Исследование энергосиловых параметров процесса малоотходной безуклонной горячей объемной штамповки на основе комбинированной схемы деформации "раздача-выдавливание"

Автор: Иванов Василий Александрович, Стругов Сергей Сергеевич, Авраменко Алексей Андреевич, Таркаленко Мария Дмитриевна
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 3 т.19, 2019 года.
Бесплатный доступ
В данной работе представлено продолжение темы по разработке технологии малоотходной безуклонной горячей объемной штамповки осесимметричных деталей, в частности воротниковых фланцев, на основе схемы деформации «раздача-выдавливание». В настоящей статье приведен вывод общего вида функции энергосиловых параметров процесса на основе предыдущих работ, заключающихся в определении граничных условий и определения кинематических характеристик операции. Исходя из условий и схемы процесса деформации, принимаем торовую систему координат. Вывод общего вида функции осуществлен по методике А.Л. Воронцова. Так как процесс осесимметричный, то рассматриваем плоское напряженное состояние очага деформации. Приведенная математическая модель разработана с целью верхней оценки усилия деформации, что связано с необходимостью проведения технологических расчетов на производстве. Также в данной работе представлено моделирование по новой схеме деформирования с целью качественной оценки пластического течения материала. По результатам моделирования подтверждена практическая применимость метода на практике, что подтверждает предыдущие предположения. Также рассмотрен график зависимости усилия штамповки от перемещения. В данном конкретном случае график имеет куполообразную форму, что обусловлено изменением площади контакта рабочего инструмента с заготовкой. С целью получения более достоверной картины процесса деформации проведен лабораторный эксперимент на базе лаборатории кафедры ПиМОМД на гидравлической установке ВЖМ-2М, материал - свинец марки С2С ГОСТ 3778-98. Гидравлическая установка ВЖМ-2М отличается удобством применения и приемлемым усилием. Данный эксперимент дал положительные результаты, подтвердив тем самым моделирование при помощи метода конечных элементов. Для полноценной проверки корректности математической модели планируется проведение неполнофакторного эксперимента. Разработан пакет конструкторской и технологической документации, на данном этапе проекта оснастка находится на изготовлении в НОЦ «Машиностроение». Также планируется освоение опытной партии фланцев на ООО «ЧТЗ-УралТрак» на типоразмере с диаметром условного прохода D50.
Энергосиловые параметры, математическое моделирование, раздача-выдавливание, воротниковые фланцы
Короткий адрес: https://sciup.org/147233926
IDR: 147233926 | УДК: 621.72.014 | DOI: 10.14529/met190307
Research of power parameters of the low-waste draftless hot die forging process on the basis of the combined strain pattern of "expansion-extrusion"
This paper presents a continuation of the topic on the development of technology for low-waste draftless hot die forging of axisymmetric parts, particularly weld neck flanges, based on the “expansion-extrusion” strain pattern. The present article derives the general function of the process` power parameters based on previous works, dedicated to determining the boundary conditions and the kinematic characteristics of the operation. Based on the conditions and strain pattern, a torus coordinate system is accepted. The derivation of general function is carried out according to the method of A.L. Vorontsov. Since the process is axisymmetric, the plane stress state of the strain zone is considered. Presented mathematical model is designed to provide an upper estimate of the strain force, which is linked with the necessity of performing technological calculations at production site. This paper also presents a modeling according to a new strain pattern in order to qualitatively evaluate the plastic flow of the material. Based on the modeling results, the practical applicability of the method in practice is proved, which confirms the previous assumptions as well. The graphic of forging force dependence on the motion is also considered. In this particular case, the graphic has a dome shape due to a change in the contact area of the working tool with the work piece. In order to obtain a more accurate picture of the strain process, a laboratory experiment has been carried out on the basis of the laboratory of the Machines and Processes of Pressure Metal Working Department using the hydraulic unit VZHM-2M (ВЖМ-2М), lead material grade S2C GOST 3778-98. The hydraulic unit VZHM-2M is characterized by the convenient implementation and reasonable force. This experiment gave positive results, thereby confirming the modeling with the use of the finite element method. In order to completely verify the correctness of the mathematical model, a non-full factorial experiment is planned. A package of design and technological documentation is developed, at the current project stage the equipment is being manufactured at the “REC Mashinostroyeniye”. Development of an experimental batch of flanges at the LLC “Chelyabinsk Tractor Plant (ChTZ) - UralTruck” on a dimension type with a nominal diameter D50 is also planned.
Текст научной статьи Исследование энергосиловых параметров процесса малоотходной безуклонной горячей объемной штамповки на основе комбинированной схемы деформации "раздача-выдавливание"
В связи с тенденциями развития экономики Российской Федерации, основанной на добыче полезных ископаемых и их частичной переработке, необходимо строительство трубопроводов и инженерных сетей. Одним из ключевых составляющих трубопровода, обеспечивающих прочное и герметичное соединение, является фланец [1].
К фланцам предъявляются повышенные требования прочности и надежности, осно- ванные на режимах работы в условиях высоких давлений и температур [2]. Наиболее производительным методом получения заготовок для дальнейшей обработки фланцев является горячая объёмная штамповка (далее ГОШ) [3–5]. ГОШ обеспечивает равномерную внутреннюю структуру, направление волокна и требуемую прочность. Наиболее распространена штамповка воротниковых фланцев на пневматических молотах из-за их доступности и достаточно простого изготовления оснастки, которая формирует стоимость поковок. Однако при применении штамповки на молотах при проектировке поковки необходимо назначать уклоны (напуски) величиной 7° на внешние поверхности и 10° - на внутренние [6]. Это приводит к увеличению массы поковки, а следовательно, и к увеличению стоимости.
Известен способ безуклонной штамповки воротниковых фланцев, заключающийся в раздаче и частичном выдавливании стенок воротника в обрезном штампе [7]. В свою очередь в молотовом штампе фланец штампуется с уклонами в тело заготовки. Однако данный способ имеет ряд недостатков, связанный с нарушением геометрии поковки в связи с достаточно высоким усилием выдавливания и раздачи, что приводит к необходимости дальнейшей правки. В данной статье предлагается изменить последовательность операций, а именно: проводить обрезку облоя последним этапом и увеличить степень выдавливания.
Одной из самых главных задач при исследовании процесса является составление рекомендаций по его промышленному применению. Однако для этого необходимо определить кинематические и энергосиловые параметры процесса в очаге пластической деформации [8]. В рамках продолжения исследования по малоотходной безуклонной горячей объемной штамповке предлагается определить вид функции для определения энергосиловых и кинематических параметров процесса в очаге деформации.
Данный вид параметров является важнейшим показателем операции для выбора вида и типа оборудования. На данном уровне развития теории пластичности существует значительное количество теорий и методик построения математических моделей для определения параметров процесса. Однако большинство этих подходов имеют адекватные оценки в частных случаях и при переходе к более общим видам задач имеют значительное отклонение в результатах [9–12]. Наиболее универсальный и точный метод для осесимметричных задач, предложенный за последнее время, составлен А.Л. Воронцовым [13]. Рассмотрим схему процесса малоотходной безуклонной горячей объемной штамповки на основе комбинированной схемы нагружения «раздача-выдавливание» на рис. 1, где 1 – матрица, 2 – нож, 3 – пуансон, 4 – поковка, 5 – облой.
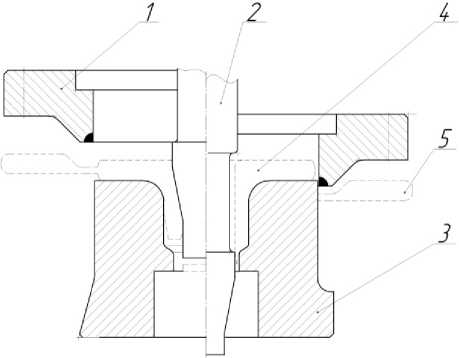
Рис. 1. Схема процесса «Раздача-выдавливание»
Применим данный метод для рассмотрения напряженно деформируемого состояния в очаге пластической деформации, а именно в месте контакта ножа и поковки, а так же поковки и пуансон-матрицы.
Методы и результаты исследований
В настоящей статье использовалась методика А.Л. Воронцова для определения энергосиловых и кинематических параметров процесса. Суть данного метода заключается в определении вида искомой функции по граничным условиям задачи.
Продолжим расчет напряженно-деформи- руемого напряжения процесса штамповки, пользуясь данными статьи [8].
В соответствии с тем, что ξθ = 0, принимаем данное напряжено-деформируемое со- стояние плоским и переходим к полярным координатам р и ф с центром в точке О. Следовательно, система уравнений равновесия будет выглядеть следующим образом:
50 , + 1.5т„+о , + о, ф = 0; 0)
др р дф р до
+ 2 Т рф = 0. (2)
Подставив выражение (20) из работы [8] в равенство (2), получим выражение следующего вида до.„
+ 2 f 2 ( ф ) = 0.
дф
Тем самым получим:
дО ф =- 2 f 2 ( ф ) дф ;
о ф =- 2 f 2( Ф ) дФ + f ( р ).
Для получения верхней оценки используем упрощенное условие пластичности:
σρ-σϕ=βσs;(4)
σρ=βσs+σϕ.(5)
Преобразуем уравнение (2) с учетом преобразования (3), получим
ρ∂f(ρ) + βσs =-2f2(ϕ).(6)
∂ρ∂ϕ
Так как левая часть зависима от ρ, а правая от ϕ , то, приравняв их к некоторой вели- чие C, получим неравенства:
ρ∂f(ρ)+βσs=C;(7)
∂ρ
-∂f2(ϕ)=C.(8)
∂ϕ
Проинтегрируем:
f(ρ)=(C-βσs)lnρ+C1;(9)
f2(ϕ)=-Cϕ+C2.(10)
Из равенства (10) получим, что
τρϕ = - C ϕ + C 2.
Произвольные переменные С и С 2 находим из граничных условий τρϕ = βµσ s при ϕ = α , где µ – коэффициент трения по ножу,
α – угол наклона ножа.
Находим произвольные постоянные из граничных условий следующим образом:
τρϕ = βµσ s при ϕ=α ;
τρϕ =-βµ1σs при ϕ=-γ, где µ – коэффициент трения по ножу; µ1 – коэффициент трения по пуансон-матрице.
Следовательно, получим следующие равенства:
C=-βσsµ+µ1;(11)
α+γ
C2=βσsµγ+µ1α.(12)
α+γ
С учетом равенств (11) и (12) получим следующий результат:
σϕ=-2∫(-Сϕ+С2)∂ϕ+lnρ(βσs-C)+C1= =2∫(Сϕ+С2)∂ϕ+lnρ(βσs -C)+C1.(13)
Интегрируем:
σ ϕ = 2 ( C ϕ - C 2 ) ϕ+ ln ρ ( βσ s - C ) + C 1 .
Проведем вероятностную оценку величины членов уравнения. В практике, как правило, µ1 = µ . Однако следует обратить внима- ние, что α ≠ γ . Примем сумму α + γ = θ (в ряде случаев данная сумма составляет 16°).
C = -βσ 2 µ ;
s θ
C 2 =βσ s
µ ( γ - α ) θ
Так как разница γ - α < 0, 035 , то в рамках целесообразности вычислений пренебрегаем переменной С 2 .
-
- С ϕ + C 2 = -βσ s µ ;
θ
- С α + C 2 = -βσ s µ ; θ
θ ( C α + C 2 ) =βσ s 2 µ .
При µ ≈ 0,3 выражение в конечном итоге примет вид
( C α + C 2 ) ≤ 2,14 βσ s .
Так как данная величина ( C α + C 2 ) составит лишь малую часть величины напряжения, то в целях упрощения вычислений ею можно пренебречь.
В результате упрощения выражение (13) принимает следующий вид
σϕ =lnρ(βσs -C)+C1.(14)
Подставим полученное уравнение (14) в равенство (5):
σρ = βσs + lnρ(βσs - C) + C1.(15)
По исследованиям А.Л. Воронцова величина предельных касательных напряжений равна
τ =0,5βσs.(16)
Проекция силы данных напряжений в зоне пластической деформации равна α
Pτнм = ∫τsin2π(Rт + αsinϕ)ad ϕ,(17)
где ad ϕ – ширина элементарного кольца, на котором рассматриваются касательные напряжения относительно горизонтали на угол ϕ ;
( R т + α sin ϕ ) – радиус экспериментального кольца.
Интегрируем выражение (17) с учетом выражения (16):
α
P τ н = ∫ 0,5 βσ s sin 2 π ( R т + α sin ϕ ) ad ϕ = 0
α
-
= ∫ βσ s sin απ ( R т + α sin ϕ ) ad ϕ . (18)
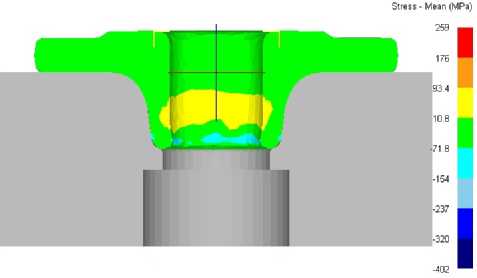
Рис. 2. Результаты моделирования на базе DEFORM 3D
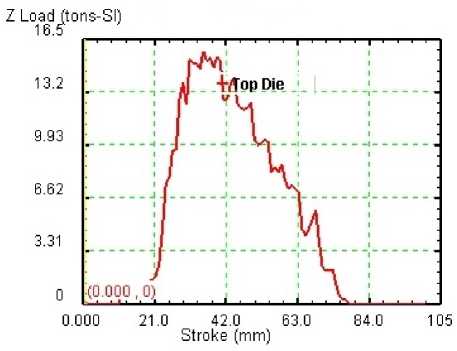
Рис. 3. График зависимости усилия от перемещения ножа
Также в рамках данной работы проведено моделирование на базе программного комплекса DEFORM 3D в лаборатории суперкомпьютерного моделирования ЮУрГУ для качественной оценки пластической деформации и получения значения усилия штамповки. Результаты моделирования представлены на рис. 2.
График зависимости перемещения от усилия по результатам моделирования представлен на рис. 3.
В рамках исследования также проведен эксперимент для визуальной оценки пластического формоизменения для снижения риска при внедрении технологии для промышленного использования. Результаты экспериментальных исследований приведены на рис. 4.

Рис. 4. Результаты экспериментальных исследований
Эксперимент проводился на базе лаборатории кафедры ПиМОМД на гидравлической установке ВЖМ-2М, материал – свинец марки С2С ГОСТ 3778–98 [14, 15]. Для полноценной проверки корректности математической модели планируется проведение неполнофак- торного эксперимента. Оснастка находится на стадии изготовления.
Обсуждение
По результатам моделирования процесса безуклонной штамповки методом «раздача-выдавливание» (см. рис. 2) можно сделать выводы о применимости процесса на практике. При пластическом течении материала не наблюдается возможности образования пережима, течение материала равномерное, оформление радиусов поковки в полости пуансон-матрицы приемлемое.
График, приведенный на рис. 3, имеет куполообразную форму, это объясняется непостоянством контактной площади фланца и ножа. Однако максимальное усилие вытяжки-раздачи составляет порядка 15 тс, что незначительно, так как процессы вырубки, вытяжки-раздачи и обрезки облоя проводятся последовательно. В производственных условиях обычно установка обрезного пресса производится в зависимости от мощности основного оборудования – молота – и составляет примерно 30–40 %. Фланец, рассматриваемый в данной статье, спроектирован для молота с МПЧ (масса падающей части) 2 тонны, стоящего в линии с прессом LKO 185, усилием 185 тс. Этого более чем достаточно для внедрения технологии.
Математическая модель, выполненная по методике А.Л. Воронцова, нуждается в экспериментальной проверке для анализа теоретических данных и возможности применения данной модели в производственной практике. Рекомендации по применению процесса, апробация математической модели по экспери- ментальным исследованиям будет приведена в следующей статье.
Выводы
В данной статье рассмотрена возможность повышения качества поковок методом горячей деформации по схеме раздачи-выдавливания. При помощи DEFORM 3D проанализировано пластическое течение материала и уменьшены риски при конструировании инструмента. Рассмотрена зависимость усилия от перемещения. Выражены энергосиловые параметры процесса раздачи-выдавливания по методике А.Л. Воронцова. Сделаны выводы о возможности применения данного метода на практике. На данном этапе необходимо планирование и проведение натурного эксперимента для проверки теоретических данных и дальнейшего составления рекомендаций к промышленному внедрению технологии.
Список литературы Исследование энергосиловых параметров процесса малоотходной безуклонной горячей объемной штамповки на основе комбинированной схемы деформации "раздача-выдавливание"
- ГОСТ 12820-80. Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). - Введ. 1.10.92. - М.: ИПК Издательство стандартов, 1993. - 43 с.
- Бакулина, А.А. Обзор российского рынка трубопроводной арматуры в 2014 году / А.А. Бакулина, И.А. Тихонов, И.Т. Тер-Матеосянц // Арматуростроение. - 2015. - № 4. - С. 40-45.
- Семенов, Е.И. Ковка и штамповка: в 4 т. / Е.И. Семенов. - М.: Машиностроение, 1986. - Т. 2. - 592 с.
- Технологический справочник по ковке и объемной штамповке / под ред. М.В. Сторожева. - М.: Машиностроение, 1958. - 643 с.
- Брюханов, А.Н. Ковка и объемная штамповка / А.Н. Брюханов. - М.: Машиностроение, 1975. - 402 с.
