Исследование концентрации напряжений при сварке трубопроводов

Автор: Маковецкая-абрамова O.В., Хлопова А.В., Маковецкий В.А.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Диагностика и ремонт
Статья в выпуске: 2 (28), 2014 года.
Бесплатный доступ
Определены коэффициенты концентрации напряжений и деформаций в сварных соединениях реальных паропроводов и газопроводах. Рассмотрена зависимость концентрации напряжений и деформации от геометрической формы стыка трубы, а также от вида механической неоднородности свойств металла околошовной зоны.
Сварка, сталь легированная, фотоупругость, изохромы, изоклины, лазер, микроструктура, голография
Короткий адрес: https://sciup.org/148186151
IDR: 148186151 | УДК: 629.133
Research of concentration of tensions at welding of pipelines
Vladimirskiy state university, 600000, Vladimir, street Gorkogo, 87 The coefficients of concentration of tensions and deformations are certain in the weld-fabricated connections of real steam line and gas pipelines. Dependence of concentration of tensions and deformation from the geometrical form of joint of pipe is considered, and also from the type of mechanical heterogeneity of properties of metal of heat-affected zone.
Текст научной статьи Исследование концентрации напряжений при сварке трубопроводов
Сварка, как способ соединения материалов получила широкое развитие в совершенных паросиловых устройствах, теплообменной аппаратуры ЖКХ, и в трубопроводах атомных установок. Объектом нашего исследования явилось V-образные сварные стыки толстостенных труб диаметром 273x45, изготовленных из легированной стали 15Х1М1Ф. Сварка производилась в производственных условиях Троицкой ГРЭС электродом ЦЛ-2М.
Для исследования деформаций в сварных соединениях методом фотоупругих покрытий были изготовлены поляризационнооптические установки одностороннего монтажа V и Т-образного типа, где использовались монохроматического источника света — лампы СВДШ-500, ДнаС-18. Установка Т-образного типа изготовлена на базе поляризационного микроскопа МП-7 и голографии. Установка
ИПУ представляет собой сочетание двух приборов - интерферометра Майкельсона и Т-образного полярископа. Используя установку в качестве полярископа, можно получать картины изохром и изоклин. При работе на установке по схеме интерферометра были получены картины изопахик — линий одинаковой суммы главных напряжений (oi+o2=const). Совмещение картин изохром и изопахик позволяет значительно упростить расшифровку экспериментальных данных (рис.1). Для этого необходимо в каждой точке модели решить систему двух алгебраических уравнений:
Gi+ о2 = mv Ор"': (1)
О|-О2 = т^, (2)
где индексом “р” помечен порядок и цена полосы изопахики.
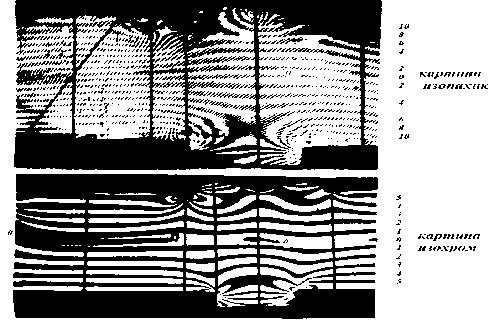
Рисунок 1. Картины интерференции сварных соединений
Хромомолибденованадиевая сталь 15X1 MlФ широко применяются в энергоустановках в качестве материала для паропроводов, испытывающих высокое внутреннее давление (до 150 атм.) при значительных температурах перегретого пара (до 750 °C). Паропровод воспринимает пульсирующие продольные и из-гибные нагрузки. Анализ целого ряда разрушений паропроводов показал, что в большинстве случаев трещина зарождается в околошовной зоне сварного шва - зоне термического влияния (ЗТВ) [1,2]. В реальных сварных соединениях всегда имеются концентраторы напряжений, если даже стыки трубопроводов заварены качественно без непроваров и шлаковых включений [3].
С одной стороны, концентрация напряжений возникает в точках резкого изменения геометрической формы шва - неровности наплавленного валика, непровары корня шва, влияние подкладки шва и т.д. На рис.2 приводятся величины “геометрических’' величин концентрации упругих напряжений при чистом изгибе. В таблице 1 приведены коэффициенты концентрации напряжений, где обозначены основные участки шва: зона А - наплавленный металл, С - основной металл трубы, В - зона термического влияния. Её следует учитывать лишь при расчете сварных соединений на усталость и выносливость [4]. Как видно из таблицы 1, упругая концентрация напряжений, связанная с геометрией здесь незначительна (^=1,1 -1,7).
Более значительная концентрация деформаций и напряжений вызывается механической неоднородностью свойств шва в ЗТВ [5].
При этом следует заметить, что максимальные значения напряжений при чистом упругопластическом изгибе наблюдается на % высоты балки. Вследствие чего, трещина разрушения, вероятно, зарождается изнутри в точках всестороннего растяжения-сжатия.
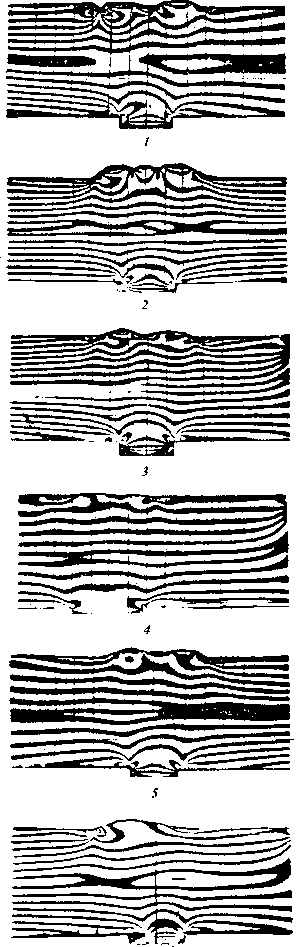
Рисунок 2. Концентрации напряжений стыкового сварного шва паропровода
Таблица 1 - Коэффициенты концентрации напряжений
|
N |
Основные участки шва |
||
|
А |
В |
С |
|
|
1 |
1.7 |
1.2 |
1.3 |
|
2 |
1.5 |
1.3 |
1.3 |
|
3 |
1.3 |
1.2 |
1.5 |
|
4 |
1.4 |
1.2 |
1.4 |
|
5 |
1.2 |
1.1 |
1.3 |
|
6 |
1.2 |
1.1 |
1.2 |
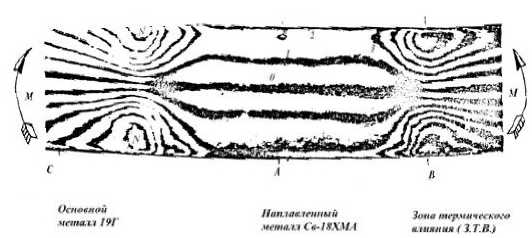
Рассмотрим напряженно-деформированное состояние продольного шва вдоль образующей трубы диаметром 1020 мм из термора- зупрочняемой стали 19Г или 19 ГС [6,7]. Автоматическая сварка труб диаметром 1020 мм произведена по технологии завода ЧТПЗ (г. Челябинск). Валики наплавлялись под флюсом АН-22 сварочной проволокой СВ-18ХМА. В результате воздействия термического цикла основной металл трубы 19Г в околошовной зоне разупрочняется, что подтверждается измерением твердости по Бринеллю (HRB). Так, основной металл шва имеет твердость HRB=110, а в “мягкой прочной” ЗТВ - HRB=82.
При испытании на изгиб микротимпле-та плоского образца, вырезанного из рабочей трубы газопровода (рис.З), получены нелинейные эпюры в зоне ЗТВ, что ещё раз доказывает то, что трещины разрушения сварных соединений идут “изнутри” поэтому требуется тщательный отжиг для устранения остаточных напряжений в области сварки. В зоне ЗТВ произошла значительная локализация деформации (рис. 3 а).
чувствительных материалов с неоднородными упругими и пластичными прослойками.
-
3. Спроектированы и изготовлены специальные поляризационно-оптические установки Т и V-образного типов. Поляризационно-интерферометрическаяустановка ИПУ [8] позволяет надежно получать картины изохром и изопахик при работе как “на просвет”, так и “на отражение” методом фотоупругих покрытий.
-
4. Исследовано распределение деформаций и напряжений около V-образных сварных стыков толстостенных труб паропроводов из жаропрочной стали 15Х1М1Ф.
-
5. Методом муаровых полос и методом фотоупругих покрытий определены коэффициенты концентрации деформаций и напряжений в угловых сварных швах в зависимости от геометрической формы шва и степени механической неоднородности.
а)
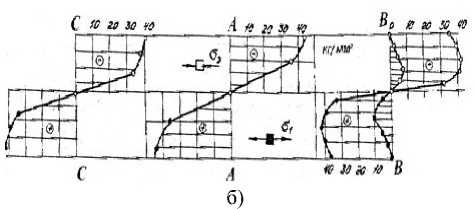
Рисунок 3. Картина изохром (а) и эпюры напряжений (б) трёх участков сварного шва трубы
Выводы:
-
1. Разработана методика экспериментально
-
2. Разработана технология изготовления плоских и объемных моделей из оптически
-
2 .Бакши О.А., Маковецкий В.А., Зайцев Н.Л. Несущая способность лобовых швов нахлесточных соединений/ М,- журнал Автоматическая сварка №61972. "
-
3 .Маковецкий В. А,, Ситников Л.Л. Исследование напряженного состояния мягкой прослойки сварного соединения методм фотоупругих покрытий/ М,-журнал Сварочное производство, №7-1970.
-
4 .Лепеш Г.В. Динамика и прочность бытовых машин / СПб.: изд-во СПбГУСЭ - 2006.
-
5 .Маковецкий В. А. Исследование напряженно-деформированного состояния механически неоднородных соединений поляризационно-оптическим методом/ Ч.-Автореферат на соискание ученой степени к.т.н., спец.01.02.03.-1974.
-
6 .Гуляев А.И. Металловедение/ М.: Оборогиз-1948.
-
7 .Лифшиц Л.С. Структурная неоднородность в участках сплавления и расчет состава металла сварочных соединений/ М.: журнал Сварочное производство, №9-1962.
-
8 .Лисицын А.И., Маковецкий В.А., Сиромашенко А.М. Исследование напряженного состояния в трубах с использованием голографической интерферометрии/ Ч.: сборник Геометрические методы исследования деформаций и напряжений, изд-во ЧПИ-1975. '
го исследования напряженно-деформированного состояния механически неоднородных соединений с помощью поляризационно-оптического метода.
