Исследование кинетики полета и деформирования пакета при сварке взрывом

Автор: Кузьмин Владимир Иванович, Лысак Владимир Ильич, Кузьмин Евгений Владимирович, Лата Алексей Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-3 т.19, 2017 года.
Бесплатный доступ
В работе приведена расчетно-экспериментальная методика определения скоростей движения и соударения пластин при их взрывном нагружении. На базе результатов проведенных исследований рассмотрена кинетика полета и деформирования пакета при сварке взрывом.
Сварка взрывом, скорость движения, скорость соударения, толщина пакета, проволочный датчик
Короткий адрес: https://sciup.org/148205070
IDR: 148205070 | УДК: 621.791.13
Study of kinetics of flight and deformation in package during explosive welding
The paper shows the calculated and experimental method of determining the movement and collision velocities of plates during their explosive loading. Based on the results of the studies examined the kinetics of flight and deformation of package during explosive welding.
Текст научной статьи Исследование кинетики полета и деформирования пакета при сварке взрывом
Полный запас энергии системы из двух элементов, подверженных воздействию взрывной ударной волны, определяется кинетической энергией метаемой пластины. После высокоскоростного соударения часть этой энергии расходуется на пластическую деформацию металла, часть выносится из системы вследствие кумулятивного эффекта, а часть преобразуется в кинетическую энергию движения сваренного взрывом пакета из двух пластин. При этом скорость движения сваренного пакета V дп определяют согласно закона сохранения импульса [1], который не учитывает дополнительную кинетическую энергию, сообщаемую пакету, от продолжающих работать продуктов детонации заряда взрывчатого вещества (ВВ). Роль этой дополнительной энергии может быть как положительной, так и отрицательной. В первом случае эту энергию можно использовать для получения профильных изделий путем совмещения сварки взрывом с одновременной штамповки; во втором – возникающие значительные макродеформации в виде изгибов, вмятин и искривлений поверхности полученных сваркой взрывом биметаллических заготовок требуют последующей правки [2-4]. Поэтому для назначения оптимальных режимов взрывного нагружения и получения качественного биметалла необходимо знать реальную скорость движения сваренного пакета.
МЕТОДИКА ИССЛЕДОВАНИЯ
пакета V э дп была разработана методика исследования, основанная на применении контактных и проволочных датчиков сопротивления [5]. Эксперименты проводилась на стальных образцах во взрывной камере, оборудованной современной электронной и регистрирующей аппаратурой. На рис. 1,а представлена исходная схема сборки пластин с датчиками для экспериментального определения скорости движения сваренного взрывом пакета. Под неподвижной пластиной 4 закреплялся проволочный датчик сопротивления 6 с фиксированным углом его установки γ 1 и отрезками АО и ОВ . Для измерения скорости детонации заряда ВВ на верхней поверхности метаемой пластины 3 устанавливались контактные датчики 5 , сигналы с которых передавались на частотомеры. После детонации заряда 2 метаемая пластина разгоняется и последовательно соударяется с основной пластиной, образуя за счет пластической деформации металла сваренный пакет 7 . Последний в процессе движения изгибается под углом γ п и затем постепенно «набегает» на проволочный датчик сопротивления 6 со скоростью V пр , замыкая его. При этом уменьшение падения напряжения на проволочке пропорционально уменьшению ее сопротивления. Изменение падения напряжения отражается на экране осциллографа, с экрана которого производится фотосъемка осциллограммы (рис. 2), достоверно описывающей кинетику движения (полета) сваренного взрывом пакета. Если рассмотреть геометрическую схему полета (рис. 1, б), то экспериментальную скорость движения сваренного взрывом пакета можно рассчитать с помощью простых тригонометрических преобразований:
„ ( ов \
Идп = OsinYn = Дsin ^ arctg Дт + ло j , (1)
^Дп = VnpSin₽ =
АВ ОВ ОВ
= -sinvavct6---avct6-----y (2)
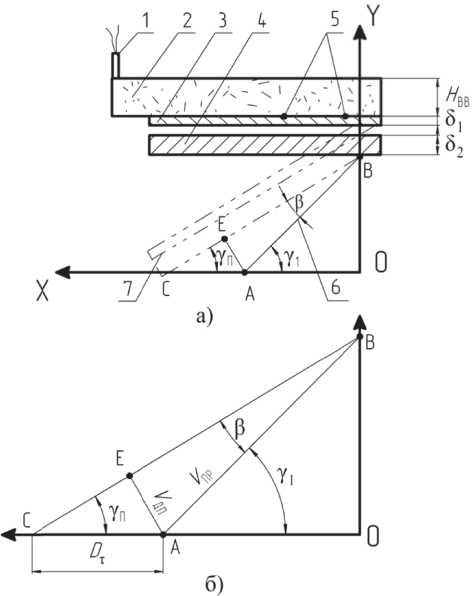
Рис. 1. Исходная (а) и геометрическая (б) схемы для экспериментального определения скорости движения пакета при сварке взрывом: 1 – электродетонатор; 2 – заряд ВВ; 3 – метаемая пластина; 4 – неподвижная пластина; 5 – контактные датчики для замера скорости детонации ; 6 – проволочный датчик сопротивления; 7 – сваренный пакет
время замыкания проволочного датчика τ , которое определяется проекцией кривой осциллограммы полета сваренного взрывом пакета.
Для экспериментального определения скорости соударения сваренного взрывом пакета V э сп применялись контактные датчики в виде медных игл, которые устанавливались на дне металлической матрицы с различной базой l (рис. 3). Время прохождения каждой базы фиксировалось с помощью электронных частотомеров.
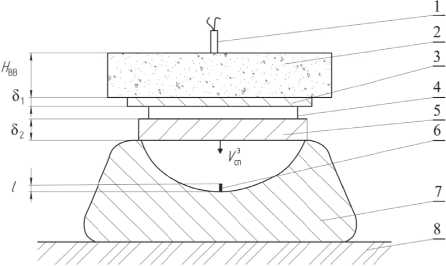
Рис. 3. Исходная схема сборки пластин для экспериментального определения скорости соударения пакета с матрицей при сварке взрывом:
1 – электродетонатор; 2 – заряд ВВ; 3 – метаемая пластина; 4 – технологический упор; 5 – неподвижная пластина; 6 – проволочный датчик; 7 – металлическая матрица; 8 – песчаное основание
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Р = Y i - Y n , (3) где D – скорость детонации ВВ; V пр – скорость замыкания проволочного датчика; τ – время замыкания проволочного датчика; γ 1 – установочный угол наклона проволочного датчика; γ п – угол изгиба сваренного пакета.
Рис. 2. Осциллограмма полета пакета при сварке взрывом
Результаты проведенных исследований показали (табл. 1), что реальная скорость движения сваренного взрывом пакета V э дп больше расчетного значения V дп более чем в два раза. Так, при взрывном нагружении стальных пластин толщиной δ п = 10 мм экспериментальная скорость движения сваренного пакета составляла V э дп = 224 м/с, в то время как расчетное значение скорости значительно меньше – V дп = 98 м/с. Причем, чем больше толщина свариваемого пакета δ п, тем больше разница между расчетным и экспериментальным значениями скорости
движения пакета.
Экспериментальное определение скорости движения сваренного взрывом пакета по разработанной методике является трудоемким и дорогостоящим процессом, поэтому на практике удобно пользоваться формулой для определения максимальной скорости метания пластины [6], только в нее необходимо подставлять значение η п для пакета из дв ух пла стин:
^ дп = О
J1 + 2^ n -1
J1 + 4 + 1 ,
Из приведенных зависимостей (1) и (2) следует, что неизвестным параметром является
16 PBB^BB
ln 27P151 + P262
Таблица 1. Сравнительные данные определения скоростей движения сваренного взрывом пакета расчетным V дп и экспериментальным V э дп путем
Проведенные многочисленные эксперименты показали, что расчет скорости движения пакета V дп при сварке взрывом по формуле (4) дает отклонение от реального значения не более 20 %.
Сравнение результатов экспериментальных данных определения скоростей движения V э дп и соударения V э сп сваренного взрывом пакета показало на идентичный характер их изменения: с увеличением толщины сваренного пакета δ п эти скорости уменьшаются, а разница в их значениях, наоборот, увеличивается (рис. 4). Это объясняется тем, что с увеличением толщины пакета соответственно и увеличиваются затраты энергии на его деформирование (изгиб, штамповку).
На основании анализа результатов исследований кинетику полета пакета при сварке взрывом можно представить следующим образом (рис. 5,а). После инициирования заряда 1 под воздействием высокого давления продуктов детонации 2 метаемая пластина 3 изгибается под углом γ , а затем начинает двигаться со скоростью V м, увеличивающейся по мере разгона
^СП- М/:
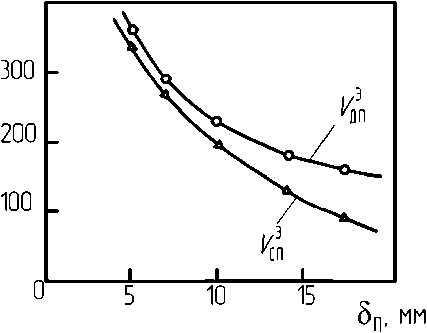
Рис. 4. Графические зависимости изменения скоростей движения V э дп и соударения V э сп сваренного взрывом пакета от его толщины δ п
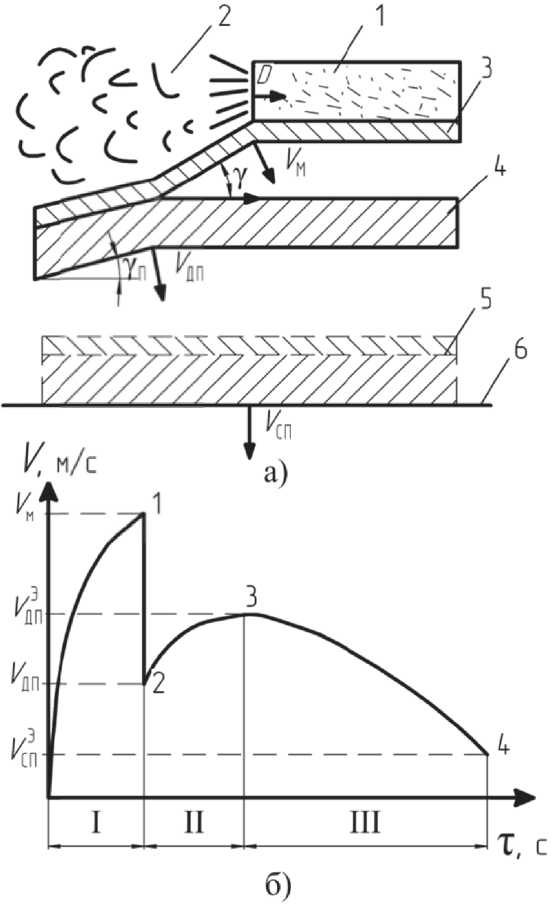
Рис. 5. Кинетика полета (а) и стадии движения (б) сваренного взрывом пакета:
1 – заряд ВВ; 2 – продукты детонации; 3 – метаемая пластина; 4 – неподвижная пластина; 5 – сваренный пакет из двух пластин; 6 – металлическая матрица пластины (рис. 5,б). Верхняя точка 1 в области I разгона метаемой пластины соответствует моменту ее соударения с неподвижной пластиной 4 и пластической деформации прикон-тактных слоев, обеспечивающей сварку пакета 5 из двух пластин. Под действием давления продуктов детонации сваренный пакет также изгибается, образуя угол γп (рис. 5,а). Согласно закону сохранения импульса скорость движе- ния пакета уменьшиться до значения Vдп, что соответствует точке 2 (рис. 5,б). Однако продукты детонации продолжают работать и разгонять сваренный пакет до скорости Vэдп, пока потери энергии на его деформацию малы (рис. 5,б, область II). По мере увеличения деформации приращение скорости движения пакета уменьшается и в точке 3 (рис. 5,б) соответствует моменту, когда работа деформации (изгиба, штамповки) равно той дополнительной энергии, которую получает сваренный пакет от продолжающих работать продуктов детонации. Последующее увеличение деформации сваренного пакета соответственно увеличивает затраты энергии на его изгиб, что приводит к снижению его кинетической энергии и, следовательно, постепенному уменьшению скорости его движения до значения скорости соударения Vэ сп (рис. 5,б, область III). Точка 4 отражает момент соударения пакета с основанием матрицы и завершение процесса полета (движения) пакета при сварке взрывом.
Кинетика деформирования сваренного взрывом пакета представлена на рис. 6. В результате продолжающихся работать продуктов детонации на сваренный пакет действует равномерно распределенная нагрузка q (рис. 6,а). В процессе движения пакета боковые участки (рис. 6,б, область А) соударяются с металлической матрицей и деформируются, затормаживая соседние участки (рис. 6,б, область Б) за счет продвижения к середине пакета волны сдвига. При этом область В, не чувствующая торможения, продолжает двигаться со скоростью V э дп. Область деформированного металла расширяется со скоростью распространения поперечных волн звука С τ , соответственно, уменьшая недеформируемую область В. Формирование сваренного пакета заканчивается, когда область В достигнет поверхности основания металлической матрицы. После окончания процесса деформирования (изгиба, штамповки) сваренный пакет принимает вид биметаллической заготовки, соответствующей профилю металлической матрицы – части цилиндра (рис. 6,в).
ВЫВОДЫ
Экспериментально установлено, что реальная скорость движения сваренного взрывом пакета V э дп больше расчетного значения V дп более чем в два раза, а значит, продукты детонации продолжают работать и разгонять пакет, позволяя положительно использовать эту энергию, например, для штамповки или гибки.
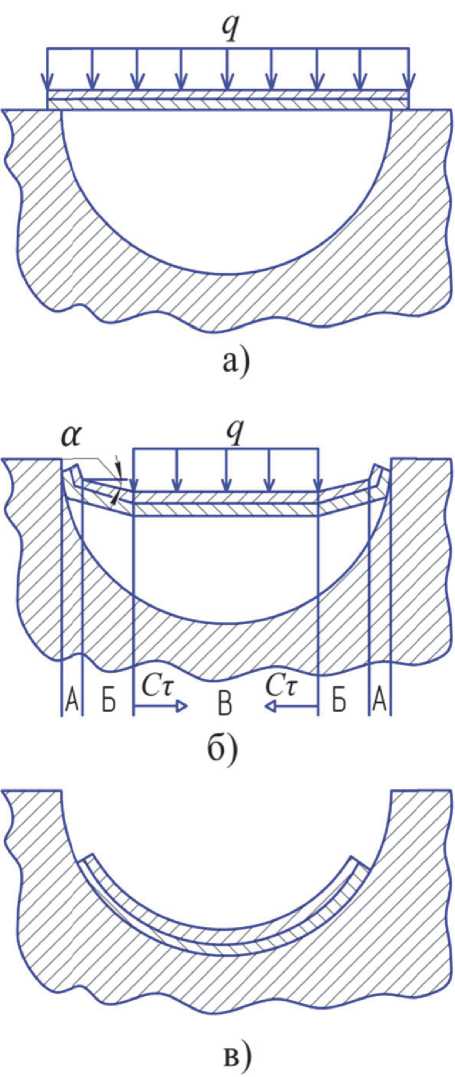
Рис. 6. Кинетика процесса деформирования сваренного взрывом пакета
Список литературы Исследование кинетики полета и деформирования пакета при сварке взрывом
- Баум Ф.А., Орленко Л.П., Станюкович К.П. Физика взрыва. М.: Наука, 1975. 705 с.
- Яковлев И.В., Пай В.В. Сварка металлов взрывом. Новосибирск: СО РАН, 2013. 565 с.
- Трыков Ю.П., Шморгун В.Г., Гуревич Л.М. Деформация слоистых композитов. Волгоград: Политехник, 2001. 241 с.
- Кузьмин В.И., Лысак В.И., Е.А. Иваненко. Закономерности формирования биметаллических соединений при сварке взрывом с одновременной штамповкой//Наукоемкие технологии в машиностроении. 2016. № 8. С. 20-25.
- Кузьмин Г.Е., Пай В.В., Яковлев И.В. Экспериментально-аналитические методы в задачах динамического нагружения материалов. Новосибирск: СО РАН, 2002. 312 с.
- Лысак В.И., Кузьмин С.В. Сварка взрывом. М.: Машиностроение-1, 2005. 544 с.
