Исследование локальных температур на пластически деформирующих зернах при шлифовании с наложением ультразвуковых колебаний

Автор: Унянин Александр Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.18, 2016 года.
Бесплатный доступ
Разработаны физические и математические модели для расчета локальных температур на пластически деформирующих зернах шлифовального круга. Модели учитывают изменение кинематики диспергирования абразивными зернами и механических характеристик материала заготовки при наложении ультразвуковых колебаний. Разработана методика и программное обеспечение для расчета температурного поля, методика численного моделирования температур. Результаты моделирования показали, что использование ультразвуковых колебаний позволяет уменьшить локальные температуры на 24-30%.
Шлифование, ультразвуковые колебания, локальная температура, пластическое деформирование, моделирование
Короткий адрес: https://sciup.org/148204392
IDR: 148204392 | УДК: 621.923
Study of local temperatures at the plastically deforming grains during grinding with ultrasonic oscillations imposing
The physical and mathematical models to calculate the local temperatures at the plastically deforming grains of grinding wheel are developed. Represented models take into account changes of kinematic of material dispersing by abrasive grains and the mechanical properties of the workpiece material while applying ultrasonic oscillations. Also developed a method and software for the calculation of the temperature field and technique for the temperatures numerical simulation. The simulation results showed that the using of ultrasonic oscillations lead to reduce the local temperatures at 24-30%.
Текст научной статьи Исследование локальных температур на пластически деформирующих зернах при шлифовании с наложением ультразвуковых колебаний
Повышение работоспособности круга и улучшение качества обработанных деталей при шлифовании с наложением ультразвуковых колебаний (УЗК) во многом связано с изменением тепловой напряженности этого процесса. На работоспособность абразивных зерен (АЗ) круга и качество поверхностного слоя детали оказывают влияние, преимущественно, локальные температуры [1]. Однако аналитическое исследование локальных температур при шлифовании с УЗК выполнено для режущих зерен [2]. Для оценки условий работы шлифовального круга необходимо знать локальные температуры от пластически деформирующих зерен [3], однако такие исследования для шлифования с УЗК до сих пор не выполнены.
Моделирование тепловых процессов выполнено для схемы плоского многопроходного шлифования периферией круга. Схематизируя объекты, участвующие в теплообмене, АЗ представили в виде усеченного конуса с углом при вершине 2y и площадкой затупления размером £ 2 . Пограничный слой между АЗ и заготовкой и его термическое сопротивление не учитывали, поскольку контакт между этими телами в условиях пластической деформации приближается к идеальному. Считали, что температура в любой точке на поверхности соприкосновения АЗ и заготовки одна и та же. Для повышения достоверности результатов учтена зависимость сопротивления материала заготовки деформированию и теплофизических свойств всех взаимодействующих объектов от температуры. Мощность тепловыделения при диспергировании заготовки пластически деформирующим АЗ:
Wi = W9 + W2T, где Wd, W2T - мощность тепловыделения источника, возникающего как результат перехода в теплоту работы деформирования (W5) и работы силы трения зерна о заготовку (W2r), Вт.
Мощности источников определены по формулам [4, 5]:
W2T = Pzтр • Vк;
Wd = (Pzi - Pz тр) • V ,
где P zi - касательная составляющая силы диспергирования единичным зерном, Н; P z тр - сила трения между АЗ и заготовкой, Н; V к - рабочая скорость шлифовального круга, м/с.
Для зерен, осуществляющих пластическую деформацию в процессе шлифования с использованием УЗК:
р = c ■ н у 'к ( ^ 0 f sin у + cosl ) ■ f д + ^Утрд ) zi т кд
2 V Мд ) 3
= М ■ f тд ■ c ■<
P z тр 3
, где /рд - площадь поверхности трения зерна о заготовку, м2; /кд - площадь поверхности зерна, осуществляющей пластическое деформирование материала заго-узк товки, м2; c - коэффициент [5];н т - предел текучести материала заготовки при скорости и температуре деформации в процессе шлифования и наложении УЗК, Па; Цо - коэффициент трения АЗ о заготовку; у -угол при вершине АЗ, град.
Плотность тепловыделения на участке контакта АЗ с заготовкой приняли распределенной по экспоненциальному закону (аналогично закону распределения нормальных напряжений), а максимальная плотность тепловыделения [4,5]
_ W 2 т ‘ k о
2 T Ц* exp [ - k 0 ^2] ;
где k o - коэффициент, м-1; £ 2 - размер площадки затупления на АЗ, м.
Плотность тепловыделения на расстоянии xи от вершины зерна (точки Е на рис. 1)
q 2 т ( x u ) = q 2т ■ exp [- k о ■ x u ] .
Источник плотностью q д в зоне пластического деформирования материала заготовки (см. рис. 1), считаем распределенным равномерно [4, 5]:
q д =
W 8 • cos у
f кд
При наложении колебаний в направлении у , перпендикулярном обрабатываемой поверхности, глубину внедрения пластически деформирующего АЗ, определяющую площадь f щ, можно представить как функцию от расстояния l между вершиной зерна (точка Е ) и начальной точкой F контакта АЗ с заготовкой (см. рис. 1).
a mi ( 1 ) = a m ( l ) + A y ■ sin ( ®77" + Ф ),
"кр где am (l) - глубина внедрения в заготовку пластически деформирующего АЗ при отсутствии УЗК [5], м; Ay - амплитуда колебаний в направлении, перпендикулярном обрабатываемой поверхности, м; и - циклическая (круговая) частота колебаний, рад/с; ф - фаза УЗК, рад.
Наложение колебаний приводит к качественному изменению процесса диспергирования материала заготовки зернами круга и сопровождается уменьшением пределов прочности и текучести материала [6]. При наложении УЗК предел текучести материала заготовки равен пк
= к -ат тт
где к т - коэффициент, показывающий степень уменьшения ° т при наложении колебаний [6]. Поскольку этот коэффициент меньше единицы, то можно прогнозировать снижение силы диспергирования за счет уменьшения предела текучести материала заготовки.
Считали, что заготовка 1 неподвижна, а АЗ 2 , шлифовальный круг 3 и плоскость сдвига D 1 E перемещаются относительно заготовки со скоростью, равной сумме скоростей V к и скорости продольной подачи Vs пр (см. рис. 1). Система координат х 0 у связана с зерном и перемещается относительно заготовки в отрицательном направлении оси 0 х . Уравнения теплопроводности для пластически деформирующего АЗ 2, заготовки 1 и шлифовального круга 3 (см. рис. 1) представили в следующем виде:
д T1_ 1 дГ. д Т УдГ д Т I a Т
=I AiI +I А,I — Г дт q • р, д x ( д x ) д у ( д у ) д x
;
572 дт д Т3 дт
c 2 -Р 2
с з •Р з
д | 3 д 7 2 I . д 3 д 7 2
I AP I + I А? I дх( дx ) дУ ( дУ )
;
д I 7 д Т I । д 7 д Т з
I Аз I + I Аз I дx ( дx J ду( дУ )
где Х 1 , Х 2 , Х з - коэффициенты теплопроводности, Вт/(м • К); с i , с 2 , с з - теплоемкости, Дж/(кг К); p i , р 2 , р з , - плотности, кг / м3; Т i , Т 2 , Т з , - температуры заготовки, АЗ, шлифовального круга соответственно, К; т - время, с.
Начальное условие
Т(x, у, О) = То означает равенство в начальный момент времени температур любой точки заготовки, АЗ, и круга температуре окружающей среды. Условия взаимодействия поверхностей обрабатываемой заготовки, АЗ и круга описываются следующими граничными условиями:
- в пределах зоны контакта EV АЗ 2 с заготовкой 1 :
6 Тк = q 9 Т = - q^
ду А1 дуА
,,
Т, = Т. q2Т + q2Т = q2Т . 1 2,
- в пределах зоны контакта D 1 E АЗ 2 с заготовкой 1 :
^ _^ дТ^ = _^^ д n А 1 д n А 2
Т = Т, q ‘ + qд' = qа, где n - нормаль к плоскости сдвига D1E; q2Т,qд -плотности тепловых потоков в заготовку, Вт/м2;q2Т, qд - плотности тепловых потоков в АЗ, Вт/м2.
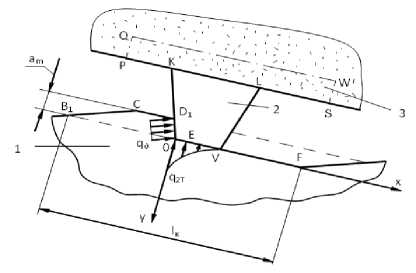
Рис. 1. Схема контакта пластически деформирующего АЗ с заготовкой:
1 - заготовка; 2 - АЗ; 3 - шлифовальный круг
Теплообмен на границах объектов, контактирующих со смазочно-охлаждающей жидкостью (СОЖ) или воздухом, задан в форме закона Ньютона-Рихмана, описывающего процесс конвективного теплообмена в виде
ат
—А ■ Т =а( Т — Т 0 )
, где Аz - коэффициент теплопроводности z-го объекта,
Вт / (м К); Т - температура z-го объекта, К; z - номер объекта (z = 1, 2, 3: заготовка, АЗ, шлифовальный круг соответственно); j - номер поверхности; a - коэффициент теплоотдачи от j-ой поверхности, Вт / (м2 К); n -нормаль к границе объекта. Зависимости для расчета скорости движения смазочно-охлаждающей жидкости (СОЖ) в зоне контакта шлифовального круга с заготовкой, расхода СОЖ через зону контакта и коэффициентов теплоотдачи от заготовки, абразивных зерен и связки круга к СОЖ приведены в [5, 7].
Невозможность априорного определения плотностей распределения тепловых потоков между контактирующими объектами, изменение положения зон тепловыделения во времени, необходимость учета зависимости теплофизических свойств контактирующих объектов и предела текучести материала заготовки от температуры создают трудности для аналитического решения дифференциальных уравнений. Задачу решали численным методом конечных элементов. Методика численного расчета на основе дискретных аналогов уравнений теплопроводности реализована в оригинальных программах.
Численное моделирование температур выполнили при следующих исходных данных: плоское многопроходное шлифование периферией круга; материал заготовки - сталь 40Х; материал АЗ шлифовального круга - электрокорунд нормальный; зернистость - F 60 (25-я); рабочая скорость круга V ; = 35 м/с; скорость продольной подачи V s пр = 10 м/мин; глубина шлифования t = 0,01 мм. Моделировали наложение на заготовку УЗК частотой 22000 Гц с различной амплитудой ( А у = 1 и 3 мкм) и фазой. Фиксировали локальные температуры Т 2 на площадке EV контакта зерна с заготовкой и Т 2' на площадке D 1 E в зоне пластического деформирования при диспергировании 21-м из последовательно работающих АЗ, когда материал заготовки прогрет в результате работы предыдущих зерен. При наложении колебаний амплитудой А у = 1 мкм, меньшей глубины внедрения пластически деформирующего АЗ в заготовку ( a m = 2 мкм), режим работы зерна не изменяется: на протяжении всего времени его контакта с заготовкой осуществляется пластическое деформирование. Локальная температура в зоне контакта АЗ с заготовкой (участок EV ) уменьшилась на 4%, а температура в зоне пластического деформирования (участок NE) - на 9% (рис. 2, 3).
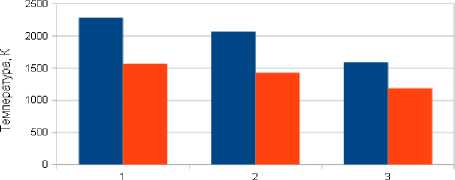
■ - в зоне контакта с заготовкой ■ - в зоне деформирования
Рис. 2. Температура в зоне контакта АЗ с заготовкой и в зоне пластического деформирования: 1 - А у = 0; 2 - А у = 1 мкм; 3 - А у = 3 мкм
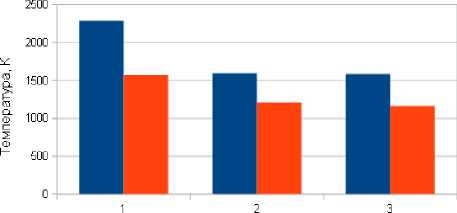
■ - в зоне контакта с заготовкой ■- в зоне деформирования
Рис. 3. Температура в зоне контакта АЗ с заготовкой и в зоне пластического деформирования: 1 - А у = 0; 2 - А у
= 3 мкм, ф = 0°; 3 - А у = 3 мкм, ф = 180°
Незначительное уменьшение температуры объясняется тем, что плотности тепловыделения в зоне пластического деформирования и в зоне трения АЗ о заготовку, определяющие температуры, практически не зависят от глубины внедрения зерна, которая изменяется при наложении УЗК. Поэтому снижение температур при малых амплитудах УЗК достигается не за счет изменения кинематики взаимодействия АЗ с заготовкой, а за счет изменения напряженно-деформирован-ного состояния в зоне обработки вследствие уменьшения предела текучести материала заготовки [6].
При наложении колебаний амплитудой А у =3 мкм, превышающей глубину внедрения АЗ в заготовку, режим работы зерна изменяется: на некоторое время АЗ выходит из контакта с заготовкой. При этом локальная температура в зоне контакта АЗ с заготовкой (участок EV ) уменьшается на 30%, а температура в зоне пластического деформирования (участок NE) - на 24% (см. рис. 2, 3). Меньшая температура зафиксирована при фазе колебаний ф = 180°. При этой фазе имеет место минимальная длина траектории, на которой АЗ осуществляет деформирование материала заготовки, что и обусловливает снижение теплосиловой напряженности процесса в большей степени (см. рис. 3). Для АЗ, осуществляющих пластическое деформирование, степень влияния фазы УЗК на локальные температуры ниже, чем для зерен, осуществляющих микрорезание [2].
При шлифовании без наложения УЗК локальные температуры увеличиваются с увеличением продолжительности контакта АЗ с заготовкой до момента времени 19,12-106 с (кривые 1 на рис. 4, 5) и уменьшаются в конечный период времени контакта, когда деформируется слой материала, в меньшей степени прогретый в результате работы предыдущих зерен. При наложении колебаний с амплитудой А у = 3 мкм и фазой ф = 0° в начальный период контакта АЗ глубина его внедрения в заготовку выше, а в конце траектории ниже, чем в случае отсутствия УЗК, причем на некоторое время АЗ выходит из контакта с заготовкой. Соответственно и локальные температуры в начальный период контакта с заготовкой незначительно ниже, чем при шлифовании без наложения УЗК ( А у = 0) (кривые 1 и 2 на рис. 4, 5). На заключительном этапе контакта АЗ с заготовкой разность температур существенно выше, поскольку АЗ выходит из контакта с заготовкой. При фазе колебаний Ф = 180° в начальный период как глубина внедрения АЗ в заготовку, так и локальные температуры ниже, чем без наложения УЗК (кривые 3 на рис. 4, 5). На заключительном этапе глубина внедрения АЗ в заготовку при наложении УЗК увеличивается, поэтому увеличиваются и температуры, однако и на этом этапе температуры ниже, чем без наложения УЗК.
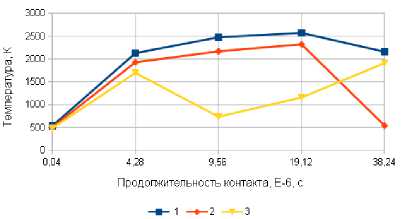
Рис. 4. Зависимость температуры Т 2 в зоне контакта АЗ с заготовкой от продолжительности контакта: 1 - А у = 0; 2 - А у = 3 мкм, ф = 0°; 3 - А у = 3 мкм, Ф=180°
Локальные температуры распределены на площадках контакта АЗ неравномерно. Например, в момент времени 19,12^10 6 с от начала контакта максимальное значение температуры в зоне контакта АЗ с заготовкой зафиксировано на расстоянии 15 мкм от вершины зерна (рис. 6); в зоне пластического деформирования максимальное значение температуры имеет место в середине этой зоны. Варьирование расходом СОЖ через зону контакта круга с заготовкой в пределах 25% привело к незначительному изменению локальных температур.
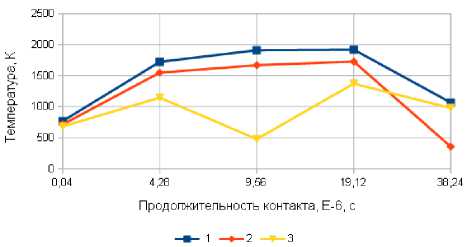
Рис. 5. Зависимость температуры Т 2′ в зоне деформирования от продолжительности контакта: 1 – A y = 0;
2 – A y = 3 мкм, φ = 0°; 3 – A y = 3 мкм, φ = 180°
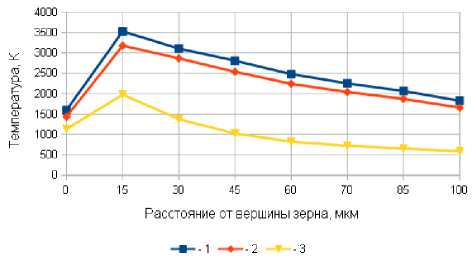
Рис. 6. Распределение температуры на площадке контакта пластически деформирующего АЗ с заготовкой: продолжительность контакта – 19,12·10-6 с;
1 – A y = 0; 2 – A y = 3 мкм, φ = 0°; 3 – A y = 3 мкм, φ = 180°
Выводы: разработаны физические и мате матические модели для расчета температурного поля при шлифовании, позволяющие учесть изменение кинематики микрорезания пластически деформирую- щими абразивными зернами и механических характеристик материала заготовки при наложении УЗК. Приведены результаты численного моделирования локальных температур, показавшие, что наложение УЗК с амплитудой, большей глубины внедрения АЗ в заготовку, позволяет уменьшить локальные температуры на пластически деформирующих зернах на 24-30%. Установлено влияние амплитуды и фазы колебаний на локальные температуры, изменение температур в зависимости от времени контакта АЗ с заготовкой и распределение тем-ператур на площадках контакта зерна с заготовкой и стружкой.
Список литературы Исследование локальных температур на пластически деформирующих зернах при шлифовании с наложением ультразвуковых колебаний
- Худобин, Л.В. Влияние локальных температур на налипание материала заготовки на абразивные зерна/Л.В. Худобин, А.Н. Унянин//СТИН. 2008. № 6. С. 26-31.
- Унянин, А.Н. ИССЛЕДОВАНИЕ ТЕМПЕРАТУРНОГО ПОЛЯ ПРИ ШЛИФОВАНИИ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ//Вектор науки ТГУ. 2015. № 2 (32 -2). С. 191-195.
- Худобин, Л.В. Исследование силовой напряженности шлифования заготовок из пластичных материалов/Л.В. Худобин, А.Н. Унянин//Известия вузов. Машиностроение. 2006. № 4. С. 27-33.
- Резников, А.Н. Тепловые процессы в технологических системах/А.Н. Резников, Л.А. Резников. -М.: Машиностроение, 1990. 288 с.
- Худобин, Л.В. Минимизация засаливания шлифовальных кругов/Л. В. Худобин, А. Н. Унянин. -Ульяновск: УлГТУ, 2007. 298 с.
- Вологин, М.Ф. Применение ультразвука и взрыва при обработке и сборке/М.Ф. Вологин, В.В. Калашников, М.С. Нерубай, Б.Л. Штриков. -М.: Машиностроение, 2002. 264 с.
- Унянин, А.Н. К вопросу о теплообмене контактирующих при шлифовании объектов с окружающей средой//Физические и компьютерные технологии в народном хозяйстве: сборник трудов 4-й международ. НТК. -Харьков: ХГПУ, 2001. С. 79-82.
