vals distribution between applications receipts is described by an exponential distribution law and poisson incoming flow
Oplimizalitni of die ma in lei in nee and repair process is to find the ptiini at which tit: апкмші of loss and its operation cosl is minimal As the optimi/alion parameter (response function) [here is selected objective function, which reflects ihe minimizing costs oflhc grain-process! ng equipment technical sen, ice. Different directions of the objective j'n j ec iJ о ii components fori Ite liillojio mons technical service syslem oplion allowed to assume the exigence о Г so me о pt i i in mi poi nt
There is implemented on a computer sysiem the autonomous organization lecluiical service computer model and I lie siniLilailon results were conipared with Hie passive experiment results.
In view of ihe miilii-varianl impact of the objective function components on tic optimization parameter it was decided to conduct a multivariate ex pc rime nt
The purpose of ihe experiment is to del ermine ihe opt i null relationships in none the costs of grain-processing equipment technical services and its downtime damage
To control reliability parameters on the example autonomous sy stem there are implemented computer sofl-warc and modeling sv sic ins algorithm of a nl о no i no us шаіліеіішкго in real time for I he co nl ml svslcin rcliabilitv.
ATn1 nwtZv у min processing equip пкпһ reliabil compuier simulation.
Введен м d. Эфф ек і и в i j ос гь и 11 адеж- ностһ функционирования зерноперераба-тывающего оборудования зависит от применяемых методов управления его надежностью. П сфере технического обслуживания и ремонта эксплуаташюнлу jo надежность обеспечивает подсистема сервиса, оріаннзашія которой можсі быть централизованной, децелтралпзованной и комбинированной На практике широко распространен вариант децентрализованной (автономной) системы технического сервиса [3 статье представлены результаты исследований эффективности технического сервиса машин и оборудования зернсшерера-батывающею предприятия при автономной системе его организации.
Л/гммДмкя месл^гійг/лил. При проведении исследований использовались основные положені [я теории надежности, вероятности. марковских процессов и их приложений к системам массового обслуживания, теор ни пдані ірова ни я э кс п ер и мечтал ь н ых исследований, азак же использована теория и практика ремонта и технического обл ужи ва-ния технологического оборудования зерно-перерабагывающпх отраслей. Рез ул ы а гы исследовании обрабатывались с применением прикладного пакета статистических программ ЫсНймс, Kra'S и МінһС/Ш. Исследо- ily. о pc ratio it efficiency. technical sen ice. organization.
Bait вариант устранения отказов мельничного оборудования собственной сервисной службой зсрнонсрсрабат ываюшею пред-п р 1 (ЯТ1 (я при иск >л ь ю ванни мате магических моделей теории массового обслуживания. описывающих функционирование замкнутой многопостовоп системы технического сервиса зерноперерабаіывающего оборудования.
Ptryv/fzyjwMiM исследования. Средства предприятия ио управлению надежностью зе р н о п ер ер абат ы ва юш его об ору л ова н і ія представляют собой посты, оборудованные для технического обслуживания и ремонта. Требования (заявки) на обслуживание поступаю]' в случайные моменты времени, причем рас п р еде ле н не ()Т|?ез ков вре ме i j и между поступлениями заявок описывается экспоненциальным законом распределения с доверительной вероятностью 0.95 (рисунок I) при ошибке нс более 5% и пуассоновском входящем потоке (рисунок 2). Ранее рядом авторов [I, 2, 3] было теоретиче-с к и обое-] юва ею j tp и ме н ei t и е маге ма 111 че-ских зависимостей теории массового обслуживания для автономной системы организации техническою сервиса в предположении пуассоновского входящего потока заявок на обслуживание и экспоненциального механизма обслуживания.
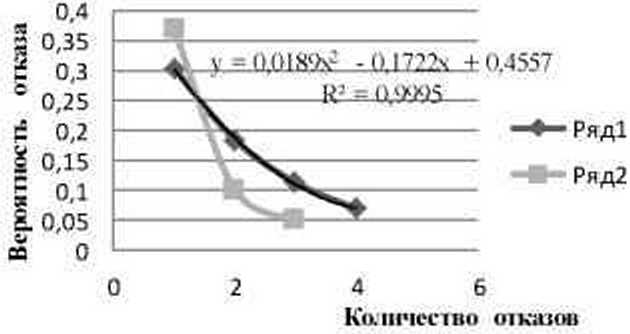
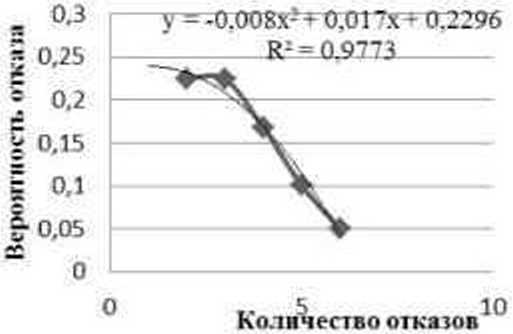
Рисунок 2 - Распределение входящего потока заявок
Рисунок I Распределение вероятностей продол ж । ггел ьносте й обелу ж і1 ва н и я
Оптимизация процесса технического обслуживания и ремонта состоит в поиске точки, в которой сумма убытков и затрат на его функционирование является минимальной.
В качестве параметра оптимизации (функция отклика) является целевая функция, отражающая минимизацию затрат на технический сервис зерноперерабатывающего оборудования [4]
^ACIC
у (к-н>п'с/ у а*ш!
* k);Pu^ttKm-k)P"
Яо*
y.^n-kWa1
Ъ кАт-Ц
•р6 ^—min,(l)
где л - параметр потока заявок на обслуживание;
„х ущерб от простоя заявок в очереди, тыс руб ;
,.,-- ущерб от простоя поста обслуживания централизованной системы технического сервиса, тыс руб, п - максимальное количество постов;
к - текущее количество постов;
tone - средняя продолжительность обслуживания, часов;
а - параметр системы;
рп - вероятность простоя постов;
т - количество обслуженных заявок
Целевая функция (формула I) получена путем решения реккурентной системы уравнений при математическом моделировании автономной системы организации технического сервиса как системы массового обслуживания [2].
Затраты на сервис и ущерб от простоев должны быть минимальными с учетом существующих ограничений Анализ математической модели и разнонаправленность компонентов целевой функции для вариан та автономной системы технического сервиса позволили предположить существование некоторой точки оптимума Действительно. использовав в качестве аргумента // (количество постов), а в качестве целевой функции - сумму затрат и ущерба от простоев, получили зависимость, в которой 1*лек* имеет оптимум по данному фактору Также данная целевая функция имеет оптимум при использовании в качестве аргумента параметра системы а и зависит от соотношения стоимости одного нормо-часа и стоимости ущерба от часового простоя.
Для расчета целевой функции и ее составляющих был разработан алгоритм моделирования и соответствующая компьютерная программа [5]. Затраты при этом разделили па постоянные и переменные Получим
І-дс^Рі • /-у /•) —> min.
где b i - стоимость технического сервиса;
/^-затраты на содержание обслуживающих постов при простое;
/ *?- стоимость технического сервиса на стороне.
2(30) 2015 ■
Стоимость технического сервиса определим как
/• / ^7 (Fпост ' Fnep).
где Flvxm - постоянные затраты (на содержание постов);
Ғ,и.г - переменные затраты (на обеспечение функционирования обслуживающих постов);
к, - коэффициент загрузки обслуживающих постов.
Затраты на содержание обслуживающих постов при простое определили по формуле
1*2 knpl*w>cm.
гдекпр коэффициент простоя обслуживающих постов
Стоимость технического сервиса на стороне выражается формулой
1'3 Рпк«і(Һ поет ^ 1* пер).
где рп - вероятность занятости поста обслуживания, кп> - коэффициент удорожания выполнения заявки в конкурентной среде.
Для удобства расчетов и моделирования ввели обозначения:
/1 Е? - затраты на сервис;
В F; F^ - ущерб от недостаточной мощности сервиса;
(' Fn
Д FnepPnkyd- переменные затраты.
Коэффициенты загрузки и простоя обслуживающих постов рассчитываются по формулам:
k^N.n1, к пр 1 к „ где /V, - среднее число занятых постов,
// - общее число постов
В качестве информационного обеспечения были использованы данные наблюдений и результаты анализа учета затрат и времени при техническом сервисе на предприятии ОАО «Ростовремагропром», расположенном в городе Зернограде Ростовской области Эго предприятие является типичным хозяйством по переработке зерновых культур
В результате моделирования были получены данные о функционировании и установлены закономерности для автономной системы технического сервиса зерноперерабатывающего предприятия
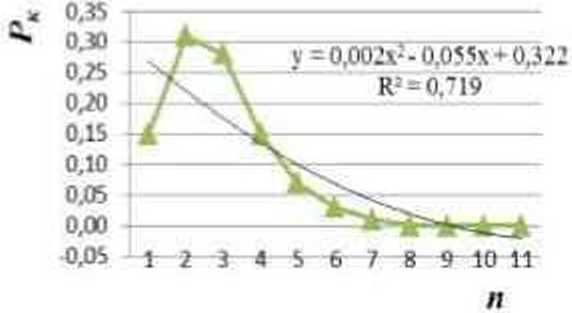
Рисунок 3 Зависимость вероятностей занятости постов Pt от текущего количества постов обслуживания п
В заявок» смену
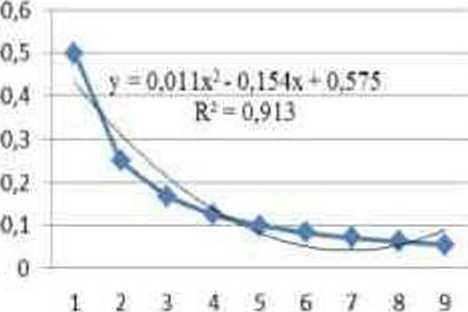
Рисунок 4 Зависимость вероятности незанятости постов от количества заявок в единицу времени /.
Оценка математического ожидания продолжительности выполнения заявки на обслуживание (устранение отказа) зависит от количества постов обслуживания и их производительности (которая зависит от оснащенности оборудованием и численности персонала), что определяет мощность технического сервиса; причем, чем мощнее, тем дороже, и чем слабее, тем дешев ле И наоборот, чем слабее технический сервис, тем больше простои и дороже потери от простоев мельничного оборудования. Затраты отражаются в математической модели (формула I). которая включает вероятностные характеристики исследуемого процесса возникновения и устранения отказов
На рисунке 3 показано распределение вероятностей нахождения в подсистеме (на обслуживании и в очереди на обслуживание): наиболее вероятно нахождение двух и трех заявок, менее вероятно - одной и четырех заявок, нахождение пяти и более заявок в данном варианте менее 0,05 Следовательно. если в подсистеме более четырех постов, то пятый пост будет занят с вероятностью 0,05, а последующие - с еще меньшей вероятностью. Наиболее востребованы будут первые три поста
Вероятность того, что все посты свободны. увеличивается с повышением надежности зерноперерабатывающего оборудования и уменьшением потока заявок в обслуживающую систему (рисунок 4)
Таким образом, математическое ожидание числа простаивающих и занятых техническим сервисом постов изменяется в зависимости от параметра системы а разнонаправленно Чем выше безотказность зерноперерабатывающего оборудования и
2(30)2015 соответственно ниже плотность потока заявок на обслуживание, тем большее время посты простаивают и соответственно выше ущерб от их простоев. При снижении безотказности зерноперсрабатываюшего оборудования поток отказов усиливается, простои постов снижаются, но возрастают потери от простоев зерноперерабатываюшего оборудования, причем, чем быстрее обслуживаются заявки, тем короче простои из-за отказов (рисунки 5 и 6).
Коэффициент простоя заявок в очереди характеризует параметры обслуживающей и обслуживаемой систем Чем выше пропускная способность обслуживающей системы, характеризующаяся //, тем меньше количество заявок в очереди на обслуживание (рисунок 6) Сооіветственно. чем выше надежность зерноперерабатывающего оборудования, тем меньше общий поток требований, характеризующийся параметром /..
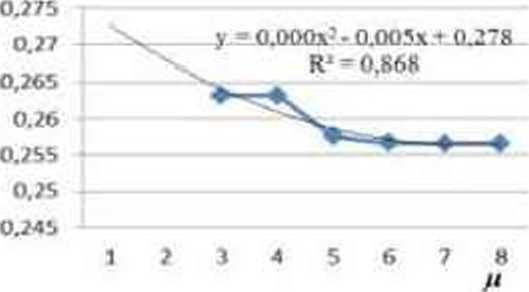
Рисунок 5 - Зависимость математического ожидания количества заявок в очереди на обслуживании М,м от параметра обслуживающей системы н
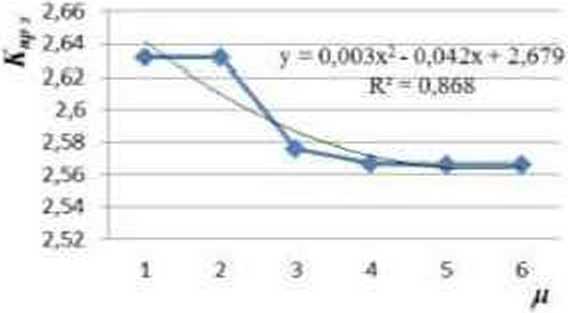
Рисунок 6 - Зависимость коэффициента простоя заявок в очереди А*,.гзот параметра обслуживающей системы //
Закономерности изменения математических ожиданий числа занятых обслуживанием постов носят сложный характер и описываются полиномиальными уравнениями второй степени
Для подтверждения или опровержения гипотезы о том. что результаты моделирования согласуются с экспериментальными данными, на ЭВМ реализовали компьютерную модель автономной системы организации технического сервиса и сопоставили результаты моделирования с результатами пассивного эксперимента
Эксперимент выполнен на имитационной модели (формула I). защищенной свидетельством о регистрации [5J.
При изменении входных факторов X (среднего числа заявок, поступивших за единицу времени), и (среднего числа заявок. обслуженных за единицу времени) и п (числа постов обслуживания) применяются вероятности состояний системы Рь включая Ро, Дд Рп. к„р. к. п. нпр. кчр. а также значения компонентов целевой функции Я. В. С. и 4 (таблица I)
При увеличении параметра а= z //, то есть при росте интенсивности входящего потока, при относительном снижении пропускной способности системы обслуживания от 2 до I6, вероятность того, что все посты будут простаивать, снижается от 0,4 до 0,003. а вероятность загрузки возрастает от 0,6 до 0,98. то есть посты все время работают (рисунок 7). Аналогичный характер имеют зависимости при увеличении числа постов от 2 до 5 (рисунки 7 9).
Коэффициенты простоя и коэффициенты загрузки прямо пропорциональны количеству занятых постов и количеству простаивающих постов, поэтому зависимости эти носят тот же характер, что и на рисунке 8 (рисунок 9).
Таблица I - Результаты моделирования функционирования мельницы А1-АВМ1 (однофакторный эксперимент)
|
Число постов обслуживания |
||||||||
|
Условные обозначения |
//=2 |
//=5 |
||||||
|
0=2 |
а=4 |
о=8 |
0=16 |
«=2 |
rz=4 |
о=8 |
«= 16 |
|
|
Вероятности состояний системы |
||||||||
|
Р. |
0,4 |
0,2 |
0.077 |
0,024 |
0,37 |
0,137 |
0.023 |
0,001 |
|
Рп |
0,2 |
0,4 |
0.615 |
0,78 |
0.003 |
0.037 |
0.90 |
0,479 |
|
п3 |
0.8 |
1.2 |
1.54 |
1,76 |
0,99 |
1,93 |
3,20 |
4,17 |
|
Мп» |
1.2 |
0,8 |
0.46 |
0,24 |
4,01 |
3,07 |
1,80 |
0,83 |
|
А', |
0.4 |
0,6 |
0.77 |
0,87 |
0,20 |
0.39 |
0.64 |
0,83 |
|
0,6 |
0,4 |
0,23 |
0,13 |
0,20 |
0,61 |
0.36 |
0,17 |
|
|
Значения компонентов целевой функции |
||||||||
|
1,2 |
1.8 |
2,31 |
2,63 |
0,60 |
U6 |
1,92 |
2,5 |
|
|
0.6 |
0.4 |
0.23 |
0,121 |
0,80 |
0.61 |
0,36 |
0,167 |
|
|
F, |
1.8 |
3,6 |
5.54 |
7.024 |
0,027 |
0.33 |
1.80 |
4.31 |
|
л |
1,2 |
1.8 |
2,31 |
2,63 |
0,60 |
1,16 |
1,92 |
2,5 |
|
в |
2.4 |
4 |
5,77 |
7,15 |
0.83 |
0.94 |
2.15 |
4.48 |
|
с |
2 |
2.8 |
3,62 |
4,22 |
1,21 |
1,50 |
2.24 |
3,27 |
|
д |
1.2 |
2,4 |
3.69 |
4,68 |
0,02 |
0,22 |
1,19 |
2,87 |
|
F |
3,6 |
5,8 |
8.08 |
9,78 |
1,426 |
2.10 |
4,07 |
6,98 |
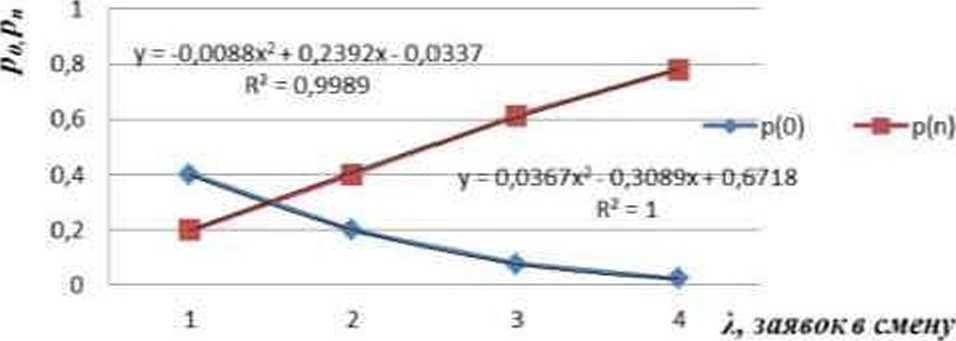
Рисунок 7 Зависимости вероятностей занятости постов Р<к Рп от количества заявок в единицу времени z (по результатам моделирования при двух обслуживающих постах)
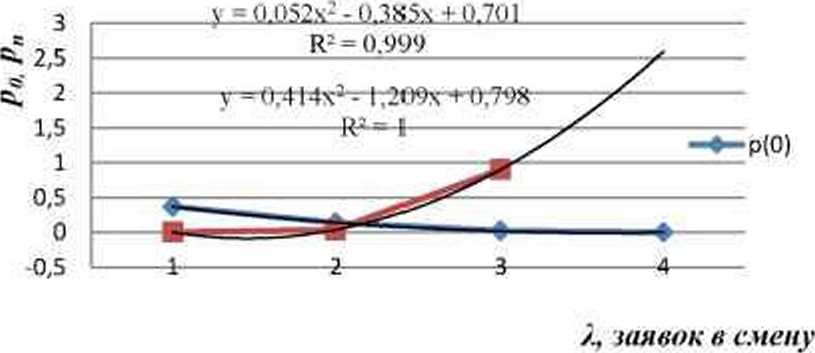
Рисунок 8 - Зависимости вероятностей занятости постов р^ рп от количества заявок в единицу времени z (по результатам моделирования при пяти обслуживающих постах)
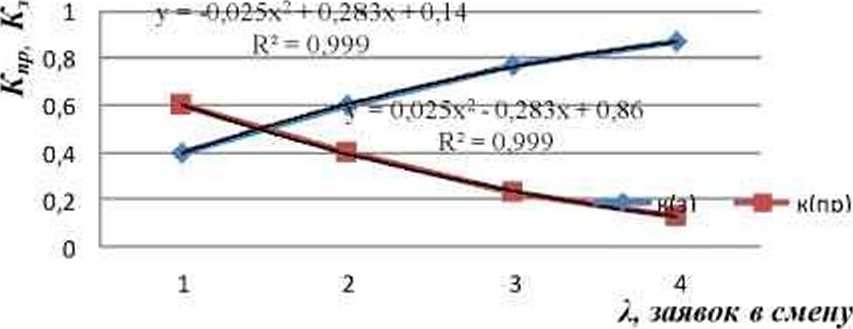
Рисунок 9 - Зависимость коэффициентов загрузки и простоя постов от количества заявок в единицу времени (по результатам моделирования при двух обслуживающих постах)
С простаивающими постами связан ущерб от простоев, а с загруженными - затраты на функционирование. Чем больше пост загружен, тем больше затраты на его функционирование, и чем больше времени пост простаивает, тем больше убытки от простоев.
В целевой функции и входящих в нее коэффициентах использованы отношения количества поступающих заявок к количеству обслуженных заявок в единицу времени (а X р) и стоимости затрат на технический сервис к стоимости ущерба от простоя обслуживающих постов kjonm Ғі F^; пределы их изменения установлены в результате предварительных исследований Дзя мельницы Л1-АВМІ они составляют 0,1 < а < 8, 0,1 < а < 8 и 2 <]опт< 8
Ввиду многовариантности влияния составляющих целевой функции на параметр оптимизации было принято решение о проведении многофакторного эксперимента
После проведения предварительных поисковых экспериментов были получены уровни варьирования регулируемых факторов с учетом реальных режимов работы при нормальной эксплуатации зернопере-рабатывающего оборудования Они являлись основой для составления матрицы активного планирования многофакторного эксперимента.
Цель проведения эксперимента заключается в определении оптимального соотношения между затратами на технический сервис зерноперерабатывающего оборудования и ущербом от его простоя.
Задача оптимизации состоит в минимизации затрат на технический сервис зер-ноперерабаты ваю шего оборудова и ия
Для осуществления многофакторного эксперимента принят трехуровневый план Бокса-Бенкина первого порядка для трех факгоров [6, 7J. Он относится к группе почти Д-оптимальных планов, у которых дисперсия воспроизводимости результатов эксперимента равномерно распределена по всем точкам поверхности отклика Математическая модель первого порядка, полученная на основе таких планов, имеет одинаковую статистическую характеристику по всем направлениям
Для определения минимальных затрат на организацию технического сервиса зерноперерабат ывающего оборудования проведен многофакторный эксперимент. Параметр оптимизации обозначен как /•
Далее использована матрица планирования для трехфактор кого эксперимента. Каждый фактор (а л и, / и .V) фиксировался на трех уровнях: -1.0 и +1
Уровни факторов и интервалы варьирования представлены в таблице 2, а матрица и результаты опытов в таблице 3.
Таблица 2 - Значения уровней факторов и интервалов варьирования
|
Обозначение |
Уровни |
Интервалы варьирования |
Название факторов варьирования |
||
|
-1 |
0 |
4-1 |
|||
|
« |
0,1 |
4 |
8 |
4 |
средняя плотность потока заявок |
|
N |
1 |
4 |
8 |
3 |
количество постов |
|
./от |
2 |
5 |
8 |
3 |
соотношение ущерба от простоя ЗПО к стоимости сервиса |
Таблица 3- Матрица планирования и результаты эксперимента
|
№ п/п |
*1 |
^2 |
ХЗ |
Ғ |
Значение коэффициента |
|
1 |
1 |
1 |
0 |
349,16 |
/>о= 113.98 |
|
2 |
1 |
-1 |
0 |
69,16 |
/>|=74.0175 |
|
3 |
-1 |
1 |
0 |
51.50 |
/м=70,1875 |
|
4 |
-1 |
-1 |
0 |
50,0 |
/>3=66,3 |
|
5 |
0 |
0 |
0 |
113.98 |
/>12=69,625 |
|
6 |
1 |
0 |
1 |
300.16 |
/>13=47,4 |
|
7 |
1 |
0 |
-1 |
78,16 |
/>23=42,0 |
|
8 |
-1 |
0 |
1 |
67.7 |
^=6,1625 |
|
9 |
-1 |
0 |
-1 |
35,3 |
bf==9,8125 |
|
10 |
0 |
0 |
0 |
113.98 |
bf =0,1875 |
|
II |
0 |
1 |
1 |
304,98 |
— |
|
12 |
0 |
1 |
-1 |
82.98 |
— |
|
13 |
0 |
-1 |
80.98 |
||
|
14 |
0 |
-1 |
-1 |
26,98 |
— |
|
15 |
0 |
0 |
0 |
113,98 |
— |
|
Сумма |
Значимость проверяли по критерию Стьюдента [б]. Его значение равно 1«^ 4,3. что меньше табличного, компьютерная программа подтверждает значимость результатов. Р 1-<х 0,95. при 5% уровне значимости [6]
Проведено три серии опытов, каждая серия содержала 15 опытов, на основа-пип которых получены функции отклика параметра оптимизации в виде полинома второй степени у = 113,98 т 74,02г, ОО, 19 х; 4- 66.3 х? 4- 69,63 х.х2 4-
4-47.4Х/ХО 42,00.Г7Л-;4 6J6 /+9,81 /4-0.19 / (2)
I Л? Лм
Таблица 4 Результаты многофакторного эксперимента
|
'tc Critical values; Variable: 11 (1?3.sta) |
-1=1*1 |
|||||
|
Continue... |
Solution: saddlepoint * Predicted value at solution: 53,88492 |
|||||
|
Factor |
Observed Minimum |
Critlcal Values |
Observed Haximuw |
|||
|
| ALFA j |
,1OOOOO |
,924752 |
8,000000 |
|||
|
N |
1,000000 |
1,825248 |
8,000000 8,000000 |
|||
|
.7 |
2,000000 |
3,892553 |
||||
|
► |
||||||
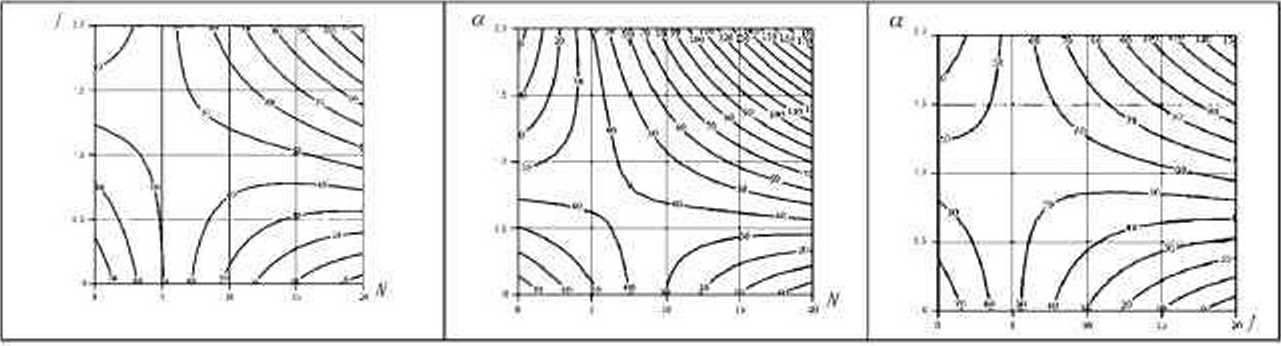
Рисунок К) Функция отклика параметра оптимизации
В пространственном представлении функция отклика представлена на рисунке 11.
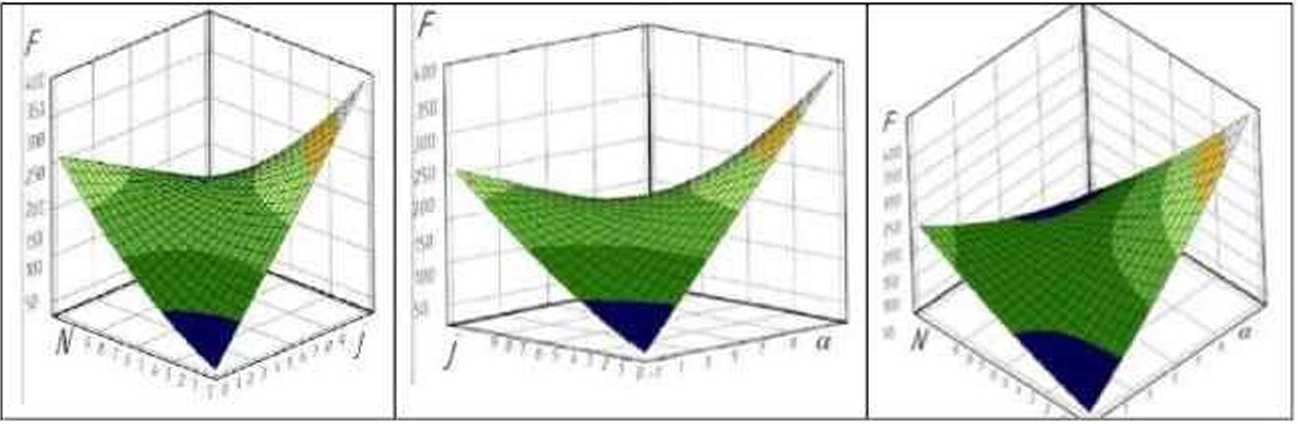
Рисунок 11 - Функция отклика в пространстве
По результатам трехфакторного эксперимента поверхность отклика имеет явный оптимум при следующих значениях факторов. Оптимальные значения функции отклика - минимальные затраты на организацию технического сервиса зернопсрера-батывающего оборудования (/•) получаются при следующих значениях факторов: {0.92: 1,83; 3,89}. Минимальному значению функции отклика соответствует зна чение плотности входящего потока « = 0.92: количество постов обслуживания Лг ~ 2 и соотношение стоимостей простоя зсрнопсрсрабатывающсго оборудования к стоимости нормо-часа обслуживания /=3.89. при этом сумма затрат на их технический сервис и обслуживание и ущерб от простоев постов и мельницы будет составлять около 4000 рублей в смену.
Полученное уравнение (2) исследовано на оптимум € применением ирснраммы Ми$ЫЛА$).
Выводы- Подтверждена гипотеза о существовании случайного потока отказов с экспоненциальным распределением продолжительности периодов между соседними отказами. Это позволило принять процесс воссіановлсния стационарным для зерноперерабатывающего оборудования, причем поток восстановления сходится по вероятное] и к 1//с что cooi ветотвует фун-даменталиной теореме восстановления
Подтверждена гипотеза об сс описании методами теории массового обслуживания, получены значения: вероятностей состоянии, оценок маземагических ожиданий продолжительностей обслуживания и нахождения заявок в очереди, количества занятых и количества свободных постов, коэффициентов загрузки
Комньюісрнос моделирование автономной системы организации технического сервиса методами теории массового обслуживания позволило установить зависимость в ероят н осп । воз н и к н о ве н и я от к аза от интенсивностей входящего потока z, потока обслуженных заявок //. параметра а л/1, от графика изменения количества заявок в очереди, нахождения заявок в системе обслуживания, вероятности состояний системы, значения коэффициентов простоя и технического использования при различном количестве постов Указанные за виси мост и аги тр*) кс и м i ipo ваны п ол и i и)-мом второго порядка, их адекватность оценивается 01 /Г - 0,720 до- 1,000.
Для управления показателями надежности в соответствии с ГОСТ Р 27 001-2000 «Надежность в технике. Система управления надежностью. Основные положения» [8J на примере автономной системы реализованы компьютерная программа и алгоритм моделирования автономной системы технического обслуживания в режиме реального времени для целей системы управления надежности.
Доказана принципиальная возможность управления показателями эффективности п надежности сложной системы зер-ноперерабатывающего предприятия и под тверждена гипотеза о возможности рационального утіравлеиия данными параметрами с применением компьютерных технологий. интегрированных в разработанную в соответствии со стандартом систему управления надежностью зерноперераба-т ы ва ю щеі 'О 11 ред 11 р ия' п ія.
Ян гера т ура
-
1 Курочкин, 13.II Эффективность н 11 адеж 11 ость ф у н к ц и си 11 іро ва н и я с л ожі j ы х ор ган и за ш to иных с і tore м: м о н (>граф ия / В Н Курочкин. - Росюв-на-Дону. ЗАО «Ростиздат», 2010. 494 с.
-
2 Барлоу, Р. Математическая теория надежности / Р. Барлоу, Ф Прошан: иер. с англ.; под ред. Б.В Гнеденко. - Москва' Советское Радио. 1969. - 488 с.
-
3 . Курочкин, В.Н. Применение методов теории массового обслуживания для обоснования параметров л режимов технического сервиса зерно перерабатывающего оборудования / В II Курочкин, Е.Н. Кущева // Л/сля"/һ?/с//?ог^^іЦ> /^п4д/ь^7 .жз/лшп. 2012.-№3 - С 57-60
-
4 . Кущева, Е.Н. Совершеноівованне организации и повышен не эффективности технического сервиса зерноперсрабатыва-ющего оборудования, автореферат диссертации кандидата технических наук / Е.Н. Кущева, Азово-Черноморская агроип-женері гая академия. Зері [оград. 2013. 18 с.
-
5 Свидетельство о государственной pet истрации проіраммы для ЭВМ № 2013612142 Российская Федерация Проірамма для управления надежностью зе р но п ер ер абат ы ва ю щ его об (>руд ова н ] ta / Кущева UI - Заявл. 18.12 12; опубл. 14.02.13. 1с.
-
6 Адлер, ЮЛ. Введение в планирование эксперимента Ю.П. Адлер. Москва: Металлургия, 1968. 155 с.
-
7 Сергиенко. Г..В. Оптимизация количества постов текущего ремонта с учетом неравномерности поступления автомобилей: автореферат диссертации кандидата технических наук / Е.В. Сергиенко - Тюмень. 2004. - 20 с.
-
8 . Надежность в технике. Система управления надежностью. Основные поло-
ження ГОСТ Р 2 7.001-2009. - Введ. 2 010-09-01. Москва. Сгандаргинформ, 2010.
10 с. - Электронный ресурс - Режим доступа : w w w. gost-1 оа d. г о/ Tn d ex /49/4 9135 lit m.
-
9 Курочкин, B.H. Приложение теории марковских процессов к техническому сервису / В.Н. Курочкин // Лл/ш^а’ c^y^f/J- но?і наук» Дони. - 2013. - № 3 (23). - С. 67-77.
-
10 . Gliem, Yoe A. et al. Variable costs of operating farm machinery in Ohio& Paper № 88-1505. American Society of Agricultural Engineers St. Yoseph, 1988
Список литературы Исследование эффективности технического сервиса зерноперерабатывающего оборудования методом многофакторного эксперимента
- Курочкин, В.Н. Эффективность и надежность функционирования сложных организационных систем: монография/В.Н. Курочкин. -Ростов-на-Дону: ЗАО «Ростиздат», 2010. -494 с.
- Барлоу, Р. Математическая теория надежности/Р. Барлоу, Ф. Прошан: пер. с англ.; под ред. Б.В. Гнеденко. -Москва: Советское Радио, 1969. -488 с.
- Курочкин, В.Н. Применение методов теории массового обслуживания для обоснования параметров и режимов технического сервиса зерноперерабатывающего оборудования/В.Н. Курочкин, Е.Н. Кущева//Международный научный журнал. -2012. -№ 3. -С. 57-60.
- Кущева, Е.Н. Совершенствование организации и повышение эффективности технического сервиса зерноперерабатывающего оборудования: автореферат диссертации кандидата технических наук/Е.Н. Кущева; Азово-Черноморская агроинженерная академия. -Зерноград, 2013. -18 с.
- Свидетельство о государственной регистрации программы для ЭВМ № 2013612142 Российская Федерация. Программа для управления надежностью зерноперерабатывающего оборудования/Кущева Е.Н. -Заявл. 18.12.12; опубл. 14.02.13. -1 с.
- Адлер, Ю.П. Введение в планирование эксперимента/Ю.П. Адлер. -Москва: Металлургия, 1968. -155 с.
- Сергиенко, Е.В. Оптимизация количества постов текущего ремонта с учетом неравномерности поступления автомобилей: автореферат диссертации кандидата технических наук/Е.В. Сергиенко. -Тюмень, 2004. -20 с.
- Надежность в технике. Система управления надежностью. Основные положения: ГОСТ Р.27.001-2009. -Введ. 2010-09-01. -Москва: Стандартинформ, 2010. -10 с. -Электронный ресурс. -Режим доступа: www.gostload.ru/Index/49/49135.htm.
- Курочкин, В.Н. Приложение теории марковских процессов к техническому сервису/В.Н. Курочкин//Вестник аграрной науки Дона. -2013. -№ 3 (23). -С. 67-77.
- Gliem, Yoe A. et al. Variable costs of operating farm machinery in Ohio& Paper № 88-1505. American Society of Agricultural Engineers. St. Yoseph, 1988.
