Исследование магнитных свойств и фрактальности поверхности порошкового Fe- P материала - аналога технического железа, полученного горячей объемной штамповкой пористой заготовки

Автор: Кем Александр Юрьевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 2 (53) т.11, 2011 года.
Бесплатный доступ
Установлена связь показателя фрактальной размерности поверхности с особенностями формирования комплекса магнитных свойств порошковых магнитно-мягких материалов системы Fe - P, подвергнутых горячей штамповке.
Магнитно-мягкие материалы, система fe - p, магнитная проницаемость, коэрцитивная сила, индукция, фрактальность, поверхность
Короткий адрес: https://sciup.org/14249534
IDR: 14249534 | УДК: 621.762
Surface magnetic properties and fractality of Fe-P powder material - iron analogue received by porous workpiece forging
Connection of the surface fractality factor with formation features of the magnetic properties of powder soft-magnetic materials of Fe-P system under hot-stamping is shown.
Текст научной статьи Исследование магнитных свойств и фрактальности поверхности порошкового Fe- P материала - аналога технического железа, полученного горячей объемной штамповкой пористой заготовки
Введение. В работах [1-3] показано, что особенности формирования магнитных свойств горячештампованных порошковых магнитно-мягких материалов системы Fe – P обусловлены предысторией их получения, влияющей на дефектность структуры, при этом снижение коэрцитивной силы, повышение максимальной и остаточной индукции и коэффициента прямоугольности петли гистерезиса К П , связано с окислением границ зерен исходных порошков в процессе термомеханического воздействия при горячей штамповке и формированием текстуры деформации.
В то же время из данных работ [4-6] следует, что аппарат теории фракталов – самоподобных множеств дробной размерности может использоваться для анализа процессов, протекающих в неупорядоченных средах и приводящих к изменению их структуры, например, формированию деформационного рельефа на поверхности порошкового материала. Методики экспериментального определения фрактальной размерности поверхности порового пространства рассмотрены в [7]. Определение фрактальной размерности поверхности порошковых материалов системы Al – Cu с различным содержанием Cu и установление ее связи с процессами спекания проведено в [6]. Однако вопрос о связи магнитных свойств с фрактальными характеристиками поверхности порошковых пористых тел практически не исследован и требует изучения.
Целью настоящей работы является определение фрактальной размерности поверхности и установление ее связи с магнитными свойствами порошковых горячештампованных материалов системы Fe – P, полученных по различным технологическим схемам.
Материалы и методика эксперимента . В качестве исходного материала, используемого в работе для изготовления образцов порошкового материала системы Fe – P, применялся порошок марки PASC 60 производства фирмы «Höganäs» Швеция, представляющий собой смесь порошка марки ASC 100.29 и феррофосфора, при этом массовая доля фосфора в образцах составляла 0,59-0,66% [8]. Образцы материалов для исследования магнитных свойств получали по следующим технологическим схемам:
-
- образец-тороид 1 получен холодным прессованием PASC 60 с последующим спеканием прессовки при 1150ºС , 2 ч;
-
- образец-тороид 2 получен по технологии образца 1 с использованием горячей штамповки (ДГП) спеченной заготовки, предварительно нагретой до 1100ºС (время остывания заготовки 5-7 мин.);
-
- образец-тороид 3 получен по технологии образца 2 с дополнительным отжигом после ДГП при 1100ºС, 2 ч;
-
- образец-тороид 4 получен холодным прессованием из PASC 60 без спекания, с последующим ДГП при 1100ºС (время остывания заготовки 5-7 мин) и отжигом при 1100ºС, 2 ч.
Максимальную индукцию B мах в полях напряженностью (H) до 2500 А/м, остаточную индукцию В r , коэрцитивную силу Н с , начальную µ н и максимальную магнитную проницаемость µ max определяли по ГОСТ 8.377-80. Методика измерений не отличалась от описанной в [8].
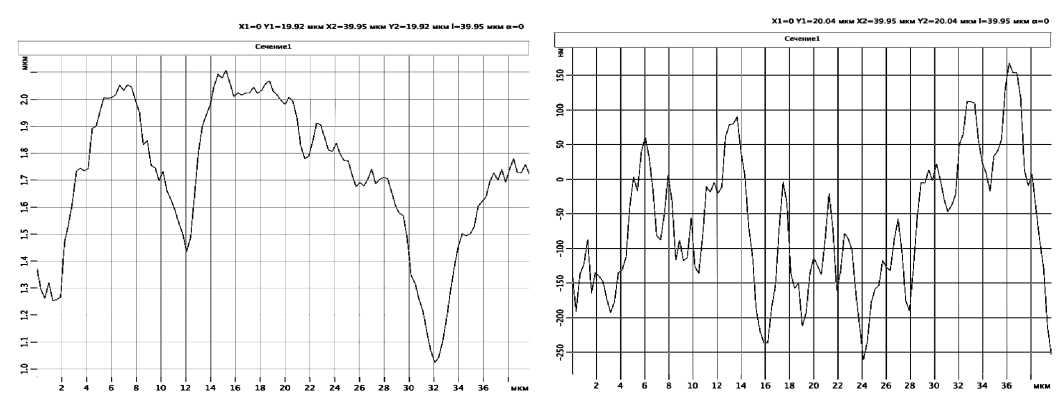
Фрактальность поверхности исследовали с помощью сканирующего зондового микроскопа NT-MTD (Зеленоград). Методом вертикальных сечений Мандельброта [4] полученных изображений определяли фрактальную размерность поверхности D. Размер анализируемого участка поверхности во всех случаях не превышал 40x40 мкм. Фрактальную размерность определяли как модуль тангенса угла наклона среднего участка зависимости L/L 0 (L – длина секущей линии, L 0 – расстояние между точками сканирования) от увеличения в двойных логарифмических координатах. Линейная аппроксимация модуля позволяет считать фрактальную размерность интегральной характеристикой поверхности [4-6].
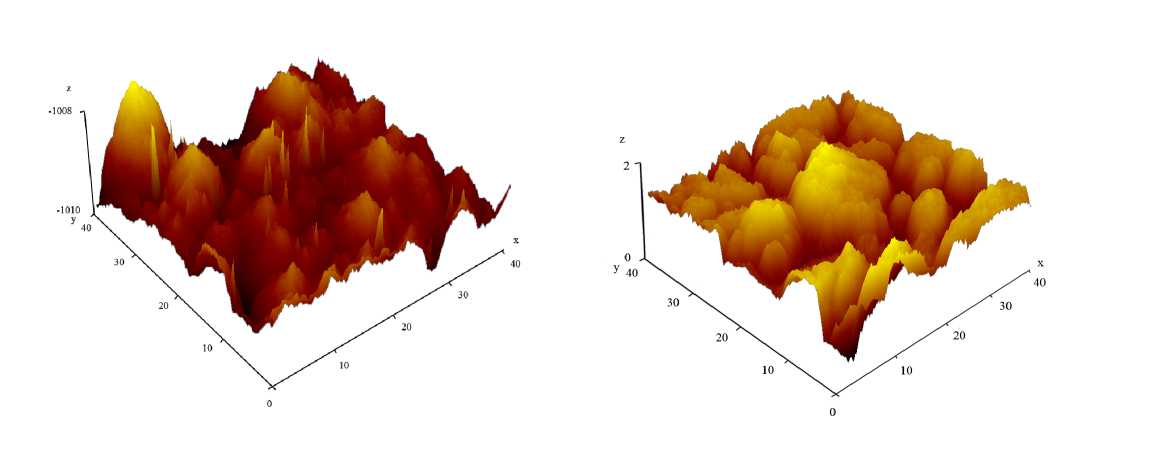
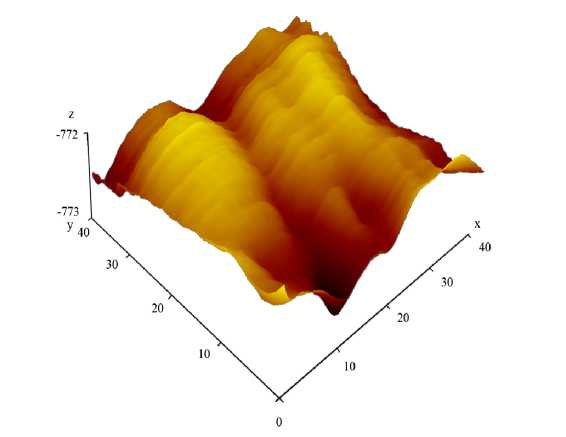
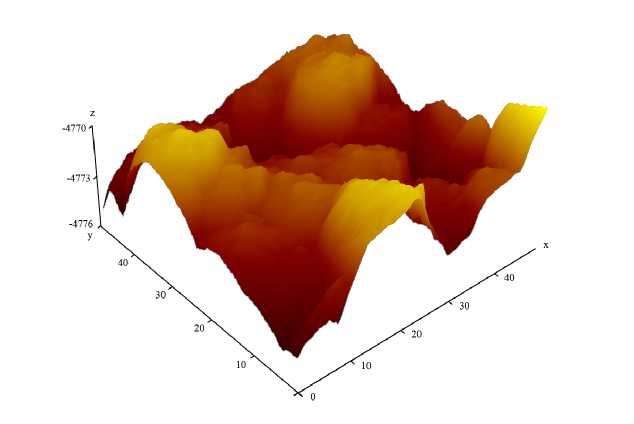
Результаты и их обсуждение. Трехмерная реконструкция поверхности образцов представлена на рис.1, а линии сканирования участков поверхности – на рис.2. Результаты обработки сечений сканирования приведены в табл.1.
а) б)
в)
г)
Рис.1. Реконструкция трехмерного изображения участков поверхности: а, б, в, г – образцы-тороиды 1,2, 3, 4 соответственно
а)
б)
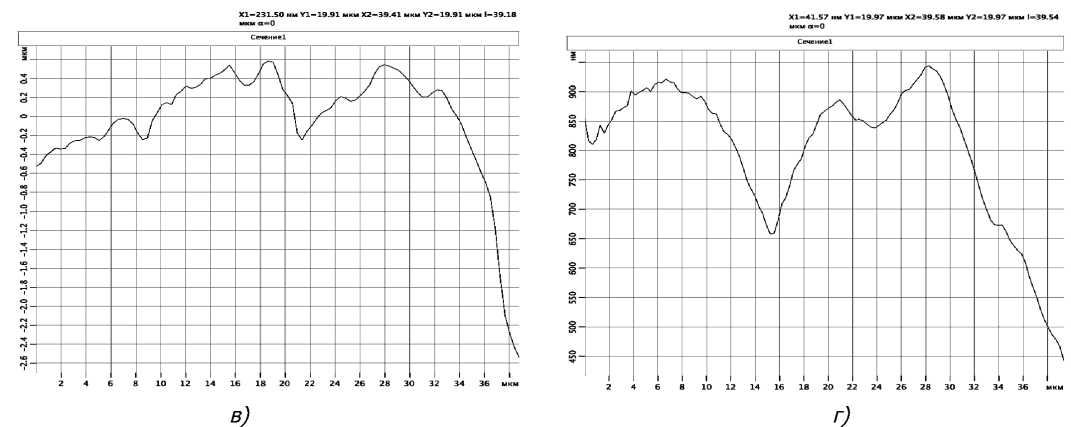
Рис. 2. Линии сканирования участков поверхности:
а, б, в, г – образцы-тороиды 1, 2, 3, 4 соответственно
Таблица 1
Численные результаты обработки сечений сканирования поверхности порошковых образцов
|
Номер образца-тороида |
Номер сечения |
Курви-длина, мм, в сечении |
Цена отрезка по оси сканирования, мкм |
Коэффициент масштабирования по осям |
Длина кривой сканирования с учетом масштабирования, нм |
Базовая длина участка сканирования, мкм |
Величина фрактальной размерности, D |
Среднее значение, D |
|
1 |
1 |
600 |
2 |
1,74 |
105,20 |
38 |
1,280 |
1,340608 |
|
2 |
533 |
2 |
1,35 |
120,77 |
38 |
1,318 |
||
|
3 |
1030 |
2 |
1,75 |
177,68 |
38 |
1,424 |
||
|
2 |
1 |
724 |
2 |
1,78 |
122,51 |
38 |
1,322 |
1,302624 |
|
2 |
532 |
2 |
1,39 |
115,11 |
38 |
1,305 |
||
|
3 |
429 |
2 |
1,22 |
105,76 |
38 |
1,281 |
||
|
3 |
1 |
424 |
2 |
2,25 |
55,97 |
38 |
1,106 |
1,151201 |
|
2 |
316 |
2 |
1,49 |
62,99 |
38 |
1,139 |
||
|
3 |
335 |
2 |
1,23 |
81,03 |
38 |
1,208 |
||
|
4 |
1 |
259 |
2 |
0,96 |
80,36 |
38 |
1,206 |
1,216276 |
|
2 |
279 |
2 |
0,96 |
85,48 |
38 |
1,223 |
||
|
3 |
259 |
2 |
0,91 |
84,62 |
38 |
1,220 |
Результаты магнитных исследований представлены в табл. 2, а также в виде зависимостей В(H) для второго квадранта частных петель гистерезиса образцов исследуемых материалов (рис.3). Выбор второго квадранта обусловлен тем, что полная петля гистерезиса каждого образца снималась отдельными фрагментами с завершением замкнутого магнитного цикла и фиксацией дрейфа нуля микровеберметра после выполнения массива измерений для каждого из фрагментов.
Таблица 2
Результаты измерения частных петель гистерезиса образцов
|
Образец-тороид 1 |
||
|
w1=20, Imax ≈ 1.53 А, Hmax ≈ 327 A/м |
w1=20, Imax ≈ 4.01 А, Hmax ≈ 867 A/м |
w1=20, Imax ≈ 10.07 А, Hmax ≈ 2155 A/м |
|
Максимальная индукция * Фmax(Hmax) = 2288±25 мкВб Bmax(Hmax) = 0,763 ± 0,038Тл |
Максимальная индукция * Фmax(Hmax) = 3167±30 мкВб Bmax(Hmax) = 1,058 ± 0,053Тл |
Максимальная индукция * Фmax(Hmax) = 3660±40 мкВб Bmax(Hmax) = 1,223 ± 0,060Тл |
|
Остаточная индукция * Фост(Hmax) = 1792±20 мкВб Bост(Hmax) = 0,600 ± 0,030Тл |
Остаточная индукция * Фост(Hmax) = 2398±25 мкВб Bост(Hmax) = 0,801 ± 0,040Тл |
Остаточная индукция * Фост(Hmax) = 2528±25 мкВб Bост(Hmax) = 0,845±0,042Тл |
|
Коэрцитивная сила Нс, А/м 137-165 Начальная магнитная проницаемость не менее 350 Максимальная магнитная проницаемость не менее 1850 |
||
|
Образец-тороид 2 |
||
|
w1=20, Imax ≈ 1,60 А, Hmax ≈ 340 A/м |
w1=20, Imax ≈ 4,06 А, Hmax ≈ 860 A/м |
w1=20, Imax ≈ 10,07 А, Hmax ≈ 2138 A/м |
|
Максимальная индукция * Фmax(Hmax) = 1045±10 мкВб Bmax(Hmax) = 0,418 ± 0,022Тл |
Максимальная индукция * Фmax(Hmax) = 2420±25 мкВб Bmax(Hmax) = 0,968 ± 0,050Тл |
Максимальная индукция * Фmax(Hmax) = 3580±38 мкВб Bmax(Hmax) = 1,432 ± 0,070Тл |
|
Остаточная индукция * Фост(Hmax) = 650±7 мкВб Bост(Hmax) = 0,260 ± 0,013Тл |
Остаточная индукция * Фост(Hmax) = 1620±20 мкВб Bост(Hmax) = 0,648 ± 0,032Тл |
Остаточная индукция * Фост(Hmax) = 2000±20 мкВб Bост(Hmax) = 0,800±0,040Тл |
|
Коэрцитивная сила Нс, А/м 175-315 Начальная магнитная проницаемость не менее 250 Максимальная магнитная проницаемость не менее 1050 |
||
|
Образец-тороид 3 |
||
|
w1=20, Imax ≈ 1,56 А, Hmax ≈ 331 A/м |
w1=20, Imax ≈ 4,05 А, Hmax ≈ 860 A/м |
w1=20, Imax ≈ 10,06 А, Hmax ≈ 2136 A/м |
|
Максимальная индукция * Фmax(Hmax) = 3480±35 мкВб Bmax(Hmax) = 1,265 ± 0,063Тл |
Максимальная индукция * Фmax(Hmax) = 3880±40 мкВб Bmax(Hmax) = 1,411 ± 0,070Тл |
Максимальная индукция * Фmax(Hmax) = 4100±40 мкВб Bmax(Hmax) = 1,491±0,075Тл |
|
Остаточная индукция * Фост(Hmax) = 3350±35 мкВб Bост(Hmax) = 1,218 ± 0,060Тл |
Остаточная индукция * Фост(Hmax) = 3600±40 мкВб Bост(Hmax) = 1,309 ± 0,065Тл |
Остаточная индукция * Фост(Hmax) = 3700±40 мкВб Bост(Hmax) = 1,345±0,070Тл |
|
Коэрцитивная сила Нс, А/м 92-100 Начальная магнитная проницаемость не менее 600 Максимальная магнитная проницаемость не менее 4900 |
||
|
Образец-тороид 4 |
||
|
w1=20, Imax ≈ 1,54 А, Hmax ≈ 327 A/м |
w1=20, Imax ≈ 4,05 А, Hmax ≈ 859 A/м |
w1=20, Imax ≈ 10,07 А, Hmax ≈ 2137 A/м |
|
Максимальная индукция * Фmax(Hmax) = 3500±30 мкВб Bmax(Hmax) = 1,400 ± 0,07 Тл |
Максимальная индукция * Фmax(Hmax) = 3915±40 мкВб Bmax(Hmax) = 1,566± 0,078Тл |
Максимальная индукция * Фmax(Hmax) = 4190±40 мкВб Bmax(Hmax) = 1,676 ± 0,080Тл |
|
Остаточная индукция * Фост(Hmax) = 3220±30мкВб Bост(Hmax) = 1,288 ± 0,064 Тл |
Остаточная индукция * Фост(Hmax) =3600±36 мкВб Bост(Hmax) = 1,440 ± 0,072Тл |
Остаточная индукция * Фост(Hmax) = 3700±40 мкВб Bост(Hmax) = 1,480±0,074 Тл |
|
Коэрцитивная сила Нс, А/м 91-103 Начальная магнитная проницаемость не менее 600 Максимальная магнитная проницаемость не менее 5400 |
||
Примечание : * – типичные абсолютные погрешности измерения потока (определяются погрешностью мик-ровеберметра) и индукции (определяются погрешностями измерения потока и площади сечения образца); w1=20 – число витков намагничивающей обмотки.
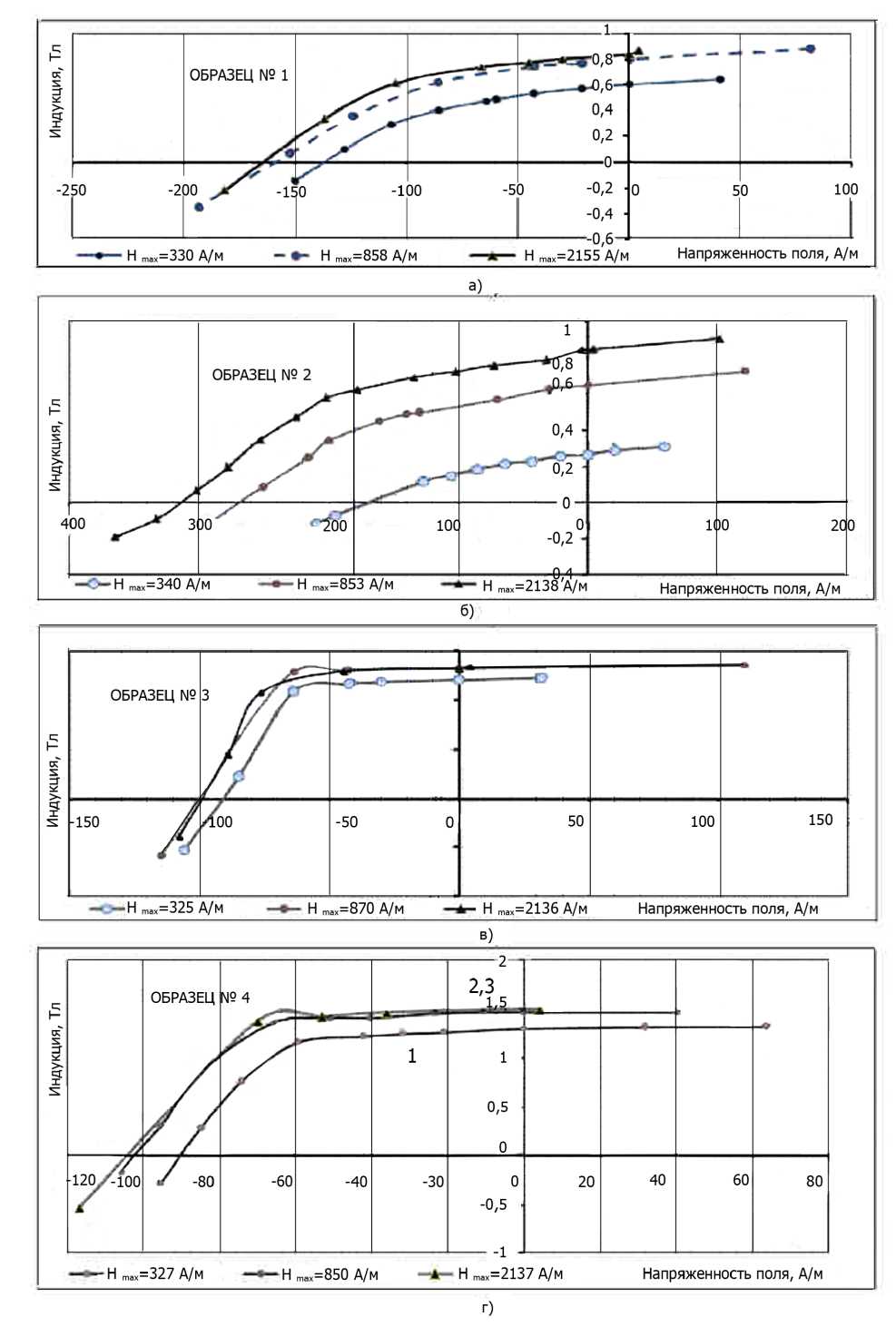
Рис. 3. Второй квадрант частных петель гистерезиса при различных значениях Н мах : а, б, в, г – образцы-тороиды 1, 2, 3, 4 соответственно
Подробный анализ влияния предыстории получения образцов исследуемых магнитномягких материалов на уровень их магнитных характеристик проведен в работах [1-3, 8], здесь же отметим следующее. Образец-тороид 1, не подвергавшийся горячей штамповке, обладает относительно невысоким уровнем магнитной проницаемости и максимальной индукции; у холоднопрес- сованного образца-тороида 2, подвергнутого горячей штамповке без последующего отжига, величина индукции возрастает, величина максимальной магнитной проницаемости достигает значений примерно 1050 Гс/э, коэрцитивная сила также увеличивается, достигая значений примерно 300 А/м, что связано с особенностями структуры (Fe – P)-порошковых материалов (порис-тость+субструктура) и их дефектностью [8].
В то же время применение высокотемпературного отжига материалов после горячей штамповки (образцы-тороиды 3,4) позволяет не только увеличить значения максимальной индукции материала (для данного Н mах ), его остаточной индукции и магнитной проницаемости, но и существенно (до 100 А/м) уменьшить коэрцитивную силу.
Установлено, что с изменением технологической схемы наблюдается изменение максимальной и остаточной индукции при заданном максимальном поле, а также коэрцитивной силы материала (см. табл. 2). Спекание холоднопрессованного материала (образец-тороид 1) приводит к умеренному значению коэрцитивной силы материала, а также к пониженному значению максимальной и остаточной индукции даже для петли, приближающейся к предельной, что обусловлено высокой пористостью образца. Горячая штамповка без последующего отжига и перекристаллизации (образец-тороид 2) вследствие уплотнения материала и возникновения в нем значительных механических напряжений обусловливает увеличение не только максимальной индукции, но также и коэрцитивной силы, что затрудняет намагничивание образцов в умеренных полях (~2200 А/м) до состояния, приближающегося к предельному. И только использование высокотемпературного отжига (образцы-тороиды 3,4) приводит как к существенному росту значений максимальной и остаточной индукции, так и к значительному снижению величины коэрцитивной силы материалов. Из полученных результатов следует, что магнитные свойства порошкового материала являются структурно-чувствительными и существенно зависят от технологических режимов изготовления образцов, при этом пористость не является основным фактором, определяющим уровень магнитных свойств.
Отмеченные нами особенности формирования магнитных свойств удовлетворительно согласуются с результатами атомно-силовых исследований изменения состояния поверхности образцов материалов методом сканирующей зондовой микроскопии. Установлено, что повышение степени деформационно-термического воздействия на испытуемые образцы приводит к немонотонному изменению величины фрактальной размерности (см.табл.1). Сопоставление результатов измерения величины коэрцитивной силы в зависимости от технологической схемы изготовления образца с данными об изменении фрактальной размерности, показывает, что в схеме: холодное прессование + спекание → холодное прессование + ДГП → холодное прессование + ДГП + отжиг → холодное прессование + cпекание + ДГП + отжиг, величина коэрцитивной силы меняется соответственно по схеме: 110-160 → 170-310 → 80-100 → 80-100 А/м в полях напряженностью 330, 860 и 2160 А/м и соответствует темпу и знаку изменения величины D. Аналогичная картина наблюдается и для величины максимальной магнитной проницаемости, также являющейся структурно-чувствительной характеристикой.
Таким образом, анализ результатов исследований сечений поверхностей образцов позволяет сделать вывод о существовании областей поверхностей, обладающих фрактальными свойствами. Это подтверждается дробными значениями размерности по всем исследованным сечениям поверхности порошковых образцов. Отметим при этом, что значения фрактальной размерности сечений удовлетворяют условию 1≤D≤2. Наличие минимальных значений D определяется, по-видимому, погрешностью используемых алгоритмов обработки изображения и может интерпретироваться как приближение показателя фрактальной размерности к топологической размерности линии.
Изменение показателя фрактальной размерности поверхности образцов с различной технологической наследственностью нужно, по-видимому, связывать с изменениями намагниченности, вызванными внутренними деформациями и включениями, что полностью согласуется с теоретическими положениями [9].
Заключение. Показана возможность использования топологии поверхности порошковых материалов в качестве функции отклика процессов, ответственных за ее формирование. Концептуально использование теории фракталов позволяет прогнозировать изменение уровня магнитных свойств (коэрцитивной силы и максимальной магнитной проницаемости) порошковых материалов, однако, для инженерного использования требуется наработка массива экспериментального материала и совершенствование методик оценки показателя фрактальной размерности.
Список литературы Исследование магнитных свойств и фрактальности поверхности порошкового Fe- P материала - аналога технического железа, полученного горячей объемной штамповкой пористой заготовки
- Кем А.Ю. Мёссбауэровские и магнитные исследования горячештампованного порошко-вого магнитно-мягкого материала Fe -P/А.Ю. Кем, Чан Мань Тунг, В.В. Китаев//Вестн. Донск. гос. ун-та. -2010. -№5.-С.700-712.
- Кем А.Ю. Формирование магнитных свойств порошковых магнитно-мягких (Fe -P) материалов, аналогов технического железа/А.Ю. Кем, Чан Мань Тунг, В.В. Китаев//Новые перспективные материалы и технологии их получения (НПМ-2010): сб. тр. 5-й междунар. науч. конф. -Волгоград: Изд-во ВГТУ, 2010. -С. 252-254.
- Кем А.Ю. Об особенностях эволюции петли гистерезиса порошковых магнитно-мягких материалов системы (Fe -P)/А.Ю. Кем, Чан Мань Тунг, В.В. Китаев//Тр. РГУПС. -2010. -№3(12). -С. 49-53.
- Иванова В.С. Синергетика и фракталы в материаловедении/В.С. Иванов. -М.: Наука, 1994. -383 с.
- Севостьянова И.Н. Фрактальные характеристики поверхности пластически деформи-рованного композита карбид вольфрама -железомарганцевая сталь/И.Н. Севостьянова, С.Н. Кульков//ЖТФ. -2003. -Т. 73, вып. 2. -С. 81-86.
- Кем А.Ю. Процессы спекания и фрактальность порошковых материалов на основе алюминия/А.Ю. Кем, Л.А. Арестова//ФиХОМ. -2010. -№6. -С. 51-56.
- Мосолов А.Б. Фракталы, скейлы и геометрия пористых материалов/А.Б. Мосолов, О.Ю. Динариев//ЖТФ. -1988. -Т. 58, вып. 2. -С. 157-163.
- Чан Мань Тунг. Особенности формирования комплекса магнитных свойств порошкового Fe -P материала -аналога технического железа, полученного горячей объемной штамповкой пористой заготовки: автореф. дисс... канд. техн. наук. -Ростов н/Д, 2010. -25 c.
- Киттель K. Физическая теория доменной структуры ферромагнетиков/К. Киттель//УФН. -1950. -T. XL1, вып. 4. -С. 453-544.
